PVC is one of the most punishing polymers a screw and barrel will ever see. As a factory that machines and casts extruder screws and barrels every day, we have lost count of how many worn parts have come back to us from PVC lines — pitted bores, thinned flights, scorched metering sections. Almost every one of them traces back to a decision made before the part was ever cut: the wrong coating, the wrong compression ratio, or a barrel with no bimetallic liner at all.
This guide is written for buyers and process engineers who run PVC. We will walk through why PVC destroys an ordinary extruder screw and barrel, how to choose the right base material and coating, how compression ratio changes the result, and where the real cost lives. Along the way we share what our own customers — many of them cable jacket and soft PVC processors — get wrong, and what we build to keep their lines running.
Why PVC Is So Hard on an Extruder Screw and Barrel
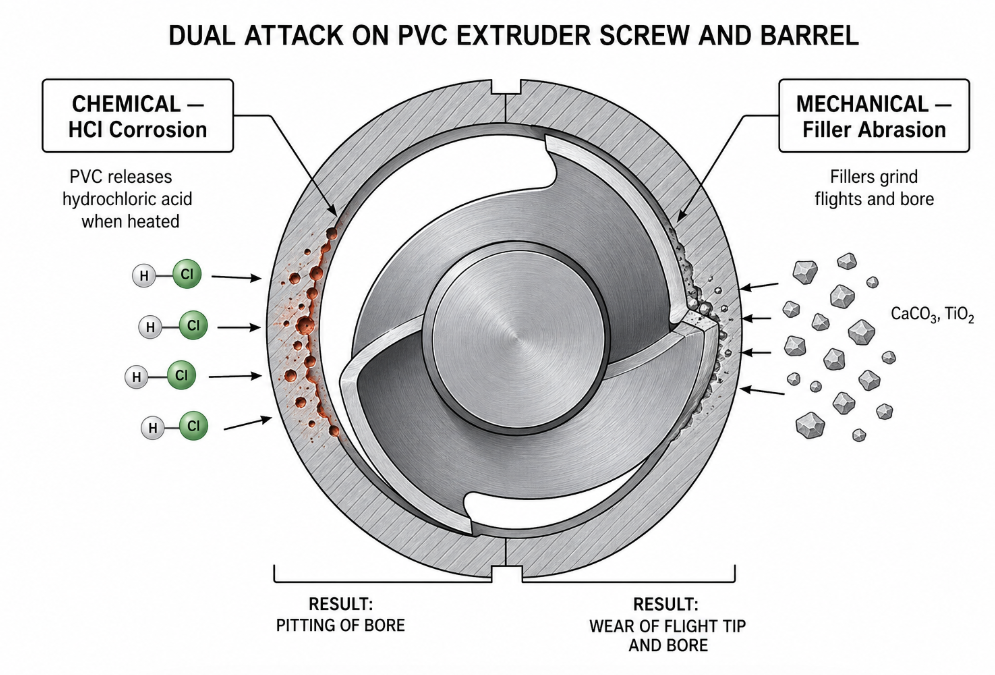
The single fact that governs every PVC extruder screw and barrel decision is this: PVC releases hydrochloric acid (HCl) when it is heated. PVC has a narrow processing window, and as the melt approaches degradation it begins to split off chlorine, which combines with moisture to form HCl. That acid attacks steel directly, etching the surface and starting the pitting corrosion that eventually ruins a barrel bore.
On top of the chemistry, PVC compounds are rarely pure. Rigid PVC carries calcium carbonate, titanium dioxide, and stabilizers; these fillers are abrasive and grind away at the flight tips and barrel wall mechanically. So a PVC extruder screw and barrel faces two attacks at once — chemical corrosion from HCl and mechanical abrasion from fillers. A part that survives one but not the other will still fail.
That dual attack is exactly why a PVC extruder screw and barrel can never be specified the same way as one for polyethylene. PE is chemically gentle and thermally forgiving; you can run a standard nitrided screw for years (the contrast is covered in our guide on choosing extruder screws for PE and PP). Switch that same part to PVC and you may see corrosion pitting within months. Understanding this difference is the foundation of every choice that follows.
What an Extruder Screw and Barrel for PVC Must Resist
Before choosing a material, it helps to list precisely what a PVC extruder screw and barrel is up against. We summarize the four demands below, because every coating and geometry choice is a trade-off between them.
| Demand on the PVC extruder screw and barrel | Cause in PVC processing | Consequence if ignored |
|---|---|---|
| Corrosion resistance | HCl released as PVC nears degradation | Pitting on bore and flights, contaminated product |
| Abrasion resistance | CaCO₃, TiO₂ and other fillers | Thinning flights, growing bore clearance, surging |
| Tight temperature control | Narrow processing window | Scorch, black specks, degradation at the die |
| Low-shear, gentle conveying | Heat sensitivity of PVC melt | Localized overheating and burning |
The takeaway is that an extruder screw and barrel for PVC must be corrosion-resistant and abrasion-resistant and run cool. No single base steel does all three well, which is why coatings and bimetallic liners exist. Industry guidance from PVC machinery specialists confirms the same priority list: corrosion resistance, abrasion resistance, precise temperature control, and degassing to remove HCl vapor (you can read one supplier’s summary at Viplas). The trade publication Plastics Technology covers the same corrosion-versus-abrasion trade-off in depth in its guide to speccing screws and barrels for corrosive materials.
Base Material: Choosing the Right Steel for a PVC Extruder Screw and Barrel
The base steel of a PVC extruder screw and barrel carries the load and gives the part its core toughness; the surface treatment does the corrosion and wear fighting. For most single-screw PVC lines, the workhorse base material for the screw is 38CrMoAlA, a chromium-molybdenum-aluminum nitriding steel.
We choose 38CrMoAlA for a PVC extruder screw and barrel because its aluminum content lets it form an exceptionally hard nitride layer during nitriding. After gas nitriding, the surface of 38CrMoAlA can reach roughly 850–1100 HV and hold that hardness even at elevated temperature, while the core stays tough — a combination that few steels match. Peer-reviewed work on pressurized gas nitriding of 38CrMoAlA documents how nitriding pressure controls the depth and hardness of that layer (ScienceDirect), and separate research on nitrogen-implanted 38CrMoAl shows surface hardness rising sharply with treatment (ScienceDirect).
For the barrel of a PVC extruder screw and barrel, the base body is typically a forged alloy steel such as 4140 (42CrMo) that is bored, with the working surface handled by either nitriding or, for tougher duty, a bimetallic liner cast inside. The base material decision for a PVC extruder screw and barrel comes down to how aggressive the compound is, as the next comparison shows. For a full side-by-side of the candidate steels, see our extruder screw material comparison: 38CrMoAlA vs bimetallic vs tool steel, and for the design detail behind 38CrMoAlA specifically, our 38CrMoAlA extruder screw design guide.
| Component of the PVC extruder screw and barrel | Common base material | Best surface route for PVC |
|---|---|---|
| Screw (general rigid/soft PVC) | 38CrMoAlA | Nitriding + hard chrome plating |
| Screw (highly filled / abrasive PVC) | 38CrMoAlA or tool-steel body | Tungsten carbide overlay on flights |
| Barrel (standard PVC) | 42CrMo nitrided | Nitrided bore |
| Barrel (abrasive / corrosive PVC) | 42CrMo body | Bimetallic Ni-based or WC liner |
In practice, we spec the screw base as 38CrMoAlA for the vast majority of PVC extruder screw and barrel orders, then change only the surface treatment to match the compound. That keeps the part tough at the core while the surface does the real work against HCl and fillers.
Coatings for a PVC Extruder Screw and Barrel: Chrome vs Nitriding vs Tungsten Carbide
This is where most PVC buyers go wrong. In our own order history, choosing the wrong coating — picking chrome where carbide was needed, or carbide where chrome would have done the job — is the single most common selection mistake on a PVC extruder screw and barrel. Each coating solves a different problem, and PVC needs the corrosion side handled first.
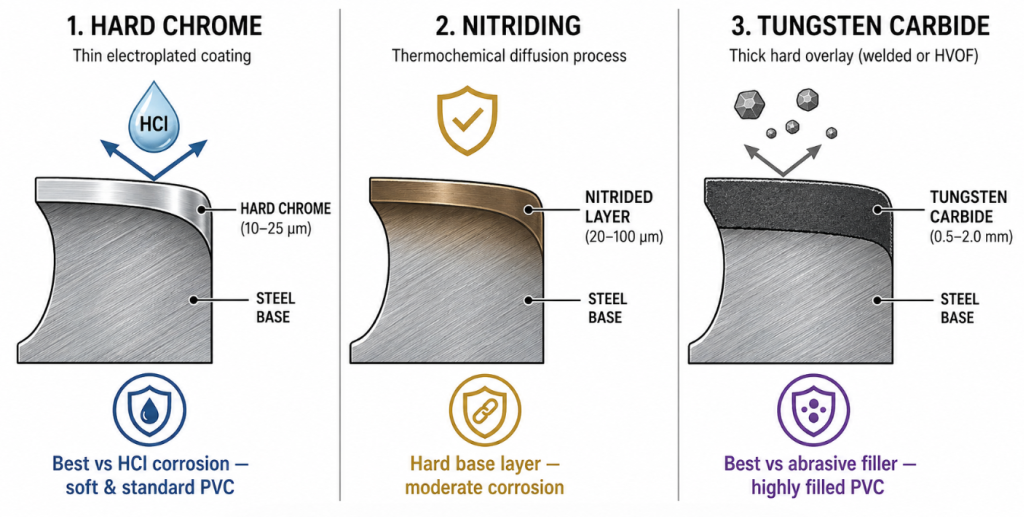
Hard chrome plating is the classic PVC surface for the screw. Chrome is highly resistant to the HCl corrosion that defines PVC, and it gives a smooth, low-friction surface that helps the heat-sensitive melt slide without sticking. For standard and soft PVC — cable jacketing, flexible films, footwear compound — a nitrided 38CrMoAlA screw with hard chrome plating is our default recommendation, and it is what cable processors order most.
Nitriding gives excellent surface hardness and good wear resistance, and the nitrided layer itself offers reasonable chemical stability. But nitriding alone is weaker against concentrated HCl pitting than chrome. We use nitriding as the foundation on the screw and the bore, then add chrome on top of the screw for PVC’s corrosive side.
Tungsten carbide overlay is the abrasion specialist. When PVC is heavily filled — high CaCO₃ loading, mineral-filled rigid compound — the mechanical wear outpaces the corrosion, and a carbide overlay on the flight lands dramatically extends life. The mistake we see is using carbide as a default “best” option when the real enemy was corrosion, not abrasion; carbide does not protect the corrosion-prone root and channel the way chrome does. We cover the abrasion side in more depth in our guide on increasing the wear resistance of PVC extruder screws.For the full comparison of nitriding, chrome, bimetallic, and carbide — and how to choose between them — see our extruder screw coating and surface treatment guide.
| Coating for PVC extruder screw and barrel | Strongest against | Weakest against | Best PVC use case |
|---|---|---|---|
| Hard chrome plating | HCl corrosion, sticking | Heavy abrasive filler | Soft PVC, cable jacket, film, standard rigid |
| Nitriding | General wear, fatigue | Concentrated HCl pitting | Base layer; mildly corrosive PVC |
| Tungsten carbide overlay | Abrasive filler wear | (corrosion if used alone on root) | Highly filled rigid PVC |
| Chrome over nitriding | Corrosion + moderate wear | Extreme filler loading | Most general PVC lines |
The rule we give customers is simple: start by solving corrosion for PVC, then add abrasion protection only as the filler loading demands it. A PVC extruder screw and barrel that is carbide-hard but corrosion-weak will still pit and fail.
Bimetallic Barrel for PVC: When You Actually Need One
A bimetallic barrel for PVC has a wear- and corrosion-resistant alloy layer metallurgically bonded to the inside of the barrel bore, usually by centrifugal casting. Instead of relying on the base steel’s surface, the working surface is a dedicated alloy — commonly a nickel-based or tungsten-carbide-loaded composition — chosen for exactly the HCl-plus-abrasion problem PVC creates. If you are weighing this against a nitrided bore, our comparison of bimetallic vs nitrided barrels lays out the trade-off, and for twin-screw PVC lines specifically, see how to choose a PVC twin-screw extruder barrel liner.
When does a PVC extruder screw and barrel justify the extra cost of a bimetallic barrel? Our guidance, consistent with the wider industry, is that bimetallic is the right call for CPVC, chlorinated compounds, and any PVC carrying significant abrasive filler. For clean soft PVC at modest output, a nitrided-and-chromed setup can be enough; once corrosion and abrasion both run high, the bimetallic barrel for PVC pays for itself. Bimetallic components can last several times longer than standard nitrided parts in demanding service, which is why the higher upfront price still lowers total cost of ownership.
The “skip the bimetallic barrel to save money” decision is one of the costlier mistakes we see, though buyers more often get the coating wrong than the barrel type. A barrel bore is far more expensive and disruptive to replace than a screw, so under-specifying the barrel on a corrosive PVC line tends to be the regret that comes back to us.
Compression Ratio and Screw Geometry for PVC
If material and coating are the first half of a PVC extruder screw and barrel, compression ratio is the second — and it is where we see the most damaging geometry error. PVC is heat-sensitive, and the compression ratio of the screw directly controls how much shear heat the melt absorbs. Get it wrong and no coating will save the product.
Compression ratio is the volume of one screw channel at the feed section divided by the volume at the metering section. A high compression ratio crams the melt down hard and generates a lot of shear heat — fine for PE, dangerous for PVC. PVC screws are deliberately built with moderate compression and deeper flights so the heat-sensitive melt is conveyed gently and does not scorch. A wrong compression ratio is one of the two mistakes our PVC customers most often make on a screw, and it is the usual hidden cause of black specks and burning at the die. Compression ratio is closely tied to screw type and L/D — both covered in our extruder screw types guide and our extruder screw L/D ratio guide.
The geometry also changes between rigid and soft PVC. Rigid PVC, especially on twin-screw pipe and profile lines, runs lower compression and tighter temperature control; soft and flexible PVC tolerates slightly different flight depth because it flows more easily. For cable jacket and soft PVC — a large part of what our customers run — we design the compression ratio specifically around the compound rather than reusing a generic profile. (Rigid PVC pipe and profile usually runs on counter-rotating twin screws — see our comparison of conical vs parallel twin-screw extruders for that geometry choice.)
| PVC type | Typical screw approach | Why |
|---|---|---|
| Rigid PVC (pipe, profile) | Low–moderate compression, often twin-screw | Heat sensitivity, tight tolerance |
| Soft / flexible PVC (cable, film, footwear) | Moderate compression, deeper flights | Gentle conveying, easier flow |
| Highly filled rigid PVC | Moderate compression + abrasion-resistant flights | Filler wear plus heat control |
Because of this, we treat compression ratio as a custom parameter on every PVC extruder screw and barrel rather than a catalog default — it is one of the few choices where a mismatch shows up as ruined product within hours, not months.
Common Failures We See on a PVC Extruder Screw and Barrel
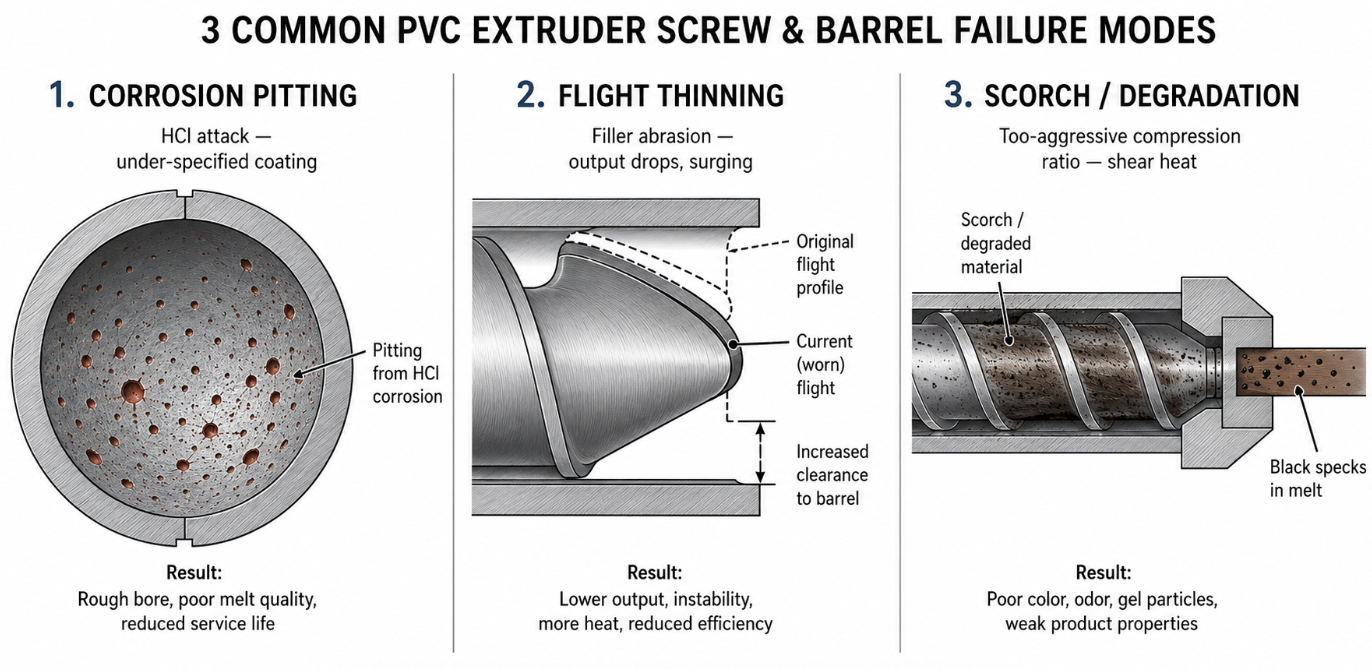
Worn parts tell the truth. When a PVC extruder screw and barrel comes back to our factory, three failure modes account for the overwhelming majority of what we inspect.
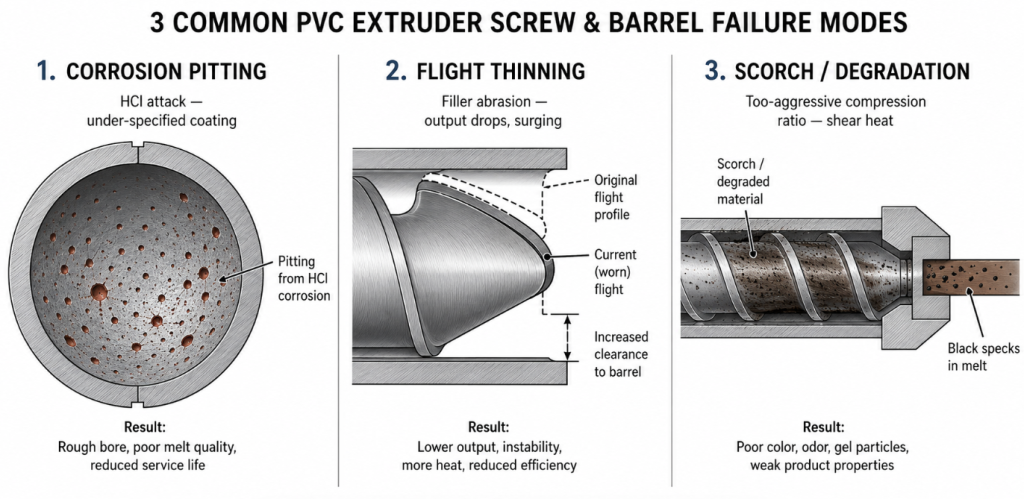
Corrosion pitting on the screw and barrel. Small craters etched into the bore and flight surfaces are the signature of HCl attack. Once pitting starts it spreads, roughens the surface, and contaminates the product. Visible pitting on a barrel bore generally means the part needs replacing before it fails catastrophically. This is the failure that under-specified coatings invite.
Flight thinning / abrasive wear. As fillers grind the flight tips, the outer diameter shrinks and the clearance to the barrel grows. Output drops, melt pressure surges, and quality wanders. As a rule of thumb, when flight OD has dropped or bore clearance has grown past a fraction of a millimeter, throughput and quality are already suffering well before the part dies outright.
Scorch and degradation at the die / metering section. Black specks, yellowing, and burnt streaks point to too much shear heat — usually a compression ratio that is too aggressive for PVC, sometimes combined with stagnant zones where melt sits and degrades. This is a geometry failure, not a material one, and no coating fixes it.For diagnosing yellowing specifically — what the color tells you and where to look — see why is my PVC turning yellow in the extruder.
These three — corrosion pitting, flight thinning, and scorch at the outlet — are exactly the problems our PVC customers report most. The first two are material-and-coating problems; the third is a compression-ratio problem. A correctly specified PVC extruder screw and barrel addresses all three at once. For a deeper look at how screws and barrels wear and how to measure it, see our screw and barrel wear analysis; for diagnosing scorch, black specks, and other melt-quality faults, our plastic extruder troubleshooting guide.
Cost, Lifespan and Total Cost of Ownership
It is tempting to buy a PVC extruder screw and barrel on sticker price. The smarter view is total cost of ownership, because the cheapest part on a corrosive line is rarely the cheapest part over its life.
A nitrided-and-chromed screw with a nitrided barrel is the lower-cost entry point and is appropriate for clean, low-filler soft PVC. A bimetallic barrel for PVC plus a chromed or carbide-faced screw costs more upfront but can last several times longer on aggressive compounds, and it avoids the bigger losses — scrapped product, unplanned downtime, rising energy use as a worn screw labors. Reconditioning is also part of the math: a worn PVC screw and barrel can often be re-nitrided, re-chromed, or re-lined at a fraction of new cost, but only if it is pulled at the right wear stage rather than run to destruction.
| Configuration | Relative upfront cost | Relative lifespan on aggressive PVC | Best fit |
|---|---|---|---|
| Nitrided screw + nitrided barrel | Low | Short | Clean soft PVC, low filler |
| Nitrided + hard chrome screw, nitrided barrel | Medium | Medium | Most general PVC |
| Chromed/carbide screw + bimetallic barrel | High | Long | CPVC, filled rigid, corrosive compounds |
The cost lesson we repeat to buyers: match the PVC extruder screw and barrel to the actual compound and output, then judge it on cost per operating hour, not on the quotation alone. For the broader procurement picture — lead times, quality checks, and supplier evaluation — see our 2026 extruder screw and barrel sourcing guide.
How We Build an Extruder Screw and Barrel for PVC
Everything above is how we make decisions on the floor. For a typical PVC extruder screw and barrel order, we start the screw from a 38CrMoAlA base for its toughness and its ability to take a hard nitrided layer, then apply nitriding plus hard chrome for PVC’s corrosive side — adding tungsten carbide on the flights when the compound is heavily filled. For corrosive or abrasive PVC, we pair that screw with a bimetallic barrel cast with a corrosion- and wear-resistant alloy.
Critically, we set the compression ratio as a custom design parameter for each PVC job rather than reusing a generic profile, because PVC’s heat sensitivity makes geometry as decisive as material. Much of our PVC work goes to cable jacket and soft PVC processors, and we have export case data showing where a chromed 38CrMoAlA screw with a properly matched compression ratio extended service life on lines that were previously scorching product or pitting out within months.
If you run PVC and are deciding on materials, coating, or compression ratio for your next extruder screw and barrel, tell us your compound, filler loading, output, and what your current parts fail from — corrosion pitting, flight wear, or scorch — and we can spec the right configuration rather than a generic one. See our custom extruder screw and bimetallic barrel services, or message our engineering team on WhatsApp with your PVC details.
FAQ
What is the best screw material for PVC extrusion? For most PVC lines, a 38CrMoAlA screw that is nitrided and then hard-chrome plated is the best balance — tough core, hard nitrided layer, and chrome for HCl corrosion resistance. Add tungsten carbide on the flights when the PVC is heavily filled.
Do I need a bimetallic barrel for PVC? Not always. Clean soft PVC at modest output can run on a nitrided barrel. CPVC, chlorinated compounds, and abrasive filled PVC justify a bimetallic barrel for PVC, which lasts several times longer on those compounds and lowers total cost of ownership.
Should a PVC screw use chrome or tungsten carbide coating? Solve corrosion first. Hard chrome handles the HCl corrosion that defines PVC; tungsten carbide handles abrasive filler wear. For most PVC, chrome over nitriding is right; reserve carbide for high-filler compounds, and don’t use carbide as a default in place of corrosion protection.
Why does my PVC extruder screw and barrel keep pitting? Pitting is HCl corrosion. It usually means the surface protection is under-specified for the compound — for example a bare nitrided part on a corrosive PVC. Hard chrome plating or a bimetallic barrel for PVC addresses it.
What compression ratio should a PVC screw have? Lower than for PE. PVC is heat-sensitive, so PVC screws use moderate compression and deeper flights to avoid shear heat that scorches the melt. The exact ratio should be designed around the specific compound, which is why we treat it as a custom parameter.
Why am I getting black specks and burning at the die? That is scorch from too much shear heat, usually a compression ratio that is too aggressive for PVC, sometimes worsened by stagnant zones. It is a geometry problem, not a coating problem, so it is fixed by correct screw design.
About the Author
Kara is the CEO and Lead Technical Expert, bringing over 26 years of hands-on manufacturing experience to the plastic extrusion industry. Specializing in industrial metallurgy and polymer processing, she leads the R&D and production of high-performance extruder screws and barrels. With a deep technical focus on wear and corrosion resistance—including the optimization of 38CrMoAlA and advanced surface coatings—Kara is dedicated to helping global manufacturers solve complex extrusion challenges, reduce machine downtime, and optimize their production lines.




