When a request for a custom extruder screw arrives at our factory missing key information, we cannot quote it — we can only guess, ask a round of clarifying questions, and wait. That back-and-forth adds days to your quote and risk to your order. A complete request, by contrast, gets an accurate price fast and a screw that actually fits and performs. The difference between the two is entirely about the information you provide up front.
By the BLOOM Engineering Team
This guide, written from the factory side, tells you exactly what to include when ordering a custom extruder screw: the specifications we need to quote accurately, the information buyers most often leave out, and the single best thing you can send to make the whole process fast and precise. It pairs with our guide on how to audit an extruder screw supplier — that one helps you pick the right factory; this one helps you get an accurate quote from it.
1. Why a Detailed RFQ Gets You a Better Custom Extruder Screw
A request for quotation (RFQ) is the information package you send a supplier to get a price and lead time. In manufacturing generally, a complete RFQ includes the technical specifications, quantities, and requirements a supplier needs to bid accurately (CADDi: what an RFQ includes). For a custom extruder screw specifically, the specification detail is what determines whether you get a fast, accurate quote or a slow, hedged one.
The logic is simple from our side of the desk: an extruder screw is a custom-engineered part whose price depends on its dimensions, its material, its coating, its geometry, and your output target. Leave any of those out and we either quote conservatively (building in a margin for the unknown, which costs you) or stop and ask — which delays everything. Industry experience across custom manufacturing is consistent on this point: incomplete requests force the supplier’s engineers to guess, which inflates cost and slows the quote, while complete packages get quoted quickly.
The good news is that the information we need is finite and knowable. The rest of this guide is the complete list, why each item matters, and how to supply it most efficiently.
2. The Information Buyers Most Often Leave Out of an Extruder Screw RFQ
From the factory side, four pieces of information are missing from incomplete requests again and again. If you include only these four, you are ahead of most buyers.
The plastic material being processed. This is the most common and most important omission. Buyers ask for “a screw, 90mm” without saying whether they are running PVC, PE, PET, or a glass-filled engineering resin. But the material drives almost every design decision — compression ratio, coating, L/D — because each polymer behaves differently. Without it, we cannot recommend the right configuration. A screw for PVC and a screw for PET of the same diameter are different parts.
The screw dimensions. Buyers frequently give the diameter but omit the length and L/D ratio, or give no dimensions at all. Diameter alone does not define a screw (more on this in section 4). We need diameter, length, and ideally the L/D ratio to quote a specific part.
Single-screw or twin-screw, and the machine. Buyers often do not say whether the screw is for a single-screw or twin-screw extruder, or which machine it goes in. These are fundamentally different parts, and the machine determines the mounting dimensions. Without knowing the machine — or having a sample or drawing — we cannot ensure the screw fits.
A drawing or sample. Many requests are purely verbal descriptions with no drawing, no sample, and no machine model. For a custom part, this is the single biggest source of imprecision. A physical sample or an engineering drawing eliminates ambiguity instantly (section 7).
3. The Custom Extruder Screw RFQ Checklist
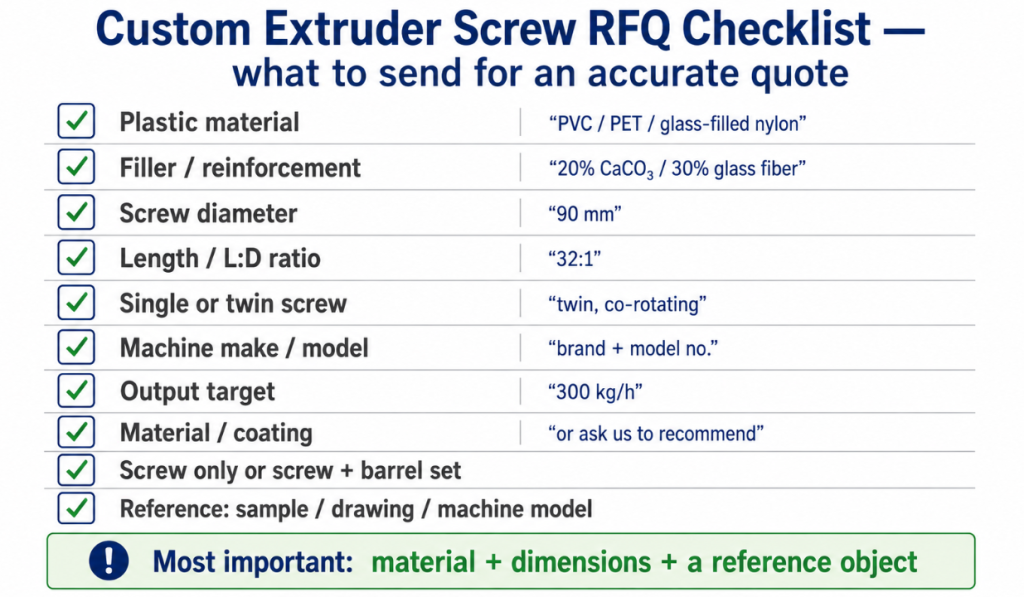
Here is the complete checklist of what to send for a custom extruder screw quote. Fill in what you can — the more complete it is, the faster and more accurate the quote. If you can provide a sample or drawing (section 7), some of these are read directly from it.
| Information needed | Example | Why it matters |
|---|---|---|
| Plastic material | Rigid PVC / PET / 30% glass-filled nylon | Drives compression ratio, coating, L/D |
| Filler / reinforcement | 20% CaCO₃ / 30% glass fiber / none | Determines wear-resistance needs |
| Screw diameter | 90 mm | Core dimension |
| Screw length / L/D | 2880 mm / 32:1 | Defines the full screw |
| Single or twin screw | Twin, co-rotating | Fundamentally different parts |
| Machine make/model | (Brand) (model number) | Sets mounting/fit dimensions |
| Output target | 300 kg/h | Influences screw sizing/design |
| Material/coating preference | Nitrided / chrome / bimetallic, or “recommend” | Affects price and performance |
| Screw only, or screw + barrel | Screw and barrel set | Defines scope of the order |
| Quantity | 2 sets | Affects pricing |
| Reference available? | Old screw sample / OEM drawing / machine model | Improves accuracy |
You do not need every line filled to start — but the material, dimensions, single/twin, and a reference (sample, drawing, or machine model) are the high-value ones. With those, we can usually quote accurately. (For a complete RFQ package on a fully engineered part, manufacturers ideally want a 3D model plus a dimensioned 2D drawing — see Fictiv on preparing an RFQ package — but for screws, a sample or OEM drawing usually serves the same purpose.)
4. Why Diameter Alone Isn’t Enough to Specify a Custom Extruder Screw
A common and understandable misconception is that the screw diameter is enough to order a custom screw. It is not — diameter is one of many parameters, and quoting from diameter alone would mean guessing at everything else.
A complete extruder screw specification includes:
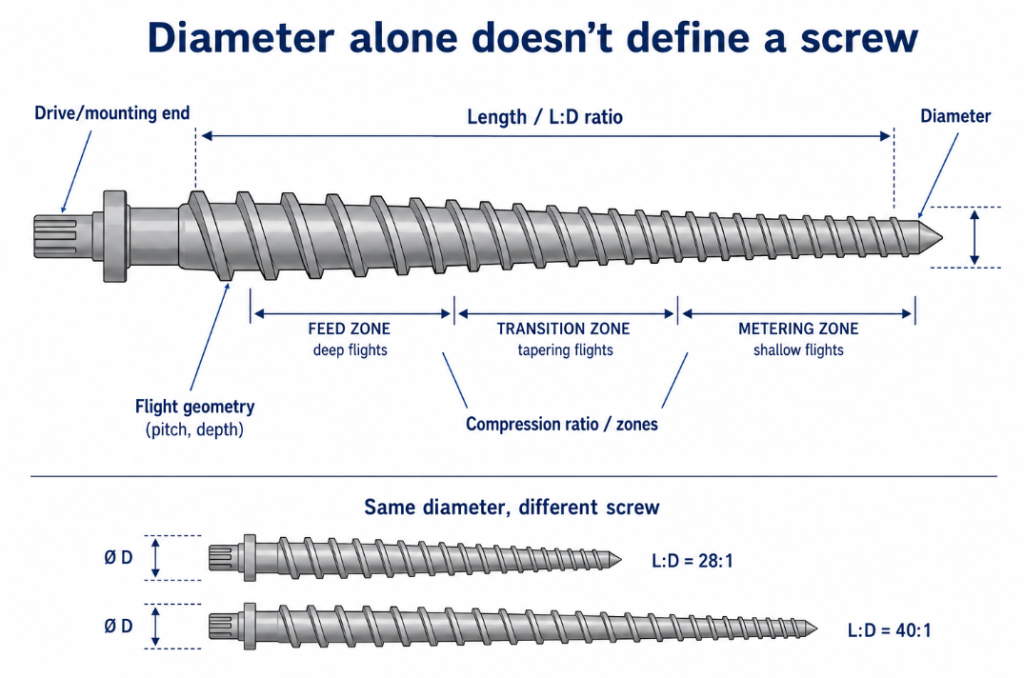
Diameter — the core dimension, but only the start.
Length and L/D ratio — the length relative to diameter. The same 90mm diameter can be a 25:1 screw or a 33:1 screw, which are different lengths for different jobs. L/D affects melting, mixing, and output. (See our extruder screw L/D ratio guide.)
Compression ratio and zone layout — the feed, transition, and metering section geometry, which is matched to the material. (See our extruder screw types guide.)
Flight geometry — pitch, flight depth, single or multiple flights, and any mixing or barrier sections.
Mounting/drive end — the connection to the gearbox, which must match the machine.
Material and surface treatment — the steel and coating (sections 6).
This is why we need the material, machine, and ideally a sample or drawing — they let us pin down all of these parameters, not just the diameter. A quote from diameter alone is not a real quote; it is a placeholder that will change once the real specification emerges.
5. Screw Only or Screw-and-Barrel Set: Know What You’re Ordering
A frequent source of confusion at the quoting stage is whether the order is for a screw only or a complete screw-and-barrel set. These are different scopes and different prices, and assuming one when you mean the other causes problems later.
Screw only — you are replacing just the screw, keeping your existing barrel. This requires that the existing barrel is still in good condition (not worn), because a new screw in a worn barrel will not restore performance — the clearance is set by both parts.
Screw and barrel set — you are replacing both, or building a new plasticizing unit. This is the right choice when the barrel is also worn, or when you want a matched pair with the correct clearance from the start.
The reason this matters for your RFQ: tell us clearly which you want. If you order a screw only but your barrel is worn, you will not get the performance you expect, and the fix is then a barrel too. When in doubt — especially if the current parts have high running hours — a matched set avoids the mismatch. The clearance between screw and barrel is critical to output and melt quality, which is why we treat them as a system. (Our screw and barrel wear analysis covers how to assess whether your barrel is still serviceable.)
6. How Material and Coating Choices Affect the Extruder Screw Quote
Another thing buyers often do not realize at the RFQ stage: the material and coating you choose significantly affect the price, and the right choice depends on what you are processing. This is not a place to default to “cheapest” or “most expensive” — it is a place to match the specification to the job.
The base steel and the surface treatment are the two biggest material cost drivers:
| Choice | Relative cost | When it’s right |
|---|---|---|
| Nitrided 38CrMoAlA | Lowest | General-purpose, non-corrosive, non-abrasive |
| Hard chrome plated | Low–moderate | Corrosive resins (PVC) |
| Bimetallic barrel | Higher | Abrasive or corrosive, long-life priority |
| Hardfacing / tungsten carbide | Higher | Highly abrasive (glass-filled, high filler) |
If you tell us the material and what your current parts fail from (corrosion, wear, or neither), we can recommend the surface treatment that gives the best value — not the cheapest, which may wear out, and not the most expensive, which may be overkill. Many buyers prefer to specify the material and let us recommend the coating; that works well and often saves money. (The full logic is in our coating and surface treatment guide and our 38CrMoAlA vs bimetallic vs tool steel comparison.)
The takeaway for your RFQ: either state your material/coating preference, or — better — state your processed material and failure mode and ask us to recommend. Both let us quote accurately; a blank here means we have to ask.
7. The Best Reference for a Custom Extruder Screw: Sample, Drawing, or Machine Model
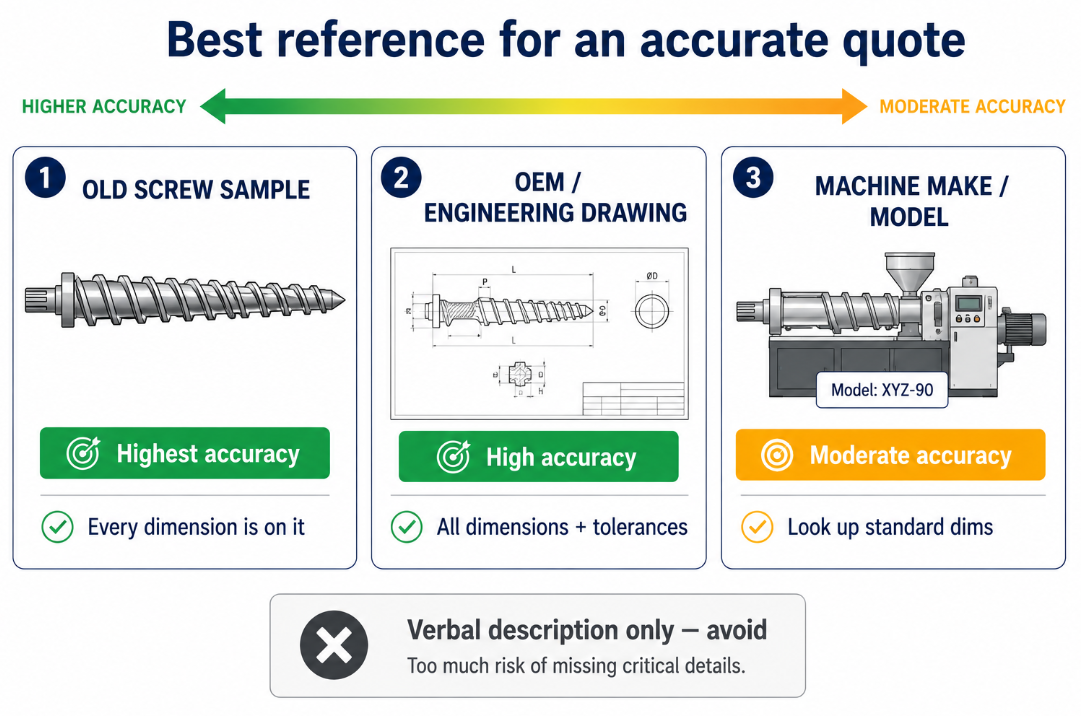
If you take one thing from this guide, take this: the fastest and most accurate custom screw order comes from a good reference object. A reference removes guesswork and lets us replicate or improve a known part. There are three good references, in order of accuracy.
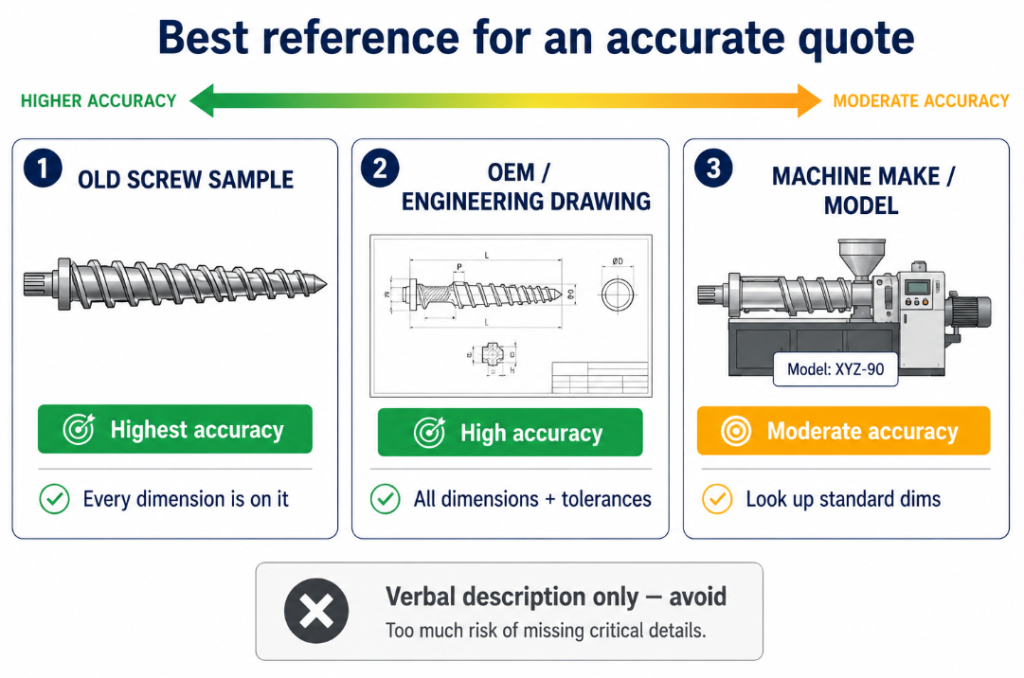
An old screw physical sample (most accurate). If you send — or accurately measure and photograph — the worn screw you are replacing, we can replicate its geometry exactly and improve the material or coating if needed. A physical sample is the single most accurate reference because every dimension is on it. This is the gold standard for a replacement screw.
An OEM or engineering drawing. If you have the original manufacturer’s drawing or an engineering drawing of the screw, it contains all the dimensions and tolerances we need. A complete technical drawing is as good as a sample for a precise quote, and better if the old screw is badly worn (since wear has changed the sample’s dimensions).
The machine make and model. If you do not have a sample or drawing, the machine make and model lets us look up the standard screw dimensions for that machine. This is less precise than a sample or drawing — there can be variations — but it is far better than a verbal description, and for common machines it is often enough.
| Reference | Accuracy | Best when |
|---|---|---|
| Old screw sample | Highest | Replacing a screw; sample not too worn |
| OEM / engineering drawing | High | You have documentation; old screw is worn |
| Machine make/model | Moderate | No sample or drawing; common machine |
| Photos + key measurements | Moderate | Can’t ship the sample; measure carefully |
| Verbal description only | Lowest | Avoid — causes guessing and delay |
Whatever you have, send it. Even photos with a few careful measurements (diameter, overall length, flight pitch, drive-end details) dramatically improve the accuracy over a verbal description. The reference is what turns a vague request into a precise quote.
8. What Happens After You Send the Extruder Screw RFQ
Knowing the factory’s side of the process helps set expectations. Here is what happens after a complete RFQ arrives.
Engineering review. We review the material, dimensions, machine, and output to confirm the configuration — compression ratio, L/D, coating — makes sense for your application. If you asked us to recommend the coating or geometry, this is where we do it. If something in the request is inconsistent (a coating that does not match the material, an L/D that does not match the output), we flag it.
Quotation. With a complete request, an accurate quote typically comes back quickly. With an incomplete one, this step stalls while we ask clarifying questions — which is the delay this whole guide is designed to help you avoid.
Lead time expectation. A custom screw is manufactured, heat-treated, coated, and inspected — it is not pulled off a shelf. Realistic lead times reflect this. Be wary of a quote promising an implausibly fast turnaround on a complex custom part; quality custom work takes time. Setting realistic delivery expectations up front avoids disappointment later.
Sample approval (for new designs). For a genuinely new or critical design, there may be a drawing-approval step before production, where we send a drawing for your sign-off. This protects both sides from a costly misunderstanding.
The smoother this process runs, the faster you get the right part — and it runs smoothest when the RFQ was complete from the start.
9. Common Custom Extruder Screw RFQ Mistakes
Three mistakes account for most of the friction we see at the quoting stage.
Mistake 1: Sending Only the Diameter
Treating diameter as the whole specification. Diameter is one parameter among many — length, L/D, geometry, material, coating, and the machine all matter. A diameter-only request cannot be quoted accurately and always leads to clarifying questions. Send the full picture, or a reference object that contains it.
Mistake 2: Not Providing the Machine, Sample, or Drawing
Describing the screw verbally with no reference. For a custom part, this is the biggest source of error. Provide a sample, an OEM/engineering drawing, or at minimum the machine make and model so we can match the fit. Photos with measurements help too. A reference object is the difference between guessing and precision.
Mistake 3: Not Knowing Material and Coating Affect Price and Performance
Treating the screw as a commodity and not realizing the steel and coating choices change both the price and the service life. State your processed material and what your current parts fail from, and either specify the coating or ask us to recommend. This gets you the right value rather than the wrong price.
10. Frequently Asked Questions About Ordering a Custom Extruder Screw
What information do I need to order a custom extruder screw?
At minimum: the plastic material (and any filler), the screw dimensions (diameter, length, L/D), whether it is single or twin screw, the machine make/model, your output target, and your material/coating preference — or a reference object (sample, drawing, or machine model) that contains these. The more complete, the faster and more accurate the quote.
Is the screw diameter enough to get a quote?
No. Diameter is one parameter. A complete specification also needs length and L/D, compression ratio/geometry, flight details, the drive-end mounting, and the material and coating. A quote from diameter alone is a placeholder, not a real price — it will change once the full specification is known.
What is the single best thing to send for an accurate quote?
A physical sample of the old screw, if you are replacing one — it contains every dimension. If you cannot send a sample, an OEM or engineering drawing is equally good (and better if the old screw is badly worn). If you have neither, the machine make and model lets us look up standard dimensions.
Do I order just the screw, or the screw and barrel together?
Order a screw only if your existing barrel is still in good condition — a new screw in a worn barrel will not restore performance, since clearance depends on both. If the barrel is also worn, or you want a matched pair with correct clearance, order a screw-and-barrel set. When in doubt on a high-hour machine, a matched set avoids a mismatch.
How do material and coating choices affect the price?
Significantly. Nitrided 38CrMoAlA is the lowest cost; hard chrome adds corrosion resistance; bimetallic and tungsten-carbide hardfacing cost more but last far longer in abrasive or corrosive service. The right choice depends on your material and failure mode — tell us both and we can recommend the best value rather than defaulting to cheapest or most expensive.
How long does a custom extruder screw take to make?
It varies with size, coating, and complexity, but a custom screw is machined, heat-treated, coated, and inspected — it is not off-the-shelf, so realistic lead times reflect those steps. Be cautious of quotes promising implausibly fast delivery on complex custom parts; quality custom work takes time.
Can you recommend the specification if I’m not sure?
Yes. Many buyers provide the processed material, the machine, and the output target, and ask us to recommend the L/D, compression ratio, and coating. That works well — it lets our engineering judgment do the specification work, and often produces a better and more cost-effective screw than a partial spec copied from elsewhere.
Ordering Your Custom Extruder Screw: Final Word
Ordering a custom extruder screw is straightforward once you know what the factory needs: the material, the dimensions, the machine, the output, and the material/coating choice — or, best of all, a reference object that contains most of these. The single biggest improvement any buyer can make is to send a sample, drawing, or at least the machine model rather than a verbal description. That one step turns a slow, hedged, back-and-forth quote into a fast, accurate one.
The complete-RFQ habit pays off twice: a faster, more accurate quote now, and a screw that fits and performs when it arrives. Incomplete requests cost you in clarification delays and in the risk of a part built around guesses.
At BLOOM, we manufacture custom extruder screws, bimetallic barrels, and twin-screw elements from your sample, drawing, or machine details — and we will recommend the material, L/D, and coating if you are unsure. To get a quote, gather what you can from the checklist in section 3 and send it to our engineering team on WhatsApp — at minimum your processed material, the screw dimensions or machine model, and whether you need a screw or a full set. Before you choose who to send it to, see our companion guide on how to audit an extruder screw supplier, and for the broader process, our 2026 extruder screw and barrel sourcing guide.




