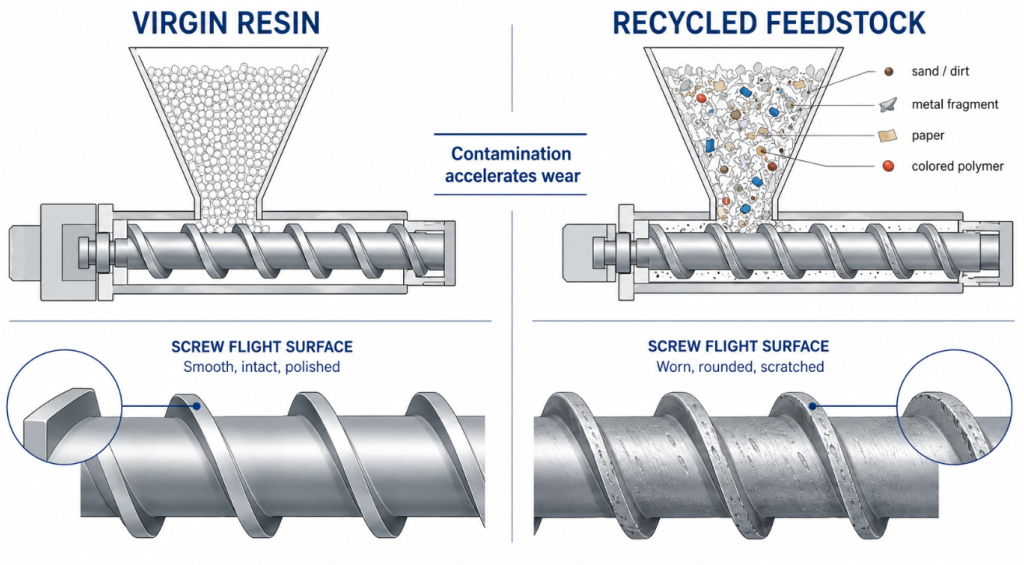
Recycled plastic destroys a standard extruder screw faster than almost any virgin polymer — and the reason is not the polymer itself, but everything that comes with it: abrasive contamination, inconsistent feedstock, and a thermal history that makes the material far less forgiving than virgin resin. A screw specified for virgin material running on recycled feedstock is one of the most common and expensive mistakes we see, and it usually shows up as premature wear within months.
By the BLOOM Engineering Team
Recycled-material orders are a fast-growing share of what comes through our shop at BLOOM, driven by recycled-content mandates and the economics of regrind. Across the recycled work we manufacture for, three materials dominate: recycled PET (rPET), recycled polyethylene (rHDPE and rLDPE), and recycled polypropylene (rPP). This guide covers why recycled plastics are harder on screws than virgin resin, the screw requirements for each major recycled material, the wear-resistant specifications that matter, and the production problems that trace back to a wrong screw choice.
1. Why Recycled Plastics Are Harder on Extruder Screws Than Virgin Resin
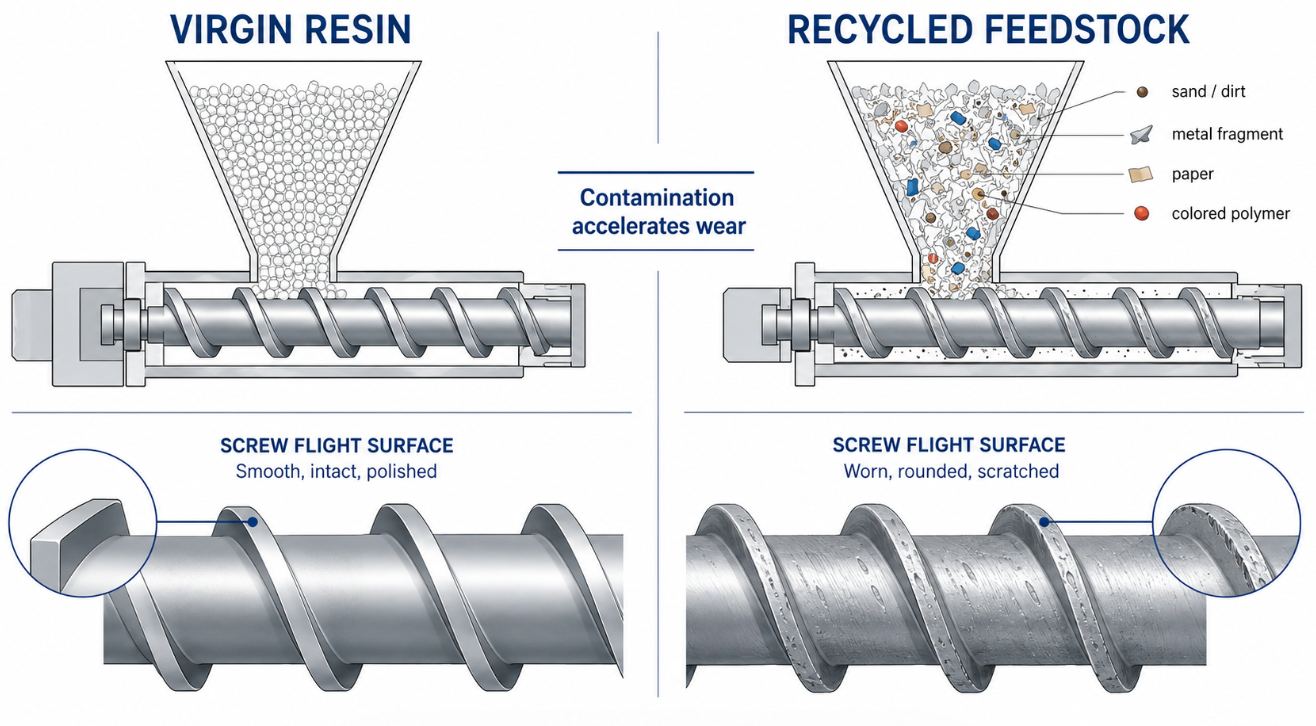
Virgin polymer is clean, uniform, and has a known thermal history. Recycled feedstock is none of those things, and each difference lands directly on the screw and barrel:
Contamination is unavoidable. Even well-sorted recycled streams carry contaminants: sand and dirt from post-consumer collection, paper and adhesive residue from labels, metal fines, and traces of other polymers. The inorganic contaminants — sand, glass, metal — are abrasive, and they grind against the screw flights and barrel bore continuously.
Feedstock is inconsistent. Recycled material often arrives as flake or regrind rather than uniform pellets. Bulk density varies batch to batch, particle size is irregular, and moisture content fluctuates. This inconsistency makes feeding less stable and output less predictable than virgin pellet processing.
Thermal history is already used up. Recycled material has been melted and processed at least once before. Every heat cycle consumes some of the polymer’s stabilizer package and begins chain degradation. Recycled feedstock therefore has less thermal headroom — it degrades, discolors, and develops defects faster than virgin resin at the same processing conditions.
These three factors mean a recycled-plastic screw is not a virgin screw running dirtier material. It needs wear-resistant construction, a feed section designed for flake, and a gentle processing profile that preserves what thermal stability the material has left. For the underlying wear mechanics, see our screw and barrel wear analysis.
2. Three Properties That Make Recycled Plastic Tough on Screws
The three challenges of recycled material translate into three specific screw-design problems.
2.1 Contamination and Abrasive Wear
This is the dominant issue. Abrasive contaminants — silica sand, glass fragments, metal fines, mineral fillers from the original product — act like grinding paste between the screw flight and barrel wall. The wear is concentrated at the flight crests and in the high-pressure metering and pumping zones. Standard nitrided screws, adequate for many virgin polymers, wear out far too quickly on contaminated recycled streams. This is why wear-resistant materials and surface treatments are not optional for recycled work (see section 4).
2.2 Variable Feedstock and Recycled Screw Feeding Instability
Recycled flake and regrind have irregular shape and lower, more variable bulk density than virgin pellets. A standard smooth feed throat designed for pellets will feed flake inconsistently, causing output surging and inconsistent melt quality. The feed section geometry — and in some cases a grooved feed zone or forced/crammer feeding — must be matched to the feedstock form, not copied from a virgin-pellet specification.
The practical solutions scale with how light and irregular the feedstock is. For moderate flake, a deeper feed flight and a grooved feed bushing improve conveying. For very low bulk density material — fluffy film regrind, for instance — a crammer feeder (a forced-feeding auger above the throat) is often necessary to physically push material into the screw at a consistent rate. Specifying a recycled-material screw without knowing the feedstock’s bulk density and form is a common cause of the output instability customers later struggle to diagnose.
2.3 Recycled Material’s Complex Thermal History and Reduced Processing Window
Because recycled material has already been heat-cycled, its remaining thermal stability is reduced. The screw must deliver enough work to melt and homogenize the material without overheating it — a tighter balance than virgin resin. This usually means a lower compression ratio, a gentle metering section to limit shear heating, and careful L/D selection to avoid excessive residence time. For the full logic of matching L/D to a material’s thermal limits, see our extruder screw L/D ratio guide.
3. Recycled Plastic Screw Requirements by Material
The three most common recycled materials we manufacture screws for — rPET, rHDPE/rLDPE, and rPP — each have distinct requirements.
3.1 rPET (Recycled PET)
rPET is the most demanding recycled material because it combines PET’s existing challenges (hygroscopic, hydrolysis-prone, narrow window) with recycling’s contamination and variable IV. rPET flake from bottle recycling carries label adhesive, paper, occasional PVC contamination (which is especially damaging to PET), and variable intrinsic viscosity batch to batch.
The screw response: aggressive wear-resistant construction, mandatory venting (rPET carries more moisture and volatiles than virgin PET), and a feed section designed for flake. rPET is also one of the clearest cases where melt filtration is essential. Because rPET inherits all of virgin PET’s processing requirements plus the recycling challenges, the foundation is the same as virgin PET screw design — see our PET extruder screw selection guide for the underlying PET-specific requirements (venting, drying, L/D), then layer the wear and filtration requirements on top.
3.2 rHDPE and rLDPE (Recycled Polyethylene)
Recycled polyethylene — from post-consumer film, bottles, and containers — is more thermally forgiving than rPET but carries heavy contamination from its post-consumer origin. The dominant concerns are abrasive wear from contamination and volatiles/odor from residual contents and degradation. rHDPE and rLDPE almost always require continuous melt filtration to remove contaminants, and venting to handle volatiles. The screw needs wear-resistant surfaces and a feed section for flake or regrind, but the compression and metering can follow polyethylene conventions, moderated for the reduced thermal headroom.
3.3 rPP (Recycled Polypropylene)
Recycled polypropylene — from automotive parts, packaging, and containers — behaves similarly to rPE in processing but is somewhat more sensitive to thermal degradation. Contamination-driven wear and the need for filtration are the same. rPP often benefits from a slightly gentler screw profile to avoid pushing the already-degraded material further. As with the others, wear resistance and flake feeding are the defining screw requirements.
Recycled material screw requirements summary:
| Material | Wear Resistance | Venting | Filtration | Key Challenge |
|---|---|---|---|---|
| rPET | Critical | Mandatory | Essential | Contamination + hydrolysis + IV variation |
| rHDPE / rLDPE | Critical | Recommended | Essential | Contamination + volatiles/odor |
| rPP | Critical | Recommended | Essential | Contamination + thermal sensitivity |
| Mixed / washed regrind | Critical | Recommended | Essential | Unpredictable contamination |
4. Wear-Resistant Materials and Coatings for Recycled Plastic Screws
The single most important specification decision for recycled-material screws is wear resistance, and it is the one customers most often overlook. A standard nitrided 38CrMoAlA screw — perfectly adequate for clean virgin polymer — will wear out far too quickly against abrasive recycled contamination.
The wear-resistant specifications that matter for recycled work:
Bimetallic barrels. A bimetallic barrel has a hard alloy liner (typically iron- or nickel-based with tungsten or chromium carbides) centrifugally cast into the bore. This liner resists the abrasive wear that recycled contamination causes far better than a nitrided barrel. For heavily contaminated recycled streams, bimetallic is the standard, not the upgrade.
Hardened or coated screw flights. The screw flight crests take the brunt of abrasive wear. Options include hardfacing alloys welded onto the flights, through-hardened tool steels, and wear-resistant coatings. The right choice depends on the contamination level and the polymer.
Corrosion resistance where needed. Some recycled streams — particularly rPET with PVC contamination, which generates hydrochloric acid on degradation — require corrosion resistance in addition to abrasion resistance. This pushes toward specific alloy and coating selections.
The economic logic is straightforward: the incremental cost of wear-resistant construction is recovered many times over in extended service life. An under-specified screw on contaminated recycled material can wear out in a fraction of the time a properly specified one lasts. For the full material comparison, see our guide on 38CrMoAlA vs bimetallic vs tool steel, and for wear-resistance strategies generally, our guide on increasing screw wear resistance.For which coating fits which threat — corrosion versus abrasion — see our extruder screw coating and surface treatment guide.For how these wear-resistant coatings compare, and which fits a contaminated recycled stream, see our extruder screw coating and surface treatment guide.
5. Filtration and Screen Changers for Recycled Plastic Extrusion
Melt filtration is essential for recycled plastics and frequently overlooked at the specification stage. Recycled feedstock carries solid contaminants — unmelted particles, paper char, metal fines, gel — that will end up in the final product as defects unless they are filtered out of the melt.
A screen changer sits between the extruder and the die, passing the melt through a filter screen pack that captures contaminants. For recycled work, the screen changer needs to handle a high contaminant load without constant manual screen changes, which is why continuous or hydraulic screen changers are standard for recycled lines — they allow screen replacement without stopping production.
The screw and the screen changer work together: the screw must build enough pressure to push the melt through the filter screens, and that pressure requirement feeds back into the screw’s metering section design. A screw specified without accounting for the back-pressure of a fine filtration screen pack may not deliver target output. Recycled-line screw specification and filtration specification should be done together, not separately.
6. Venting Requirements for Recycled Plastic Screws
Recycled materials carry more moisture and volatiles than virgin resin — residual product contents, washing water, adhesive volatiles, and degradation products. This makes venting more important for recycled work than for the equivalent virgin material.
A vented two-stage screw removes these volatiles during extrusion, preventing the bubbles, voids, and surface defects that trapped volatiles cause. For rPET, venting is mandatory (as it is for virgin PET, and more so given the higher moisture load). For rHDPE, rLDPE, and rPP, venting is strongly recommended, especially for post-consumer streams with high volatile content. The vent zone consumes barrel length, which is one more reason recycled-material screws tend toward longer L/D than the minimum for the equivalent virgin polymer.
7. Common Recycled Plastic Screw Specification Mistakes
Three specification mistakes account for the majority of recycled-material problems we see at the quoting stage, and all three come from treating recycled feedstock like virgin resin.
Mistake 1: Using a Virgin-Material Screw for Recycled Feedstock
The most frequent and most expensive mistake. Customers move a product line from virgin to recycled material — or add recycled content — without changing the screw, expecting the same screw to handle it. The result is accelerated wear from contamination, and the screw wears out far ahead of schedule. The fix is specifying wear-resistant construction from the start, sized to the contamination level of the recycled stream.
Mistake 2: Not Knowing Recycled Material Needs Wear-Resistant Materials and Coatings
Closely related: customers who do order a new screw for recycled work often do not know it needs a different material specification. They request a standard nitrided screw, the same as they would for virgin polymer, not realizing that abrasive contamination demands bimetallic barrels and hardened or coated screw flights. We flag this at the quoting stage — recycled material is one of the clearest cases where the wear-resistant specification is worth its incremental cost.
Mistake 3: Not Planning for Filtration and Screen Changers
The third common gap: customers specify the screw and barrel but do not plan for melt filtration. Recycled feedstock’s contamination load makes a screen changer essential, and the screw’s pressure-building capacity must account for the filtration back-pressure. Specifying the screw in isolation, without the screen changer, leads to either contaminated product or insufficient output once filtration is added. The screw, barrel, and filtration should be specified together for a recycled line.
8. Common Recycled Plastic Production Problems and Screw-Related Causes
When a recycled-material line underperforms, three problems dominate the technical calls we receive, and each traces back to the screw or its supporting equipment.
Problem 1: Abnormally Fast Screw and Barrel Wear
The top recycled-material complaint. Abrasive contamination — sand, glass, metal fines — grinds the screw flights and barrel bore, wearing them far faster than virgin polymer would. The symptom is rising output instability and declining product quality as the screw-barrel clearance opens up. The root cause is contamination abrasion, and the fix is wear-resistant construction (section 4), not a screw redesign. For wear diagnosis generally, see our screw and barrel wear analysis.
Problem 2: Black Spots, Contamination, and Unmelted Particles in the Output
Visible black spots, foreign particles, or unmelted granules in the extrudate signal either contamination passing through unfiltered, or degraded material accumulating and breaking loose. The causes are usually inadequate filtration (no screen changer or too coarse a screen), or degradation in dead spots from a screw geometry that allows material to stagnate. The fix combines proper melt filtration with a self-wiping screw geometry that leaves no stagnant zones. For broader troubleshooting, see our plastic extruder troubleshooting guide.
Problem 3: Recycled Material Discoloration and Degradation
Recycled material discolors and degrades more readily than virgin resin because its thermal history is already partly consumed. Yellowing, browning, or black streaking signals thermal degradation, caused by excessive melt temperature, excessive residence time, or shear heating from too aggressive a screw geometry. The fix is a gentler screw profile — lower compression ratio, longer and shallower metering — and careful temperature control. The screw’s job on recycled material is to melt and homogenize with minimum added thermal stress. For output problems generally, see our output drop diagnostic guide.
9. Frequently Asked Questions About Recycled Plastic Extruder Screws
Can I run recycled material on my existing virgin-material screw?
You can, but it will wear out far faster than on virgin polymer due to abrasive contamination. For occasional, low-percentage recycled content this may be acceptable. For dedicated recycled processing or high recycled content, specify a wear-resistant screw and barrel from the start — the premature wear on a virgin-spec screw costs more than the upgrade.
What makes recycled plastic so hard on screws?
Three things: abrasive contamination (sand, glass, metal) that grinds the screw and barrel, inconsistent flake feedstock that destabilizes feeding, and a used-up thermal history that makes the material degrade faster. The contamination-driven wear is the dominant concern.
Do I need a bimetallic barrel for recycled plastic?
For most recycled streams with meaningful contamination, yes. A bimetallic barrel’s hard alloy liner resists abrasive wear far better than a nitrided barrel. The incremental cost is recovered in extended service life. For clean, well-sorted recycled streams with minimal contamination, nitrided may suffice, but bimetallic is the safer default for recycled work.
Do recycled plastics need melt filtration?
Almost always, yes. Recycled feedstock carries solid contaminants that end up as product defects unless filtered out. A screen changer — continuous or hydraulic for high contaminant loads — is standard for recycled lines. Specify the screw and filtration together, since the screw must build pressure to push melt through the filter screens.
Why does my recycled material line produce black spots?
Usually inadequate filtration (contamination passing through) or degraded material stagnating in dead spots and breaking loose. The fix combines a proper screen changer with a self-wiping screw geometry that leaves no stagnant zones, plus a gentle thermal profile to limit degradation.
Is rPET harder to process than recycled polyethylene or polypropylene?
Generally yes. rPET combines PET’s existing challenges — hygroscopic, hydrolysis-prone, narrow processing window — with recycling’s contamination and variable IV. It requires mandatory venting, drying, wear resistance, and filtration. See our PET extruder screw selection guide for the PET-specific foundation.
Can one screw handle multiple recycled materials?
A well-specified wear-resistant screw can run different recycled polyolefins (rHDPE, rLDPE, rPP) reasonably well, since their processing is similar. rPET is different enough — needing venting and specific thermal handling — that a screw optimized for it is usually distinct. For a line running mixed materials, the screw should be specified for the most demanding material it will process.
How much shorter is screw life on recycled material versus virgin?
It depends entirely on the contamination level, but the difference is large enough to drive the specification decision. A nitrided screw that might last years on clean virgin polymer can wear to the point of needing replacement in a fraction of that time on heavily contaminated recycled feedstock. This is exactly why wear-resistant construction pays for itself: the higher upfront cost of a bimetallic barrel and hardened screw is recovered through dramatically longer service life and less downtime for replacement. When evaluating the cost of a recycled-material screw, the right comparison is total cost over the service life, not the upfront price.
Choosing the Right Recycled Plastic Screw
Recycled plastics demand a fundamentally different screw specification than virgin resin, and the difference is not optional. Wear-resistant construction handles the abrasive contamination, a flake-appropriate feed section handles the inconsistent feedstock, melt filtration removes the solid contaminants, and a gentle thermal profile preserves what stability the material has left. Skip any of these and the line either wears out prematurely or produces defective product.
The most common recycled-material mistakes all share one root: treating recycled feedstock as if it were virgin polymer running a little dirtier. It is not — recycled material is its own discipline, and as recycled-content requirements grow, getting the screw specification right is increasingly the difference between a profitable recycling line and a maintenance headache.
At BLOOM, we manufacture wear-resistant bimetallic barrels and custom screw elements for recycled-plastic lines — rPET, rHDPE, rLDPE, and rPP — specified for the contamination and processing demands of recycled feedstock. If you are setting up a recycling line, converting an existing line to recycled content, or fighting premature wear on a recycled-material screw, contact our engineering team on WhatsApp — tell us the recycled material, the contamination level, your target output, and any production symptoms, and we will walk through the specification with you. For a broader procurement framework, see our 2026 extruder screw and barrel sourcing guide.




