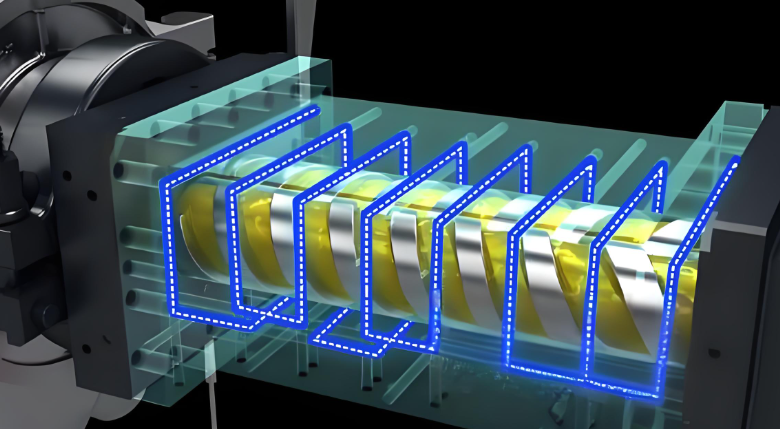
The screw and barrel assembly represents the “heart” of any extruder. These precision components work under extreme conditions:
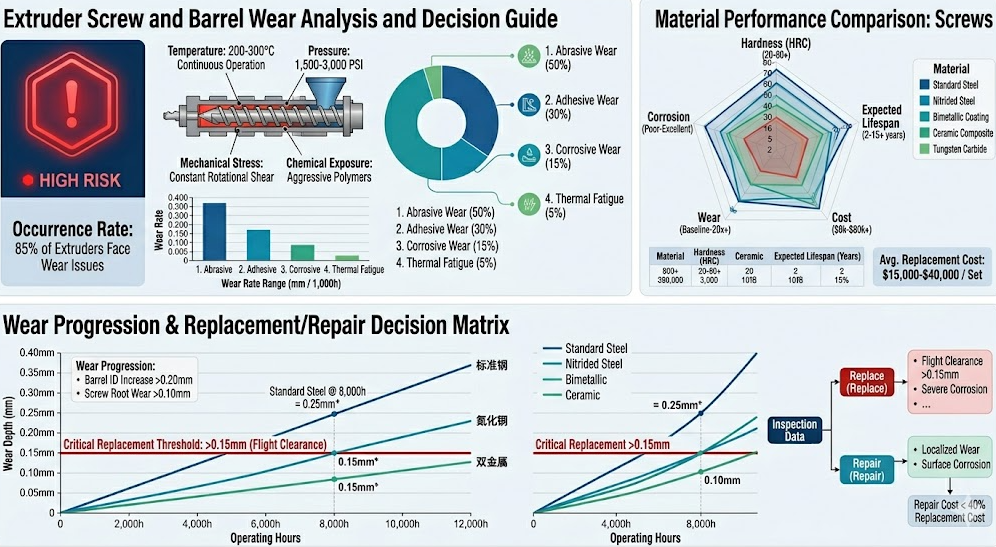
- Temperature: 200-300°C continuous operation
- Pressure: 1,500-3,000 PSI
- Mechanical stress: Constant rotational shear forces
- Chemical exposure: Aggressive polymers and additives
Occurrence Rate: 85% of extruders experience screw/barrel wear issues
Risk Level: 🔴 HIGH RISK
Average Replacement Cost: $15,000-40,000 per set
Understanding Wear Mechanisms
1. Abrasive Wear (50% of wear cases)
Caused by hard particles in the plastic material:
- Glass fiber reinforcement (10-40% loading)
- Mineral fillers (calcium carbonate, talc)
- Recycled plastic contamination
- Metallic particles from upstream equipment
Wear Rate: 0.05-0.15mm per 1,000 operating hours
2. Adhesive Wear (30% of wear cases)
Material sticks to screw/barrel surfaces:
- Polymer degradation creates sticky residue
- Thermal cycling causes material bonding
- Inadequate material flow leads to localized heating
- Difficult to remove without disassembly
Wear Rate: 0.02-0.08mm per 1,000 operating hours
3. Corrosive Wear (15% of wear cases)
Chemical degradation of metal surfaces:
- Halogenated polymers (PVC, PVDC) release corrosive gases
- Additives (flame retardants, stabilizers) accelerate corrosion
- Moisture in material promotes oxidation
- Temperature cycling accelerates chemical reactions
Wear Rate: 0.01-0.05mm per 1,000 operating hours
4. Thermal Fatigue (5% of wear cases)
Repeated heating and cooling cycles:
- Surface micro-cracking develops
- Material spalls off in small pieces
- Stress concentration at component edges
- Cumulative damage over time
Wear Rate: 0.005-0.02mm per 1,000 operating hours
Screw and Barrel Material Comparison
| Material Type | Hardness (HRC) | Wear Resistance | Corrosion Resistance | Cost | Lifespan |
| Standard Steel | 35-40 | Baseline | Poor | $8,000-12,000 | 2-3 years |
| Nitrided Steel | 50-55 | 3x better | Fair | $12,000-18,000 | 4-5 years |
| Bimetallic Coating | 55-62 | 5x better | Good | $18,000-28,000 | 6-8 years |
| Ceramic Composite | 65-72 | 8x better | Excellent | $35,000-50,000 | 10-12 years |
| Tungsten Carbide | 70+ | 10x better | Excellent | $50,000-80,000 | 12-15 years |
Wear Detection and Measurement
Visual Inspection Checklist
- ☐Surface scratches or gouges visible
- ☐Shiny spots indicating material adhesion
- ☐Discoloration suggesting corrosion
- ☐Chips or spalling at edges
- ☐Uneven wear patterns
Quantitative Measurement
Recommended Tools:
- Precision calipers (±0.01mm accuracy)
- Depth gauge for groove wear
- Ultrasonic thickness measurement
- Laser scanning for 3D profile
Measurement Points:
- Screw root diameter (compression zone)
- Barrel inner diameter (at feed, transition, metering zones)
- Flight clearance (screw to barrel gap)
- Groove depth (if applicable)
Critical Thresholds:
- Flight clearance >0.15mm = Replace screw
- Barrel diameter increase >0.20mm = Reline barrel
- Screw root wear >0.10mm = Replace screw
- Uneven wear pattern >0.05mm variance = Investigate cause
Proven Solutions to Extend Component Life
Solution 1: Upgrade to Bimetallic Screw and Barrel
Investment: $18,000-28,000
Implementation Time: 1-2 days
Expected Lifespan Extension: 2-3x longer
How Bimetallic Technology Works:
- Base layer: Tough steel core for structural strength
- Overlay layer: Hard wear-resistant material (typically tungsten carbide or ceramic)
- Bond: Metallurgical fusion for permanent adhesion
- Result: Superior wear resistance with maintained toughness
Performance Comparison:
- Standard steel: 2,000-3,000 operating hours before wear concerns
- Bimetallic: 6,000-8,000 operating hours
- Ceramic composite: 10,000-12,000 operating hours
For how long a bimetallic barrel lasts and what drives its life, see how long does a bimetallic barrel last.
Solution 2: Implement Material Filtration System
Investment: $5,000-8,000
Implementation Time: 1 day
Wear Reduction: 40-60%
Filtration Components:
- Magnetic separator – Removes ferrous metal particles
- Screen filter – Removes large contaminants (>100 microns)
- Melt filter – Removes fine particles (>40 microns)
- Vacuum degassing – Removes moisture and volatile compounds
Installation Location: Between hopper and extruder inlet
Maintenance Requirements:
- Clean magnetic separator: Weekly
- Replace screen filter: Every 500 operating hours
- Replace melt filter: Every 1,000 operating hours
- Check vacuum system: Monthly
Solution 3: Optimize Screw Design for Material Type
Investment: $12,000-18,000 for new screw
Implementation Time: 2-3 days
Wear Reduction: 25-35%
Design Considerations:
| Material Type | Recommended Compression Ratio | Flight Depth | Pitch | Wear Mitigation |
| Unfilled PE/PP | 3:1 | Standard | Standard | Standard steel OK |
| Glass-filled PA | 2.5:1 | Shallow | Tight | Bimetallic required |
| Mineral-filled PP | 2.5:1 | Shallow | Tight | Bimetallic required |
| Recycled plastic | 2:1 | Very shallow | Very tight | Ceramic coating |
| PVC | 2:1 | Shallow | Tight | Nitrided or bimetallic |
Solution 4: Establish Preventive Maintenance Schedule
Monthly Tasks (2 hours):
- Visual inspection of screw/barrel
- Check for unusual noise or vibration
- Monitor motor current draw
- Record operating hours
Quarterly Tasks (4 hours):
- Measure flight clearance
- Inspect for adhesive material buildup
- Clean cooling system
- Check heater element performance
Semi-Annual Tasks (8 hours):
- Detailed wear measurement
- Thermal imaging to detect hot spots
- Pressure profile analysis
- Material flow optimization
Annual Tasks (16 hours):
- Complete disassembly and inspection
- Professional cleaning and restoration
- Replacement of wear components
- Performance baseline testing
Real-World Case Study
Company: Automotive Component Manufacturer
Material: Glass-filled Nylon (30% glass content)
Problem: Screw wear causing 8% product rejection, frequent replacements
Previous Solution: Standard steel screws, replaced every 2 years
New Solution: Bimetallic screw + filtration system + optimized design
For the specific clearance limits by screw size and when to rebuild versus replace, see how much extruder screw wear is acceptable.
PET contamination is a major wear driver — PET screw selection guide.
Results:
- Screw lifespan: 2 years → 6 years
- Product rejection: 8% → 1.5%
- Maintenance downtime: -65%
- Cost per operating hour: -58%
- ROI: 18 months
Wear Progression Timeline
| Operating Hours | Standard Steel | Nitrided Steel | Bimetallic | Ceramic |
| 1,000 | Minimal wear | Minimal wear | No visible wear | No visible wear |
| 2,000 | 0.05mm wear | 0.02mm wear | 0.01mm wear | <0.005mm wear |
| 4,000 | 0.12mm wear | 0.04mm wear | 0.02mm wear | 0.01mm wear |
| 6,000 | 0.18mm wear | 0.07mm wear | 0.03mm wear | 0.015mm wear |
| 8,000 | 0.25mm wear* | 0.10mm wear | 0.04mm wear | 0.02mm wear |
| 10,000 | Replace needed* | 0.13mm wear | 0.05mm wear | 0.025mm wear |
*Exceeds acceptable threshold
Key Performance Indicators to Monitor
| KPI | Measurement Method | Normal Range | Action Required |
| Flight Clearance | Precision calipers | 0.05-0.10mm | >0.15mm = Replace |
| Barrel ID Increase | Ultrasonic gauge | <0.05mm/year | >0.10mm/year = Reline |
| Motor Current | Ammeter | Baseline ±5% | >Baseline +15% = Investigate |
| Pressure Profile | Pressure transducers | Stable curve | Erratic = Wear issue |
| Product Quality | Statistical analysis | <2% defects | >5% defects = Investigate |
When to Replace vs. Repair
Replace if:
- Flight clearance exceeds 0.15mm
- Screw root diameter worn >0.10mm
- Barrel inner diameter increased >0.20mm
- Corrosion damage is extensive
- Thermal fatigue cracking observed
- Cost of repair exceeds 40% of replacement
Repair/Reline if:
- Barrel wear is localized to one zone
- Screw has minor adhesive buildup
- Surface corrosion is superficial
- Cost of repair is <40% of replacement
- Component still meets functional requirements
Cost-Benefit Analysis: Upgrade Decision
| Scenario | Annual Operating Hours | Material Type | Recommendation |
| 1,000 hrs/year, unfilled plastic | 1,000 | PE/PP | Standard steel |
| 2,000 hrs/year, unfilled plastic | 2,000 | PE/PP | Nitrided steel |
| 3,000 hrs/year, glass-filled | 3,000 | PA/PBT | Bimetallic |
| 4,000+ hrs/year, mineral-filled | 4,000+ | PP/PE | Bimetallic or ceramic |
| Continuous, recycled plastic | 8,000+ | Mixed | Ceramic composite |
- Wear is inevitable but manageable – Proper material selection and maintenance extend component life 3-5x
- Filtration is cost-effective – $5,000 investment reduces wear by 40-60%
- Monitor continuously – Track wear metrics to predict replacement needs
- Upgrade strategically – Bimetallic components pay for themselves through reduced downtime
- Preventive maintenance saves money – Regular inspection costs 70% less than emergency replacement




