The extruder screw and barrel are the heart of every extrusion line. Together they take in solid plastic pellets, melt them, mix them, and pump out a uniform melt under pressure — and every property of your final product, from output rate to surface quality, traces back to how well this pair does its job. Yet for such critical components, extruder screws and barrels are widely misunderstood: treated as generic spare parts when they are in fact engineered components that must be matched to the material, the product, and the process.
By the BLOOM Engineering Team
As a factory that manufactures extruder screws and barrels, we wrote this guide as the complete overview: what these components are and how they work, the types, the materials and coatings, how to choose them for your application, how they wear and how to maintain them, and how to buy them well. Each section gives you the essentials and links to our in-depth guides where you can go deeper.
1. What Are Extruder Screws and Barrels?
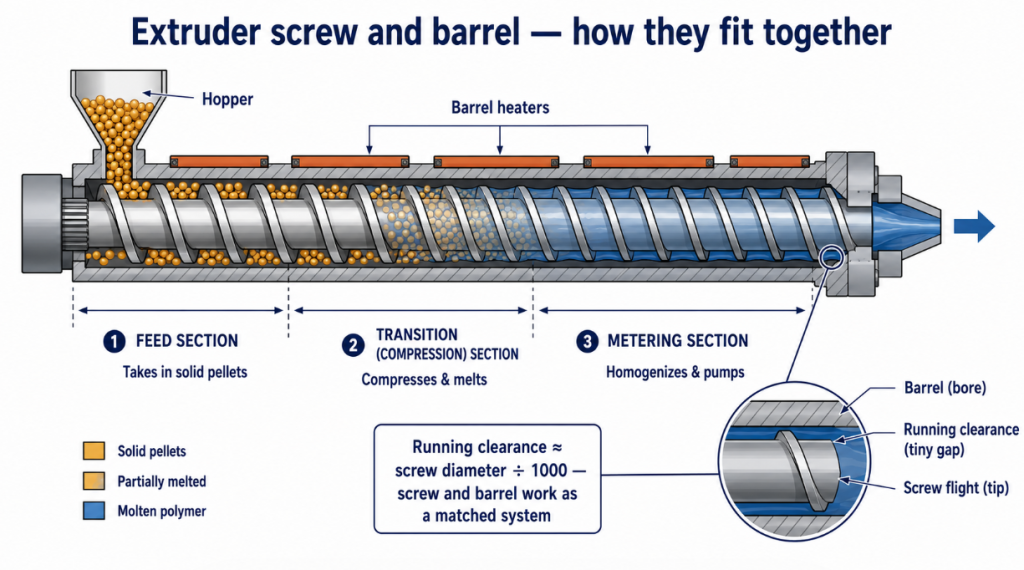
An extruder screw is a long, helically-flighted shaft that rotates inside a hardened tube — the barrel — to convey, melt, mix, and pressurize plastic. The screw’s helical flight cooperates with the barrel’s cylindrical bore to form a channel; as the screw rotates, material is dragged forward along that channel, heated by the barrel’s external heaters and by the shear of the screw’s own work, until it leaves the discharge end as a uniform melt.
A conventional extruder screw has three functional sections, and almost every screw is a variation on this pattern:
- Feed section — deep channels that take in solid pellets from the hopper and convey them forward.
- Transition (compression) section — the channel grows shallower, compressing the material against the hot barrel wall, where most of the melting happens.
- Metering section — shallow channels that complete melting, homogenize, and pump the melt at stable pressure to the die.
The barrel is more than a passive tube: its bore is precision-matched to the screw, its wall carries the heating and cooling that control the process, and its inner surface takes the same wear and corrosion attack the screw does.
The clearance that makes them a system. The running clearance between the screw flight and the barrel bore is remarkably small — as a guideline, about the nominal screw diameter divided by 1,000, per side (Plastics Technology: screw and barrel wear). For a 90mm screw, that is well under a tenth of a millimeter. This tiny gap is what makes the pumping work: tight enough that melt cannot leak backward over the flights, just loose enough that the parts never touch. Everything about extruder screw and barrel performance lives in this clearance — which is why screw and barrel work as a matched system, why both parts are measured against it when assessing wear, and why a worn barrel can defeat a brand-new screw: put a perfect screw into an oversized bore and the leakage path is still there.
2. How Extruder Screws and Barrels Work: Plasticating in Brief
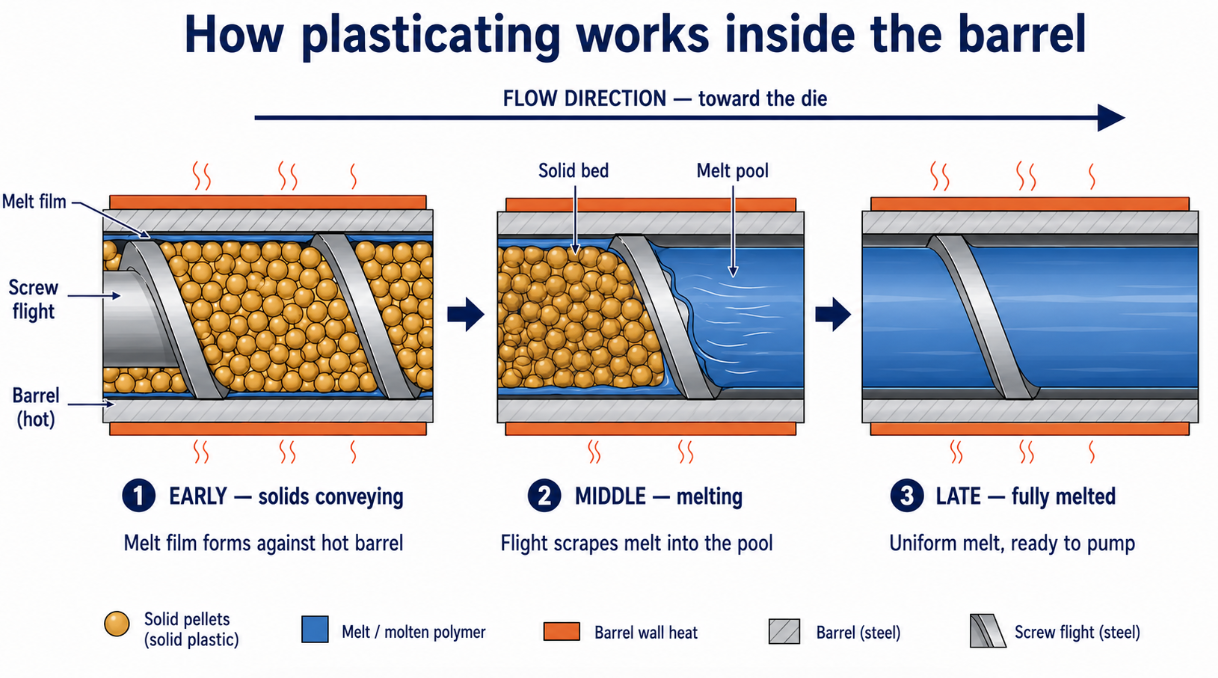
The job of the screw and barrel together is plasticating — turning solid plastic into a uniform, pumpable melt. Understanding the basics helps every later decision make sense.
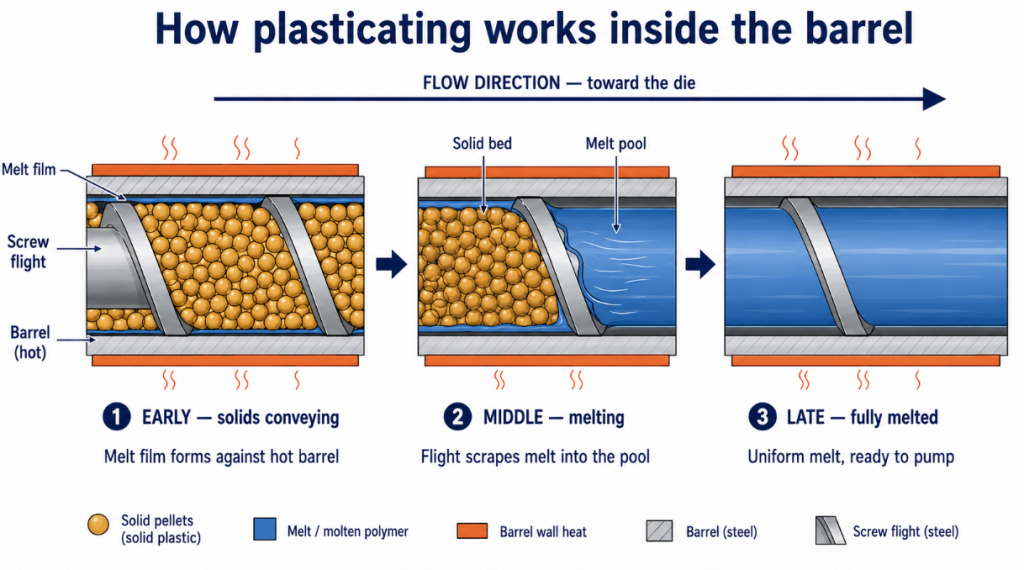
As pellets are conveyed forward from the feed throat, they pick up heat from the barrel wall. A thin film of melt forms against the barrel, and the rotating flight continuously scrapes this film off and collects it into a growing melt pool, while the remaining solids are pressed against the hot barrel as a compacted “solid bed.” Melting proceeds along the transition section until the solid bed is consumed; the metering section then homogenizes the melt and builds the steady pressure that pushes it through the die (Plastics Technology: polymer melting fundamentals).
Two practical truths follow from this mechanism:
The screw’s geometry controls everything. Channel depths, compression ratio, flight pitch, and length determine how fast the material melts, how much shear heat it absorbs, and how stable the output is. This is why the same-diameter screw is built differently for PVC than for PET — the geometry is matched to the material’s melting behavior.
Most problems are melting problems. Unmelted particles, degraded streaks, surging output, and many quality defects trace back to how the solid bed melted (or didn’t). When we troubleshoot a customer’s line, we are usually reading the melting process backward from the symptoms.
3. Types of Extruder Screws and Barrels
Extruder screws and barrels come in several fundamental configurations, and choosing the right one is the first selection decision.
Single screw vs twin screw. A single-screw extruder uses one screw — simple, economical, and the workhorse for most straightforward extrusion (pipe, profile, film, sheet from ready compounds). A twin-screw extruder uses two intermeshing screws and excels where single screws struggle: compounding, mixing, venting, and handling difficult feeds. The choice is foundational — see our single-screw vs twin-screw comparison.
Co-rotating vs counter-rotating (twin screws). Co-rotating twins (both screws turning the same way) run fast with intensive mixing — the standard for compounding and masterbatch. Counter-rotating twins (turning opposite ways) convey positively with low shear — the standard for rigid PVC profile and pipe. The full logic is in our co-rotating vs counter-rotating guide.
Parallel vs conical (twin screws). Conical twins, with their large feed-end diameter tapering toward the die, excel at taking in low-bulk-density feeds gently — common for PVC and wood-plastic composite. See conical vs parallel twin-screw extruders.
Screw design types. Within single screws, the conventional three-section screw is the baseline; barrier screws add a secondary flight that separates melt from solids for more complete melting; mixing screws add dispersive or distributive mixing sections. Our extruder screw types guide covers when each earns its place, and our twin screw elements guide covers the modular element systems of twin screws.
| Configuration | Strength | Typical use |
|---|---|---|
| Single screw, conventional | Simple, economical | General extrusion of ready compounds |
| Single screw, barrier + mixing | Complete melting, uniformity | Film, demanding melt quality |
| Twin co-rotating | Intensive mixing, modular | Compounding, masterbatch |
| Twin counter-rotating | Gentle, positive conveying | Rigid PVC, profiles |
| Conical counter-rotating | Good intake, low shear | PVC pipe/profile, WPC |
4. Extruder Screw and Barrel Materials and Coatings
The screw and barrel live in a hostile environment — abrasive fillers grinding the surfaces, corrosive gases attacking the steel, all at high temperature. Material and surface treatment decide how long they last.
Base steels. The most common screw steel is nitriding steel 38CrMoAlA (and equivalents), chosen for its hardenable surface and good core strength. Tool steels and special alloys serve more demanding duty. Barrels are typically forged alloy steel, bored and surface-treated. Our 38CrMoAlA vs bimetallic vs tool steel comparison covers the trade-offs.
Surface treatments and coatings. The decisive question is whether your enemy is corrosion (chemical attack — PVC’s hydrochloric acid, fluoropolymers), abrasion (mechanical grinding — glass fiber, calcium carbonate), or both:
- Nitriding — the economical baseline for general-purpose, non-aggressive duty.
- Hard chrome plating — corrosion protection for resins like PVC.
- Bimetallic barrels — a thick wear- and corrosion-resistant alloy liner cast into the bore; the standard for abrasive and long-life duty.
- Hardfacing and tungsten carbide — maximum wear resistance on screw flights for glass-filled and highly-filled materials.
Matching the treatment to the actual threat — rather than defaulting to the cheapest or the most expensive — is one of the highest-value decisions in specifying extruder screws and barrels. The full decision logic is in our coating and surface treatment guide.
5. Choosing Extruder Screws and Barrels by Material and Application
The single biggest principle in selecting extruder screws and barrels: the plastic you process drives the design. Each material family poses a different challenge, and the screw must be built for it.

| Material | The challenge | What the screw/barrel needs | Deep guide |
|---|---|---|---|
| PVC | Heat-sensitive + corrosive (HCl) | Low shear, corrosion resistance, often counter-rotating | PVC screw & barrel guide |
| PE / PP | Forgiving, general-purpose | Sound conventional or barrier design | PE & PP screw guide |
| PET | Hygroscopic, hydrolysis-prone | Drying + vented screw, gentle melting | PET screw selection guide |
| Recycled plastics | Contamination, moisture, variability | Wear resistance, venting, robust design | Recycled plastic screw guide |
| Engineering plastics (PC/PA/ABS) | High temp, hydrolysis, glass fiber | Long L/D, venting, wear resistance | Engineering plastics screw guide |
| Compounding / masterbatch | Dispersion, high filler, venting | Co-rotating twin, configured elements, side feed | Compounding & masterbatch guide |
| WPC (wood-plastic) | Extreme abrasion + heat-sensitive wood + moisture | Maximum wear resistance, low shear, venting | WPC screw guide |
| Blown film (LDPE/LLDPE/HDPE) | Gel-free melt uniformity | Barrier + mixing, long L/D | Blown film screw guide |
Two cross-cutting parameters complete the selection:
L/D ratio — the screw’s length relative to its diameter — sets how much work the screw can do: melting capacity, room for venting, mixing length. Typical values run from ~25:1 for simple extrusion to 36–48:1 for compounding. Our L/D ratio guide explains how to choose.
Compression ratio — how much the channel volume shrinks from feed to metering — is matched to the material’s melting behavior: gentle for heat-sensitive PVC, firmer for stubborn polyolefins.
6. Wear, Maintenance, and Service Life of Extruder Screws and Barrels
Extruder screws and barrels are wear parts — precision wear parts. Understanding how they wear, and catching it early, protects both output and quality.
How they wear. Abrasive fillers grind the flight tips and bore; corrosive gases pit the surfaces; metal-to-metal contact from misalignment accelerates both. As the flight clearance opens up beyond its as-new value (roughly screw diameter ÷ 1000), melt leaks back over the flights — output drops, melt temperature rises, and quality declines (Plastics Technology: troubleshooting screw and barrel wear). Wear is gradual and easy to miss until it is expensive.
The maintenance essentials, each covered in a dedicated guide:
- Measure wear on schedule — pull and inspect the screw at least annually, measuring flight OD and straightness: screw and barrel wear analysis.
- Remove the screw correctly — pull it hot, push from the shank end, never force or torch it: how to remove an extruder screw from the barrel.
- Clean without damage — brass tools and proper technique, never steel scrapers or torches: screw cleaning playbook and safe barrel cleaning.
- Repair or replace at the right time — worn screws can often be rebuilt and re-hardfaced; worn barrels relined: screw repair guide, barrel relining and replacement signs, and when to replace your screw.
- Troubleshoot from symptoms — output drops, surging, and quality faults each point somewhere specific: plastic extruder troubleshooting and output drop diagnostics.
The economics are simple: a screw and barrel caught at “worn” can often be rebuilt; one run to “destroyed” is a replacement plus the production lost along the way.
7. Buying Extruder Screws and Barrels: Sourcing and Specification
Because extruder screws and barrels are custom-engineered parts whose quality is largely invisible (the steel grade, the heat treatment, the coating — none can be judged from a photo), buying them well is a discipline of its own.
Choose the supplier carefully. The fundamental split is between real factories and trading companies reselling unknown workshops — and between factories that document their materials and processes versus those that do not. Our insider’s guide on how to audit an extruder screw supplier shows you how to tell the difference, verify materials and certificates, and run a video or on-site audit. For the broader landscape, see our sourcing guide and how to choose a supplier in China.
Specify the order completely. An accurate quote needs the processed material (and filler), the screw dimensions or L/D, single or twin, the machine model — or better, a reference object: the old screw, an OEM drawing, or the machine model. Our custom screw RFQ guide gives the complete checklist of what to send for a fast, accurate quote.
Judge on cost per operating hour, not price. The cheapest screw that wears out in months is more expensive than the properly-specified one that runs for years. Material, coating, and build quality show up in service life — which is where the real cost of extruder screws and barrels lives.
8. Frequently Asked Questions About Extruder Screws and Barrels
What do the extruder screw and barrel actually do?
Together they convert solid plastic pellets into a uniform, pressurized melt: the rotating screw conveys material along the heated barrel, melting it against the barrel wall, mixing it, and pumping it to the die. Every aspect of output rate and melt quality depends on this pair.
How long do extruder screws and barrels last?
It depends on the material processed and the build. Unfilled polymers on properly-specified parts can run for years; highly abrasive materials (glass fiber, high filler, WPC) wear standard parts in a fraction of that time unless wear-resistant construction (bimetallic, hardfacing) is specified. Annual inspection with wear measurement tells you where you stand.
Can I replace just the screw, or do I need the barrel too?
They wear as a pair. If the barrel is still within spec, a new screw alone restores performance. If the barrel is also worn, a new screw in a worn barrel will not restore the clearance — and you will be disappointed. Measure both before deciding; when in doubt on a high-hour machine, a matched set avoids the mismatch.
What is the difference between a single-screw and twin-screw extruder?
A single screw is simple and economical, ideal for straightforward extrusion of ready compounds. Twin screws (two intermeshing screws) provide far better mixing, venting, and feeding of difficult materials — the standard for compounding, masterbatch, and rigid PVC. The right choice depends on what you process and what the line must do.
Why does my extruder screw wear out so fast?
Usually the wear protection was not matched to the material. Abrasive fillers — glass fiber, calcium carbonate, wood flour — grind standard nitrided parts quickly; they need hardfacing, carbide, or bimetallic construction. Corrosive resins pit unprotected steel. Match the surface treatment to the actual threat and service life multiplies.
What information do I need to order a replacement screw or barrel?
The processed material (and any filler), the screw diameter and length (or L/D), single or twin screw, and the machine make/model — or best of all, the old screw as a sample or the OEM drawing. With those, a competent factory can quote accurately and build a correct replacement.
Are all extruder screws and barrels basically the same?
No — and treating them as generic is the most expensive mistake buyers make. The same-diameter screw is built differently for PVC, PET, or glass-filled nylon: different geometry, steel, coating, and configuration. A screw matched to your material and product outperforms a generic one in output, quality, and service life.
Extruder Screws and Barrels: Final Word
Extruder screws and barrels are the heart of the extrusion process — precision-engineered, application-specific components that determine your output, your quality, and a large share of your operating cost. The recurring theme across everything in this guide is matching: the screw type to the process, the geometry to the material, the surface treatment to the threat, the maintenance to the wear, and the supplier to the stakes. Get the matching right and the plasticating unit disappears into reliable production; get it wrong and it announces itself in wear, defects, and downtime.
Use this page as your map: each section above links to our in-depth guide on that topic, built from our experience manufacturing these components every day.
At BLOOM, we manufacture extruder screws, barrels, twin-screw elements, and conical screws — matched to your material, machine, and application, with material certificates and inspection reports. Whether you are specifying a new line, replacing worn parts, or troubleshooting a problem, contact our engineering team on WhatsApp — tell us your material, machine, and what you need, and we will help you get the right extruder screw and barrel.for the screw’s weight (especially long screws). For cleaning: brass tools, a brass wire brush, and copper gauze — never steel tools, which damage the surfaces.
Can I damage the screw or barrel during removal?
Yes, easily — improper removal is a common cause of damage. The main culprits are excessive/impact force, steel pry bars and scrapers that scratch the surfaces, and torches that ruin the screw’s metallurgy. Steady hydraulic pressure, even barrel heat, brass tools, and patience protect both parts.
Removing an Extruder Screw: Final Word
Removing an extruder screw from the barrel is a precision-part operation disguised as a brute-force one. The screw and barrel are worth far more than the hour you might save by forcing things, and almost all removal damage comes from impatience: cooling down first, prying with steel, torching the screw, or pushing with a jack when something is wrong. The correct approach is the opposite — purge, keep it hot, push steadily, heat evenly when stuck, use brass not steel, and stop and investigate rather than force.
Done right, pulling the screw is also your best diagnostic moment: it is when you measure wear, inspect the coating, clean properly, and decide whether the screw and barrel have life left or need attention. A screw pulled on schedule, the right way, protects both the parts and the people doing the work.
At BLOOM, we manufacture extruder screws and barrels, and we help customers with removal, inspection, repair, and replacement decisions. If you have a screw stuck in a barrel, are unsure whether a worn screw is still serviceable after pulling it, or need a replacement screw or barrel, contact our engineering team on WhatsApp — tell us your machine, the material, and what you are seeing, and we will help. For what to do with the screw once it is out, see our screw and barrel wear analysis, screw cleaning playbook, and screw repair guide.




