1. Introduction
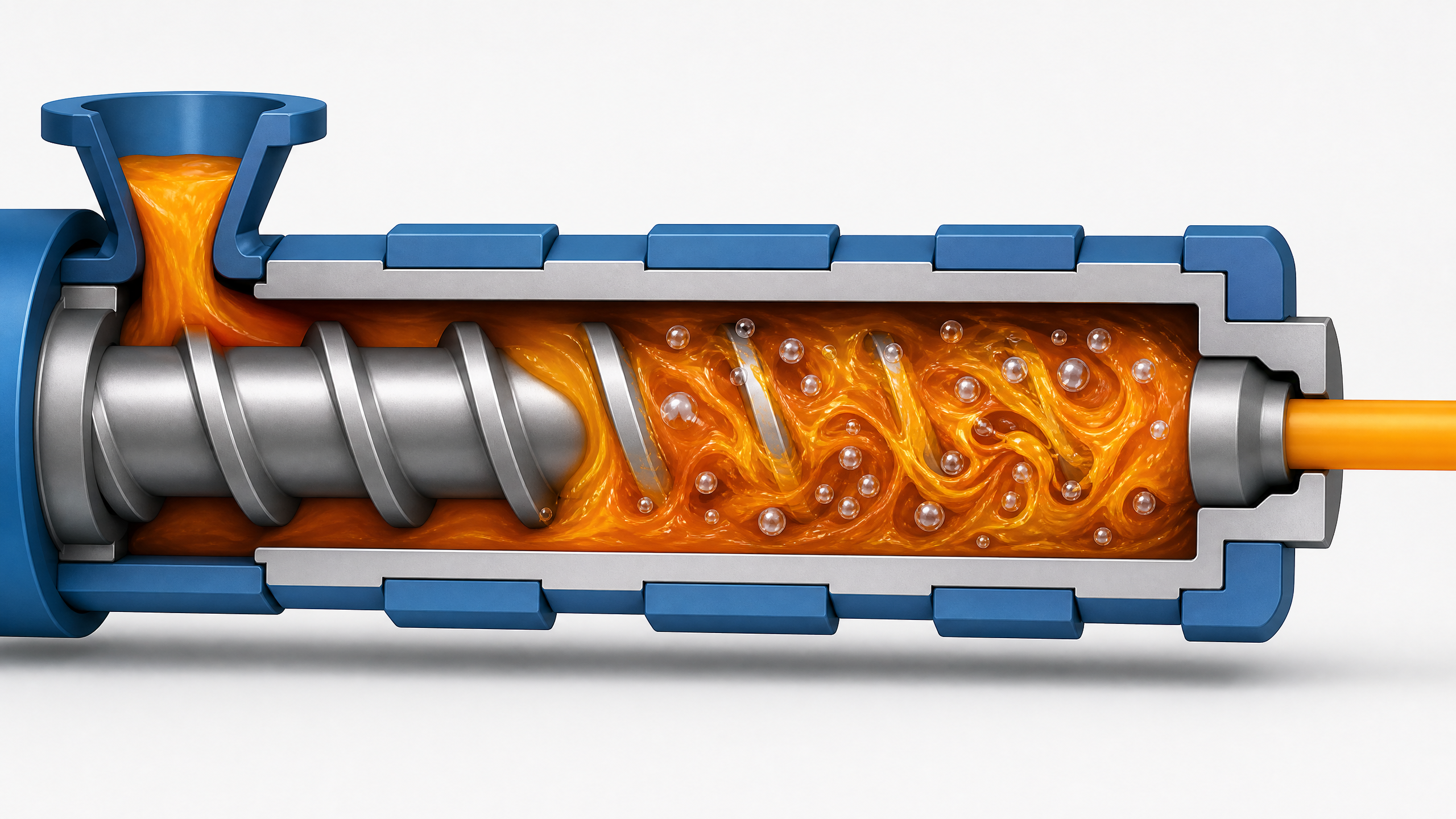
In the realm of plastic processing, the extruder stands as a pivotal piece of machinery, its stable and efficient operation being paramount to product quality and overall production output. However, in the dynamic environment of manufacturing, plastic extruders frequently encounter a myriad of issues. These challenges can stem from the equipment itself, improper process parameter settings, variations in raw material properties, or malfunctions within auxiliary systems. This comprehensive guide aims to systematically categorize common extruder malfunctions, delve into their root causes, and provide actionable solutions. Our objective is to equip production operators and technical maintenance personnel with invaluable insights, thereby significantly enhancing extrusion stability and product qualification rates.
2. Core Equipment Operational Faults: Why Your Extruder Stalls
Understanding the operational intricacies of the extruder’s core components is crucial for effective troubleshooting. Issues often manifest in the main motor and its associated systems.
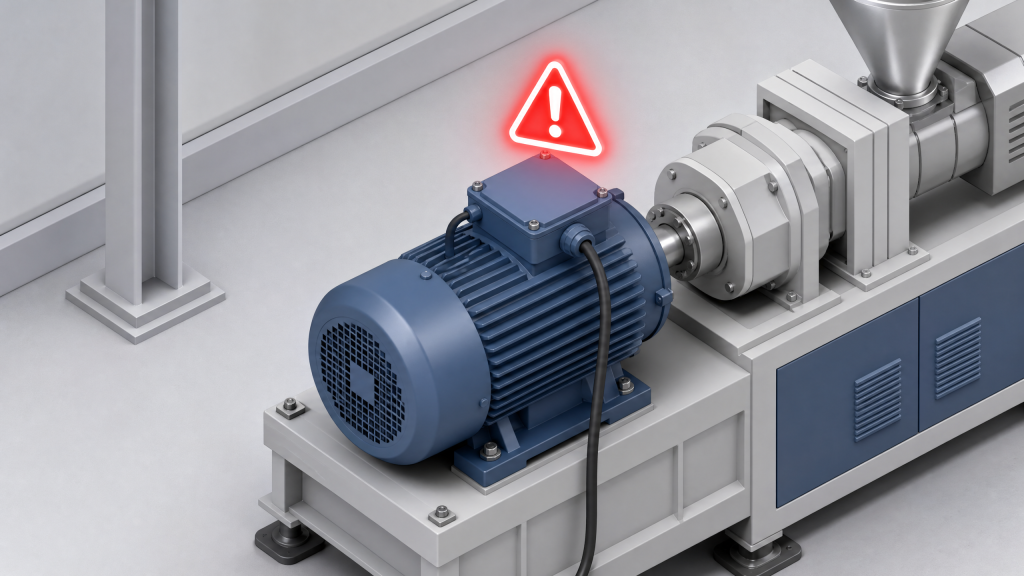
Main Motor Startup Challenges
When the main motor fails to initiate, it’s often a signal of underlying issues beyond a simple switch malfunction. Common culprits include incorrect startup procedures, electrical circuit problems (such as blown fuses), active interlock devices (e.g., the lubrication oil pump not running), an un-reset emergency stop button, or residual induced current in the frequency converter. For instance, the lubrication oil pump acts as a critical safety interlock; without adequate lubrication pressure, the extruder’s gearbox and bearings are at risk, thus preventing motor startup as a protective measure.
Current Fluctuations and Abnormal Torque
Inconsistent main motor current or abnormal torque during operation can severely impact product quality. This often points to uneven feeding of raw materials, damaged or poorly lubricated main motor bearings, a malfunctioning heater section, or screw interference due to incorrect adjustment shims or component misalignment. The physical connection between uneven feeding and current fluctuations is direct: inconsistent material load causes the motor to draw varying amounts of power, leading to current instability. Similarly, screw interference creates excessive friction and resistance, manifesting as abnormal torque.
Expert Tip: Listen to Your Motor. A trained ear can often detect early signs of bearing wear through subtle changes in motor sound. A high-pitched whine or grinding noise can indicate impending bearing failure, allowing for proactive maintenance before a complete breakdown.
3. Production Process Bottlenecks: From Melt Pressure to Vacuum Degassing
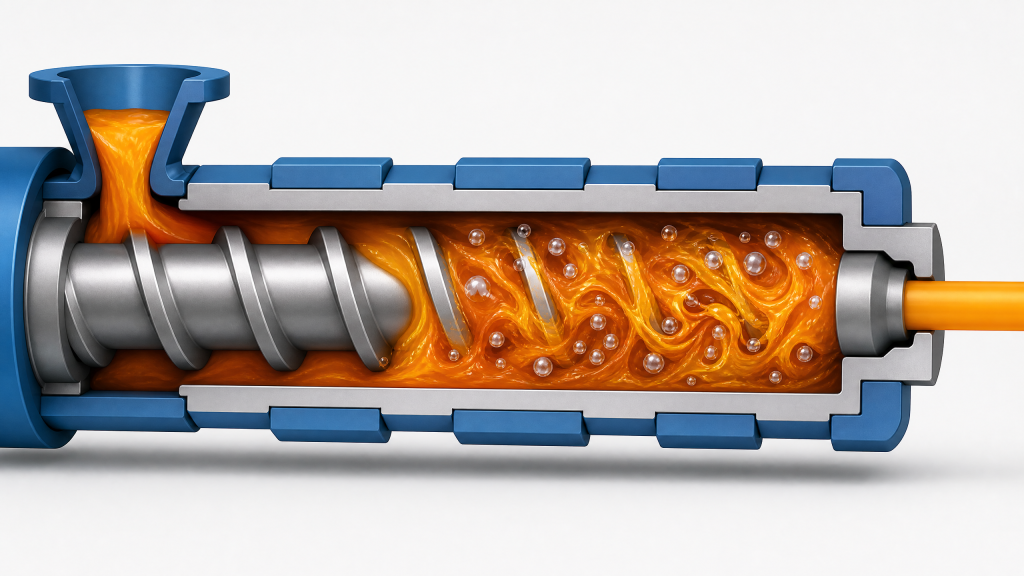
Process-related issues are often subtle but have significant impacts on the final product. These typically involve material flow, temperature control, and degassing.
Unstable Die Head Pressure
Fluctuations in die head pressure are a common indicator of process instability. The primary causes are uneven rotation speeds of the main motor or the feeding motor, leading to inconsistent material input. The relationship between rotational speed and melt pressure is complex, influenced by the material’s rheological properties. Any deviation in speed directly affects the shear rate and material compression, resulting in pressure variations.
Vacuum Port Material Overflow
Material overflowing from the vacuum port is a clear sign of issues within the degassing system. This can be attributed to excessive feeding, inefficient exhaust, or high moisture content in the raw material. When the vacuum system cannot effectively remove volatiles or air, the internal pressure builds, forcing material out. A common
real-world solution involves not only adjusting the feeding rate but also regularly inspecting and cleaning the vacuum pump and lines to ensure optimal performance.
The Art of Temperature Control
Temperature control in extrusion is more art than science, as the set temperature on the control panel may not always reflect the actual melt temperature. Factors like shear heating, residence time, and material properties can cause discrepancies. Understanding these nuances is key to preventing issues like material degradation or incomplete melting.
4. Product Quality Defect Diagnosis Chart: Pinpointing the Root Cause
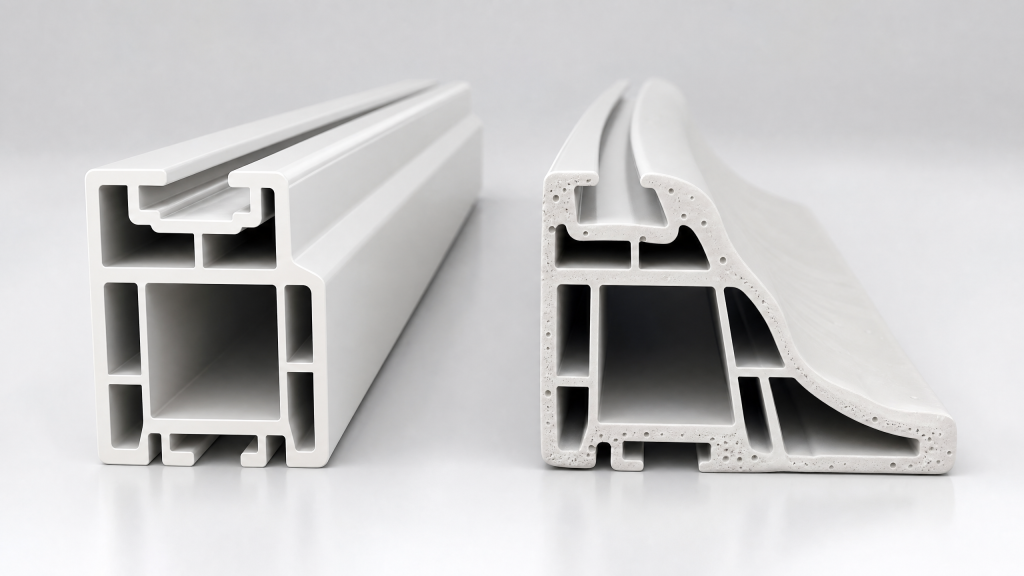
Product defects are often the most visible indicators of underlying problems. A systematic approach to diagnosis is essential.
| Defect Phenomenon | Root Cause Analysis | Immediate Countermeasures |
| Bubbles/Pits on Surface | 1. Moisture in raw material; 2. Trapped air in melt (poor degassing); 3. Material degradation due to excessive temperature. | 1. Thoroughly dry raw materials; 2. Optimize exhaust system, enhance vacuum degassing; 3. Optimize temperature control, avoid overheating. |
| Dimensional Instability/Deformation | 1. Uneven or rapid cooling; 2. Fluctuations in haul-off speed; 3. Unstable melt pressure. | 1. Optimize cooling system for uniform cooling; 2. Stabilize haul-off speed; 3. Inspect and stabilize pressure control system. |
| Poor Adhesion/Delamination | 1. Improper temperature/pressure settings; 2. Material formulation issues. | 1. Optimize extrusion temperature and pressure parameters; 2. Adjust material formulation to improve bonding. |
Case Study: The Mystery of the Warped Profile. A client was experiencing consistent warping in their extruded profiles. Initial checks revealed no obvious issues with the cooling bath. However, a closer look at the cooling water distribution revealed an uneven flow, causing one side of the profile to cool faster than the other. By adjusting the cooling water nozzles to ensure uniform cooling, the warping issue was completely resolved, highlighting the importance of seemingly minor details.
5. Auxiliary Systems: The Unsung Heroes Behind the Scenes
Often overlooked, auxiliary systems play a critical role in the overall performance and longevity of an extruder.
The Lifeline of the Lubrication System
Low lubrication oil pressure can be catastrophic for the gearbox and bearings, leading to premature wear and costly downtime. Regular checks of the pressure regulating valve, oil pump, and suction lines are vital. A drop in pressure could indicate a clogged filter, a failing pump, or an incorrect pressure setting.
The Efficiency Trap of the Screen Changer
The automatic screen changer, while designed for efficiency, can become a bottleneck if not properly maintained. Slow operation or unresponsiveness often points to insufficient air or hydraulic pressure, or leaks in the cylinders or hydraulic station. A daily inspection checklist for the pneumatic/hydraulic system can prevent these issues, ensuring smooth and timely screen changes.
6. Preventive Maintenance (PM): From Firefighting to Fire Prevention
Shifting from reactive troubleshooting to proactive preventive maintenance is key to sustained operational excellence.
Recommended Inspection Schedule
Establishing a robust daily, weekly, and monthly inspection schedule is fundamental. This includes checking motor temperatures, listening for unusual noises, verifying pressure gauges, and inspecting all connections and seals for leaks.
Screw and Barrel Wear Monitoring
Regular monitoring of screw and barrel wear is crucial. During periodic cleaning and maintenance, precise measurements of the screw flight and barrel inner diameter should be taken. This data, when tracked over time, can predict the need for replacement, preventing sudden drops in output or product quality due to excessive wear.
Troubleshooting plastic extruders is not merely a technical exercise; it’s a deep understanding of equipment dynamics, material science, and process control. By systematically addressing the common issues outlined in this guide, manufacturers can significantly enhance extrusion efficiency and product quality. We strongly recommend implementing comprehensive fault diagnosis and resolution procedures, coupled with continuous training for operators, to effectively navigate the diverse challenges encountered in production.




