Why Screw and Barrel Selection Determines Your Plant’s Real Operating Cost
If you have ever sat in a production meeting where the maintenance manager and the procurement lead disagree about whether to spec a $9,000 nitrided screw or a $34,000 bimetallic CPM 10V assembly, you already understand the central tension of this category. The screw and barrel together represent under 5% of a typical extruder’s capital cost — yet they govern 60% to 75% of its lifetime operating economics through wear-driven downtime, energy consumption, melt quality, and replacement frequency.
In our work supplying screws and barrels to compounders, pipe and profile extruders, film converters, and rubber processors across multiple regions, the most expensive decisions are almost always made by buyers who optimized for purchase price alone. A 60 mm twin-screw element set that lasts 4,500 hours instead of 18,000 hours does not save money — it accelerates a $40,000-per-event replacement cycle by a factor of four.
The global feed screw and barrel market reached $1.86 billion in 2025 and is projected to grow to $1.98 billion in 2026 at a 6.9% CAGR (The Business Research Company, Feed Screw Barrel Global Market Report 2026). Behind that growth are two trends with direct implications for your sourcing decisions: 54% of newly installed extruders now use bimetallic barrel construction, and approximately 48% of installations specify tungsten carbide or nickel-based alloy coatings (Spherical Insights, Global Feed Screw Barrel Market Analysis 2026). The market is moving up the materials curve — and procurement teams still buying commodity nitrided assemblies are increasingly running equipment that no longer matches the polymers being processed inside it.
This guide is built around a single conviction: the right screw and barrel decision is one that quantifies wear mechanisms, matches alloy chemistry to polymer chemistry, validates supplier metallurgy with documented certificates, and calculates total cost of ownership over a real production horizon. We work through each of those steps below.
What Are the Real Failure Mechanisms Inside an Extruder Barrel?
Before discussing materials, we have to be precise about what destroys them. The four primary wear mechanisms operate simultaneously inside every operating extruder — but their relative contribution shifts dramatically with polymer chemistry, filler loading, and operating temperature. Misidentifying the dominant mechanism is the single most common cause of premature failure in screw and barrel assemblies.
Abrasive Wear: The Dominant Mechanism in Filled Compound Processing
Abrasive wear accounts for approximately 60% to 70% of total wear in filled polymer extrusion (ASM International, Wear: Materials, Mechanisms and Practice, 2005). When hard particles — glass fibers (Mohs 5.5–6.5), calcium carbonate (Mohs 3), talc (Mohs 1), or ceramic microspheres — pass through the screw channel, they act as micro-cutting tools, progressively removing metal from the flight outer diameter and the barrel bore.
The clearance between screw OD and barrel ID in single-screw extruders is typically set at 0.1% to 0.2% of screw diameter. For a 90 mm screw, that is 0.09 to 0.18 mm of total clearance. Once abrasion widens this to 0.5 mm or beyond, output rates fall 8% to 15%, melt temperature uniformity deteriorates, and pressure variability increases (Rauwendaal, C., Polymer Extrusion, 5th Edition, Hanser, 2014).
Adhesive Wear: The Silent Failure Mode in Start-Up and Surge Conditions
Adhesive wear — also called galling or scuffing — occurs when two metal surfaces contact under load and locally weld at asperities, then tear away. This is most common during cold starts, polymer transitions, or surge events where the screw flight makes direct contact with the barrel bore. Best practice is to maintain a hardness differential of 2 to 4 HRC between screw and barrel, with the barrel slightly harder to protect the more expensive component.
Corrosive Wear: The Underestimated Threat in PVC and Halogenated Compounds
Corrosion-driven wear is the failure mechanism most often missed in initial material selection. When processing PVC, PVDC, halogenated flame retardants, or fluoropolymers, hydrogen chloride (or hydrogen fluoride) gas forms at elevated temperatures. HCl concentrations in processing zones can reach 50 to 200 ppm, creating a chemical environment aggressive enough to corrode nitrided 4140 steel at measurable rates within 500 operating hours.
Corrosive wear rates for nitrided 4140 in rigid PVC service typically run 0.08 to 0.15 mm per 1,000 hours, compared to 0.01 to 0.03 mm for high-nickel, high-chromium bimetallic constructions (Davis, J.R., Corrosion: Understanding the Basics, ASM International, 2000).
Erosive Wear: High-Velocity Particle Impact in Twin-Screw Compounding
In twin-screw compounders operating at 400 to 1,200 RPM, particles entrained in the melt impact flight surfaces at velocities and angles that drive a fundamentally different wear regime from sliding abrasion. Erosion rates scale roughly with the cube of particle velocity, making high-speed operations disproportionately destructive to softer alloys.
| Wear Mechanism | Primary Driver | Most Affected Zone | Recommended Material Response |
|---|---|---|---|
| Abrasive | Hard filler particles | Flight OD, screw tip, barrel bore | High-carbide tool steels, WC overlays |
| Adhesive | Metal-to-metal contact in transient conditions | Flight flanks, screw root | Hardness differential, cobalt-base overlays |
| Corrosive | Acidic degradation products (HCl, HF) | Full screw and barrel length | High Cr/Ni alloys, Stellite, Hastelloy |
| Erosive | High-velocity particle impact | Feed zone, mixing/kneading sections | WC-Co thermal spray, bimetallic liners |
Which Alloys and Material Systems Should You Specify in 2026?
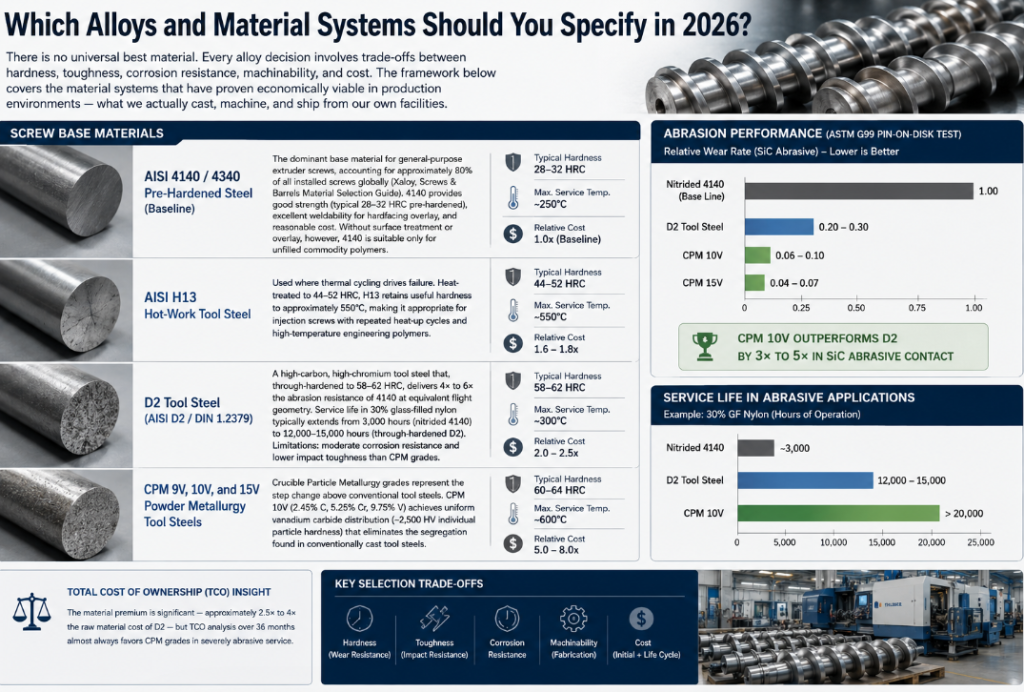
There is no universal best material. Every alloy decision involves trade-offs between hardness, toughness, corrosion resistance, machinability, and cost. The framework below covers the material systems that have proven economically viable in production environments — what we actually cast, machine, and ship from our own facilities.
Screw Base Materials
AISI 4140 / 4340 Pre-Hardened Steel (Baseline) The dominant base material for general-purpose extruder screws, accounting for approximately 80% of all installed screws globally (Xaloy, Screws & Barrels Material Selection Guide). 4140 provides good strength (typical 28–32 HRC pre-hardened), excellent weldability for hardfacing overlay, and reasonable cost. Without surface treatment or overlay, however, 4140 is suitable only for unfilled commodity polymers.
AISI H13 Hot-Work Tool Steel Used where thermal cycling drives failure. Heat-treated to 44–52 HRC, H13 retains useful hardness to approximately 550°C, making it appropriate for injection screws with repeated heat-up cycles and high-temperature engineering polymers.
D2 Tool Steel (AISI D2 / DIN 1.2379) A high-carbon, high-chromium tool steel that, through-hardened to 58–62 HRC, delivers 4× to 6× the abrasion resistance of 4140 at equivalent flight geometry. Service life in 30% glass-filled nylon typically extends from 3,000 hours (nitrided 4140) to 12,000–15,000 hours (through-hardened D2). Limitations: moderate corrosion resistance and lower impact toughness than CPM grades.
CPM 9V, 10V, and 15V Powder Metallurgy Tool Steels Crucible Particle Metallurgy grades represent the step change above conventional tool steels. CPM 10V (2.45% C, 5.25% Cr, 9.75% V) achieves uniform vanadium carbide distribution (~2,500 HV individual particle hardness) that eliminates the segregation found in conventionally cast tool steels. Pin-on-disk abrasion testing per ASTM G99 shows CPM 10V outperforming D2 by 3× to 5× in SiC abrasive contact. In production environments processing 40%–60% mineral-filled HDPE, CPM 10V screws routinely exceed 20,000 hours of service life.
The material premium is significant — approximately 2.5× to 4× the raw material cost of D2 — but TCO analysis over 36 months almost always favors CPM grades in severely abrasive service.
Hardfacing Overlay Alloys
Stellite 6 and Stellite 12 (Cobalt-Chromium-Tungsten) The benchmark for combined corrosion and abrasion resistance. Stellite 6 (Co-28Cr-4W-1C) deposits at 36–45 HRC; Stellite 12 (Co-29Cr-8.3W-1.4C) reaches 45–52 HRC. Critically, Stellite alloys retain hardness at elevated temperatures — Stellite 6 maintains 35–40 HRC at 600°C, where tool steels have softened below 30 HRC. Independent testing shows Stellite-overlaid flights exhibiting corrosive wear rates 8× to 12× lower than nitrided 4140 in chlorinated polymer service (Antony, P.J. et al., Wear, Vol. 264, Elsevier, 2008).
Tungsten Carbide-Cobalt (WC-Co) HVOF Thermal Spray High-velocity oxygen fuel thermal spray of WC-12Co or WC-17Co powders delivers coating hardness of 1,100–1,400 HV (approximately 70+ HRC equivalent). Coating thickness is typically 0.15–0.35 mm with bond strength exceeding 70 MPa per ASTM C633 and porosity below 1%. The limitation: WC coatings are brittle. Substrate deflection on high-L/D screws can crack or delaminate the deposit.
WC-CrC-Ni and WC-CrC-NiCr (Corrosion-Resistant WC Variants) For applications combining abrasion and corrosion, the cobalt binder in conventional WC-Co is the weak link — it dissolves in HCl-rich environments. Replacing cobalt with nickel-chromium binders reduces corrosion current density 5× to 8× in 3.5% NaCl testing (Sidhu, T.S. et al., Surface Engineering, 2007), while maintaining hardness above 1,000 HV.
High-Chromium White Iron Overlay (15–30% Cr, 2–3.5% C) A cost-effective overlay applied by open-arc or submerged-arc welding. The M7C3 carbide microstructure in a martensitic matrix delivers 58–68 HRC, providing excellent abrasion resistance at material costs substantially lower than CPM steels or Stellite. The trade-off is moderate corrosion resistance.
Hastelloy C-276 Weld Overlay (Ni-16Mo-15Cr-4W) The standard for extreme corrosion — fluoropolymer processing with HF evolution, mixed acid environments. C-276 PTA overlay deposits at 35–45 HRC, lower than Stellite, but provides corrosion resistance no commercially viable alternative matches.
Barrel Bore Liner Materials
Iron-Based Bimetallic (e.g., Xaloy 102, Reiloy R121, Equivalent Centrifugal Castings) Iron-based alloys with high chromium and tungsten carbide content, centrifugally cast as a metallurgically bonded liner inside an outer 4140 or 4340 shell. Bore hardness typically reaches 60 to 72 HRC with liner thickness of 2.0–2.5 mm. The dominant choice for general abrasive service.
Nickel-Based Bimetallic (e.g., Xaloy 800-Series, Reiloy R304, Inconel-Type Liners) Nickel-matrix castings with embedded tungsten carbides — the standard for PVC, halogenated FR compounds, and other corrosive services. Combines abrasion resistance with passive film formation against HCl attack.
Solid Tool Steel Barrels Through-hardened D2, H13, or CPM grades machined as one-piece barrels. Used in laboratory extruders, certain twin-screw segments, and applications where bimetallic centrifugal casting geometry is not feasible.
| Material System | Hardness | Key Strength | Best Application | Relative Cost Index |
|---|---|---|---|---|
| 4140 Nitrided (Baseline) | 55–62 HRC surface | Toughness, machinability | Unfilled commodity polymers | 1.0× |
| D2 Tool Steel | 58–62 HRC | Through-hardness abrasion | Moderate abrasive fillers | 2.0–2.5× |
| H13 Tool Steel | 44–52 HRC | Thermal fatigue resistance | High-temp injection cycles | 1.8–2.2× |
| CPM 10V / 15V | 60–64 HRC | Severe abrasion | High-loading mineral/glass | 4.0–6.0× |
| Stellite 6/12 Overlay | 36–52 HRC | Corrosion + abrasion + hot hardness | PVC, FR compounds, fluoropolymers | 5.0–8.0× |
| HVOF WC-Co Coating | 70+ HRC equiv. | Maximum hardness | Severe abrasion, low impact | 6.0–9.0× |
| WC-CrC-NiCr Spray | 65+ HRC equiv. | Abrasion + corrosion | Glass + corrosive FR | 6.5–9.5× |
| High-Cr White Iron Overlay | 58–68 HRC | Cost-effective abrasion | General abrasive compounds | 1.5–2.0× |
| Hastelloy C-276 Overlay | 35–45 HRC | Extreme corrosion | Fluoropolymers, mixed acids | 7.0–10.0× |
Bimetallic vs Monolithic Construction: When Each Approach Wins
The bimetallic concept exists because the properties that make an alloy wear-resistant (high hardness, high carbide content) usually make it difficult to machine into a complex helical screw geometry, and brittle under combined torsional and bending loads. Solid CPM 10V screws above 100 mm diameter carry measurable fracture risk under industrial torque profiles.
Bimetallic construction solves this through layered materials engineering: a tough core alloy (typically 4340 or 4140, heat-treated to 28–35 HRC) machined to screw profile, then overlaid on the flight OD, flanks, and tip with the wear-resistant alloy of choice — Stellite, WC-Co, CPM-equivalent composition, or iron-based hardface.
The Three Overlay Methods We Use
Plasma Transferred Arc (PTA) Welding is the dominant method for precision hardfacing of screw flights in our own production. PTA deposits alloy powder in a controlled plasma arc, achieving metallurgical bonding, 5%–15% dilution, and hardness within 5%–10% of theoretical for the deposited alloy. PTA handles Stellite, nickel-base alloys, iron-base compositions, and WC-reinforced metal matrix composites. Because we operate our own PTA cells in-house, we control deposition parameters — current, travel speed, powder feed rate, oscillation pattern — for each specific alloy and screw geometry, rather than outsourcing to a contract hardfacer who runs default parameters.
HVOF Thermal Spray excels for WC-Co and WC-CrC-Ni coatings. Bond is mechanical rather than metallurgical, limiting maximum thickness to approximately 0.4 mm but enabling tighter dimensional tolerances and superior surface finish — important for screw tips where clearance precision drives output and melt quality.
Centrifugal Casting (for Bimetallic Barrels) produces our barrel bore liners. Wear-resistant alloy is centrifugally cast inside the outer steel shell at controlled temperature and rotation, producing metallurgical bonding at the interface and a uniform liner thickness around the bore. This is where having in-house foundry capability matters most: we control alloy chemistry, pour temperature, mold preheat, and post-cast heat treatment as one continuous process. Vendors who source raw cast barrels and only machine them have less control over the metallurgy that determines field life.
Documented Service Life Comparison
In a controlled comparison from a Tier-1 European compounder processing 45% calcium carbonate-filled polypropylene at 24/7 production:
- Solid 4140 nitrided screw: average flight clearance loss of 0.8 mm at 4,500 operating hours
- Bimetallic 4340 core with HVOF WC-17Co flight tip overlay: average flight clearance loss of 0.12 mm at 4,500 operating hours
- Projected service life extension: 6.7×
- Net savings per replacement cycle: approximately €18,000 in downtime and labor
This is consistent with published case data showing average 4× to 8× service life improvements for bimetallic over monolithic nitrided screws in abrasive compounding (Plastics Technology, 2022).
How to Match Material Selection to Specific Processing Conditions
Material selection is a multi-variable problem. A systematic framework prevents the most expensive mistake in this category — specifying a screw and barrel that costs less upfront but fails twice as fast in your actual process. We use a five-factor decision approach.
Factor 1: Filler Type and Loading Level
Glass fiber above 15% wt. demands high-hardness abrasion-resistant alloys — D2 minimum, CPM 10V preferred above 30% loading. Mineral fillers (calcium carbonate, talc, mica) are softer but high loading levels above 50% wt. still drive significant flight wear. Carbon fibers, despite lower Mohs hardness, cause distinct erosive-abrasive damage due to high fiber stiffness and orientation effects.
Rule of thumb: for every 10% increment in hard filler loading above 20%, move up at least one tier in your alloy selection matrix.
Factor 2: Chemical Aggressiveness of the Polymer System
Rate the corrosivity of your compound on a 1–5 scale:
- Level 1 — Unfilled PE, PP, PS — minimal corrosive attack
- Level 2 — Nylon, PET, ABS — mild to moderate hydrolytic attack at temperature
- Level 3 — Rigid PVC, CPVC — moderate HCl evolution at processing temperatures
- Level 4 — Flexible PVC, halogenated flame retardants — significant HCl, plasticizer migration
- Level 5 — Fluoropolymers (PVDF, PTFE, FEP) — severe corrosive attack requiring premium overlays
For Levels 3–5, cobalt-based hardfacing, Hastelloy C-276 weld overlay, or nickel-matrix bimetallic barrel liners are essential to achieve acceptable service life. Standard tool steels — even through-hardened — corrode at unacceptable rates.
Factor 3: Operating Temperature Profile
Processing temperatures above 350°C begin to soften conventional tool steels. H13 retains useful hardness to ~550°C. Stellite alloys maintain useful hardness to 700°C+. For high-temperature engineering polymers (PEEK, PPS, PEI processed at 380°C–420°C barrel temperatures), the effective hardness at temperature governs the material decision, not the room-temperature hardness on the data sheet.
Factor 4: Screw Geometry and L/D Ratio
High L/D screws (above 30:1) deflect measurably under process loads. This deflection generates bending stress at the screw root that can crack brittle overlays. For screws with L/D above 25:1, we recommend limiting HVOF WC-Co flight tip thickness to below 0.25 mm unless finite element deflection analysis confirms adequate substrate stiffness. Tougher Stellite or iron-base overlays handle deflection-driven stresses more reliably.
Factor 5: Total Cost of Ownership vs Budget Constraint
The decision is ultimately economic. We calculate TCO over a 36-month horizon:
TCO = (Initial Assembly Cost)
+ (Replacement Frequency × Changeover Labor Cost)
+ (Downtime Cost per Event × Expected Downtime Events)
+ (Energy Penalty from Increasing Clearance Over Service Life)In our experience across compounding, pipe and profile, film, and rubber applications, the TCO calculation favors premium materials by a factor of 1.5× to 3.5× over the 36-month window — provided the alloy is correctly matched to the actual wear mechanism.
The Real Cost of Buying on Purchase Price Alone
We have to be direct because this is where most procurement decisions go wrong. Optimizing for the lowest upfront price of a screw and barrel assembly is, in almost every realistic production scenario, the most expensive long-term strategy.
Cost Components You Have to Quantify
Screw and Barrel Replacement Labor. Replacing a 100–150 mm extruder screw typically requires 4–8 hours of skilled maintenance labor. At loaded labor rates of $85–$150 per hour for industrial maintenance technicians in North America (U.S. Bureau of Labor Statistics, Occupational Employment and Wage Statistics, 2024), labor cost per replacement event runs $340 to $1,200 before considering parallel resources.
Unplanned Downtime Production Loss. This is the dominant cost driver. For a continuous extrusion line producing $1,500–$5,000 of product per hour, a single unplanned 8-hour maintenance shutdown costs $12,000 to $40,000 in lost production — before scrap, restart waste, and customer order disruption.
Product Quality Degradation. As flight clearance widens through wear, melt temperature distribution becomes less uniform, residence time distribution broadens, and mixing quality deteriorates. In precision compounding for automotive or medical applications, scrap costs from a single quality event can exceed $50,000.
Energy Efficiency Loss. Worn screws consume more specific energy to produce equivalent output. Documented studies show 6% to 12% increase in specific energy consumption (kWh/kg) as screw clearance increases from 0.1 mm to 0.5 mm in a 90 mm single-screw extruder (Plastics and Rubber Processing, 2021).
Quantified TCO Example: 75 mm Twin-Screw Compounding 40% Glass-Filled PA66
| Cost Category | Standard 4140 Nitrided | CPM 10V Bimetallic |
|---|---|---|
| Initial screw and barrel cost | $8,500 | $34,000 |
| Average service life (hours) | 4,000 | 20,000 |
| Replacement events over 36 months | ~6.6 | ~1.3 |
| Total assembly purchase cost (36 mo.) | $56,100 | $44,200 |
| Downtime events (36 mo.) | 6.6 | 1.3 |
| Downtime cost per event ($18,000) | $118,800 | $23,400 |
| Labor cost (36 mo.) | $7,920 | $1,560 |
| Total 36-Month TCO | $182,820 | $69,160 |
The CPM 10V bimetallic costs 4× the upfront price but delivers a 62% reduction in total 36-month operating cost. The calculation does not include the additional energy savings and product quality improvements from running tight clearances throughout the longer service life.
Surface Treatments: When They Add Value vs When They Are Marketing
Beyond the base alloy choice, surface hardening treatments — separate from hardfacing overlay — extend service intervals at moderate cost. Three treatments dominate the commercial market.
Gas and Ion Nitriding
Nitriding remains the baseline surface treatment for extruder screws globally. Nitrogen diffuses into the steel surface at 480°C–530°C, forming iron nitride and alloy nitride layers with surface hardness of 950 to 1,100 HV (approximately 68 to 72 HRC equivalent) to a case depth of 0.3 to 0.7 mm.
The advantage: minimal dimensional distortion (parts can be nitrided after final machining), and core toughness is preserved. The limitation: the hardened case is shallow. Once abrasive wear removes the nitrided layer — which can happen within 2,000–3,000 hours in severe abrasive service — the softer substrate is exposed and wear accelerates dramatically.
Ion nitriding (plasma nitriding) offers tighter control over the compound layer, reducing brittle white layer thickness from 10–25 microns (gas) to under 5 microns. This improves fatigue resistance and enables duplex treatment with subsequent coating.
Hard Chrome Plating: The Regulatory Compliance Issue
Hexavalent chrome plating, formerly a standard screw surface treatment, is now restricted under EU REACH Regulation (EC) No 1907/2006, Annex XVII, and faces tightened controls under US EPA standards. Hard chrome coatings of 0.05–0.15 mm thickness deliver 850–1,000 HV hardness and good corrosion resistance — but the regulatory direction is clear, and buyers should anticipate continued availability constraints. Trivalent chrome and electroless nickel-phosphorus alternatives are available but do not fully match the tribological performance of hexavalent hard chrome.
PVD and CVD Coatings: The High-Performance Frontier
Physical vapor deposition (PVD) and chemical vapor deposition (CVD) coatings — TiN, TiAlN, CrN, DLC — represent the frontier of screw surface engineering. PVD TiAlN achieves hardness of 2,300 to 3,300 HV at thicknesses of 2 to 10 microns, with excellent hot hardness retention above 800°C.
In peer-reviewed testing on injection screws processing glass-filled engineering resins, PVD-coated screws showed surface wear rates 3× to 7× lower than uncoated H13 at equivalent processing conditions (Baptista, A. et al., Surface and Coatings Technology, Vol. 408, 2021). The coating’s ultra-low surface energy also reduces polymer adhesion, improving purging efficiency between material changes.
| Surface Treatment | Surface Hardness (HV) | Case/Coating Depth | Best Application | Regulatory Status |
|---|---|---|---|---|
| Gas Nitriding | 950–1,100 | 0.3–0.7 mm | General abrasive service | Fully compliant |
| Ion Nitriding | 900–1,100 | 0.3–0.6 mm | Precision screws, fatigue-critical | Fully compliant |
| Hard Chrome (Hex Cr) | 850–1,000 | 0.05–0.15 mm | Corrosion + abrasion | Restricted (REACH/EPA) |
| HVOF WC-Co | 1,100–1,400 | 0.15–0.35 mm | Severe abrasion | Fully compliant |
| PVD TiAlN | 2,300–3,300 | 2–10 microns | High-speed, high-temp service | Fully compliant |
| DLC (Diamond-Like Carbon) | 1,500–4,000 | 1–5 microns | Low friction, adhesion reduction | Fully compliant |
Why In-House Casting and Machining Capability Changes the Sourcing Equation
This is where supplier selection separates from commodity purchasing. The majority of screw and barrel suppliers worldwide outsource at least one critical step — either centrifugal casting of barrel liners, PTA hardfacing of screw flights, or final precision grinding. Each outsourced step is a process control gap that shows up in field life variability.
At [Your Company], we cast, machine, hardface, heat-treat, and final-grind every screw and barrel in our own facility. This matters for four documented reasons:
1. Alloy chemistry traceability. We start from certified raw alloy stock with EN 10204 3.1 mill certificates, melt or compound in-house, and document every step. The chemistry that arrives at the customer site is the chemistry on the certificate — not a guess based on a third-party supplier’s claim.
2. Heat treatment control. Heat treatment determines the final hardness, microstructure, and dimensional stability of the screw. We control furnace atmosphere, temperature ramp, hold time, quench rate, and tempering cycles for each alloy specification. Outsourced heat treaters run shared furnaces with standard cycles — adequate for commodity work, insufficient for premium tool steels and bimetallic assemblies.
3. Hardfacing parameter control. PTA hardfacing parameters — arc current, plasma gas flow, powder feed rate, oscillation amplitude — must be tuned for each specific alloy and substrate geometry. Our PTA cells are operated by metallurgists, not subcontracted labor. The deposition variation that drives field failure is controlled at the process level.
4. Documentation continuity. Every screw and barrel ships with a complete documentation package: material certificates, hardness maps (multiple points per assembly), metallographic cross-sections for hardfaced screws, dimensional inspection records with CMM data, and wear-test references where applicable. The documentation is generated as part of production, not assembled after the fact.
In a sector where Xaloy’s September 2025 acquisition of Ultimate Twin Screw signaled continuing consolidation among full-line manufacturers, vertical integration is increasingly the difference between a supplier and a trader. Engineers and procurement teams should ask any prospective supplier: which steps in your production are performed in-house, and which are outsourced? The answer predicts field life variability with high reliability.
What Testing Standards and Certifications Should You Demand?
When specifying screws and barrels, procurement professionals must demand verifiable material documentation — not marketing claims. The following are non-negotiable in our experience.
EN 10204 3.1 Material Certificate. Provides chemical analysis and mechanical property data certified by the material manufacturer. This is the minimum acceptable documentation for any alloy steel or overlay material purchase. 3.1 certificates should be available for every alloy used in the assembly, including base material, hardfacing powder, and bimetallic liner casting.
Hardness Testing per ASTM E18 (HRC) or ASTM E92 (HV). Hardness should be tested and documented at multiple locations — flight tip, flight flank, screw root, and barrel bore — to verify uniform heat treatment and overlay application.
Metallographic Cross-Section Analysis. For bimetallic and hardfaced screws, metallography verifies overlay thickness, bond quality, carbide distribution, and absence of porosity or cracking. For HVOF coatings, porosity above 2% indicates inadequate deposition parameters and should be rejected.
ASTM G65 Wear Test Reports (Dry Sand / Rubber Wheel Abrasion). The most widely cited standardized abrasion test. Volume loss in mm³ allows direct comparison between materials: D2 tool steel typically shows 15–35 mm³, CPM 10V runs 5–12 mm³, HVOF WC-Co runs 1–5 mm³ under equivalent conditions.
ASTM G119 (Synergism Between Corrosion and Wear). The appropriate standard for specifying alloys for corrosive polymer processing — separates mechanical wear from corrosion-enhanced wear components.
Quality Management System Certification. Suppliers serving automotive and medical device supply chains should hold ISO 9001:2015 minimum, with IATF 16949 preferred for automotive applications. The certification confirms documented process control over heat treatment, overlay deposition, dimensional inspection, and material traceability.
Emerging Technologies Reshaping the 2026 Market
Several technologies have moved from research to production specification within the last 24 months.
Laser Cladding for Screw Flight Overlay. Fiber laser cladding (2–6 kW) now achieves dilution below 5% (vs 10%–20% for conventional welding), heat-affected zones below 0.5 mm, and dimensional accuracy within 0.3 mm on 3D profiles. Laser cladding adoption in screw manufacturing grew 34% from 2021 to 2024 (Laser Institute of America, 2024), driven by lower fiber laser system costs and improved powder delivery technology. We have qualified laser cladding for specific repair applications where minimal substrate heat input is critical.
Nanostructured WC Coatings. Nano-grain WC powders (sub-200 nm carbide grain size) achieve 15%–25% higher hardness than conventional WC at equivalent cobalt content, with improved fracture toughness from the finer carbide distribution. A 2023 study showed ASTM G65 wear loss of 0.7 mm³ for nano-WC-Co versus 2.1 mm³ for conventional WC-Co — a 67% improvement (Guilemany, J.M. et al., Journal of Thermal Spray Technology, Vol. 32, 2023). Commercial powder availability is expanding from major thermal spray suppliers.
Smart Sensor Integration. Approximately 51% of newly installed extruders now include embedded torque, melt pressure, and barrel temperature sensors (Industry Research, Screw and Barrel Market Report, 2026), enabling predictive maintenance that has been shown to reduce unplanned downtime by 32%. Smart-ready screws and barrels — designed for sensor integration without compromising metallurgy — are a meaningful 2026 specification trend.
Recycled and Bio-Based Polymer Compatibility. Mechanical recycling installations now exceed 17,000 worldwide. Recycled polymer streams contain higher levels of contamination — metal fines, grit, mineral residues — that accelerate screw wear compared to virgin polymer service. Bio-based polymers (PLA, PHA, PBS) often process at narrower temperature windows that increase melt residence time, exposing screw and barrel surfaces to longer thermal-chemical attack. Both trends are driving specification of higher-tier alloys in applications that previously accepted nitrided 4140.
Frequently Asked Questions
1. What is the most cost-effective screw and barrel combination for processing 30%+ glass-filled polymers?
For 30%–60% glass-filled polymer processing, the most cost-effective combination over a 36-month horizon is a CPM 10V or CPM 15V bimetallic screw paired with a tungsten carbide bimetallic barrel liner. CPM grades provide 3× to 5× longer service life than D2 in standardized ASTM G65 abrasion testing, and 4× to 8× longer than nitrided 4140 in production environments. The initial purchase premium is approximately 4× over standard nitrided assemblies, but TCO analysis consistently shows 60%+ reduction in total operating cost. Verify supplier capability by requesting ASTM G65 wear test data for the specific CPM grade and heat treatment condition. For applications where corrosion is also significant, substitute a Stellite 12 hardface overlay or WC-CrC-Ni thermal spray on the screw flights, since CPM grades have limited inherent corrosion resistance.
2. How often should extruder screws and barrels be inspected for wear?
Dimensional inspection of screw flight OD clearance and barrel bore diameter should occur every 1,500 to 2,000 operating hours as a baseline, or whenever measurable process changes occur — specifically, output drops above 5%, increasing melt temperature variability, or rising specific energy consumption (kWh/kg). For screws processing abrasive compounds above 30% filler loading, we recommend more frequent inspection every 800 to 1,200 hours. Use a telescoping bore gauge or laser micrometer to measure clearance at the feed zone, metering zone, and any mixing sections. A clearance increase above 0.5% of screw diameter typically signals replacement or rebuilding is approaching. Document each inspection in a wear log so that trends — not single measurements — drive replacement decisions.
3. Can worn screws and barrels be refurbished economically rather than replaced?
Yes, refurbishment is commercially viable when the base material remains dimensionally sound and structurally undamaged. Screw refurbishment cost is typically 40% to 60% of new-screw price, and well-executed refurbishment restores 85% to 95% of original service life. The process: grind the screw OD to remove worn surface and old overlay, apply new hardfacing (PTA, laser cladding, or HVOF), then grind to final dimensions. Barrels are refurbished by boring out the worn liner and installing a new centrifugally cast liner. Important caveat: if screw root diameter has worn significantly, or if magnetic particle inspection reveals fatigue cracking, replacement is the safer decision. Always specify pre-refurbishment MPI as part of the rebuild quotation.
4. What is the difference between bimetallic and monolithic screw construction, and when does each apply?
Monolithic construction uses a single alloy through the entire screw cross-section — for example, a through-hardened D2 or CPM 10V screw. Bimetallic construction uses a tough core alloy (typically 4340 or 4140) overlaid with a wear-resistant material on the working surfaces. Bimetallic overlays can be 10× to 20× thicker than nitrided cases and use alloys whose wear resistance far exceeds anything achievable through surface treatment alone. For lightly abrasive service, nitrided monolithic screws may be adequate. For moderate to severe abrasive or corrosive-abrasive applications, bimetallic construction is almost always the better TCO choice. For very large screws above 200 mm diameter, monolithic CPM grades carry fracture risk and bimetallic with tough core is the safer mechanical design.
5. Which alloy combination is recommended for PVC processing equipment?
For rigid PVC processing, the industry-standard recommendation is Stellite 6 or Stellite 12 PTA overlay on the screw flights, paired with a nickel-matrix bimetallic barrel liner (Xaloy 800-series, Reiloy R304, or equivalent). The cobalt-chromium matrix in Stellite resists HCl attack while providing the hardness needed to withstand any abrasive components in the PVC formulation. Corrosive wear rates of Stellite-overlaid screws in PVC service are 8× to 12× lower than nitrided 4140 steel. For flexible PVC with higher plasticizer content and longer residence times, some processors specify Hastelloy C-276 overlay for maximum corrosion protection despite its lower hardness. For CPVC (which evolves more aggressive HCl at higher processing temperatures), Stellite 12 or Hastelloy C-276 is mandatory; nitrided steel will fail within months.
6. How does screw diameter affect alloy selection?
Screw diameter is critical because it determines the magnitude of bending and torsional stresses on the screw body. Larger screws (above 120 mm diameter) experience higher absolute torque, requiring higher toughness in both core alloy and overlay. For screws above 100 mm, brittle overlay alloys applied at excessive thickness carry fracture risk during start-up or surge conditions. Practical guidance: use PTA overlays at thickness below 2.5 mm for screws above 100 mm diameter, and prefer tougher alloy chemistries (Stellite over high-Cr white iron, for example). For very large diameter screws above 200 mm, consult with a materials engineer on the specific torque profile before specifying overlay chemistry — and confirm that the supplier’s machining capability accommodates the screw length without setup-induced runout that compromises clearance precision.
7. What is the impact of screw flight clearance on output and product quality?
Flight clearance directly governs leakage flow of polymer back across the flight tip from high-pressure to low-pressure side of each channel. As clearance widens through wear, leakage increases and net forward pumping efficiency drops. Increasing flight clearance from 0.1 mm to 0.5 mm in a 60 mm single-screw extruder reduces output by approximately 8% to 15% at constant screw speed (Rauwendaal, Polymer Extrusion, Hanser, 2014). The leakage flow also creates elongational mixing of the melt that can cause orientation effects and thermal history variation in the product. For color-sensitive, optically demanding, or mechanically critical applications, maintaining tight clearance through either timely maintenance or premium alloy selection is directly tied to product consistency.
8. Are there environmental and regulatory concerns affecting screw and barrel material selection?
Yes. Hexavalent chromium (Cr6+) restriction under EU REACH Regulation (EC) No 1907/2006, Annex XVII is the most significant current regulatory issue. Hard chrome plating using hexavalent chromium — historically a standard screw surface treatment — is now either restricted or subject to authorization in EU jurisdictions, with similar tightening in US EPA standards. Cobalt compounds used in WC-Co powders are also classified as potentially carcinogenic, requiring appropriate handling controls during thermal spray operations (OSHA 29 CFR 1910.1000). Buyers should request regulatory compliance documentation for all surface treatments, including current Safety Data Sheets for overlay materials, and confirm that suppliers’ processes are aligned with the customer’s geographic regulatory requirements.
9. How does processing temperature affect hot hardness of wear-resistant alloys?
Alloy hardness decreases with temperature — a phenomenon called hot hardness or thermal softening. At operating temperature, the effective hardness is the relevant comparison, not room-temperature hardness on the data sheet. Approximate hardness retention at temperature: D2 retains 50–55 HRC at 400°C (from 60–62 at room temperature); H13 retains 42–48 HRC at 450°C; Stellite 6 retains 35–40 HRC at 600°C; HVOF WC-Co retains above 900 HV at 500°C. For polymer processing above 380°C barrel temperatures (PEEK, PPS, high-temp fluoropolymers), hot hardness becomes the governing selection criterion, and cobalt-base alloys or WC-Co coatings are strongly preferred over conventional tool steels regardless of room-temperature hardness specifications.
10. What should procurement teams evaluate when qualifying a new screw and barrel supplier?
Procurement qualification should prioritize five criteria: (1) Material certification capability — can the supplier provide EN 10204 3.1 certificates for every alloy used, including hardfacing powders? (2) In-house testing capability — does the supplier have on-site hardness testing, metallographic preparation, and access to ASTM G65 wear testing? (3) Vertical integration — which production steps are performed in-house versus outsourced? Casting, heat treatment, hardfacing, and final grinding control should ideally be under one roof. (4) Quality management certification — minimum ISO 9001:2015, with IATF 16949 for automotive supply chains. (5) Technical application engineering support — can the supplier’s engineering team specify the correct alloy for your specific polymer, filler, operating conditions, and screw geometry? Suppliers satisfying all five criteria deliver field life that consistently outperforms commodity alternatives at lower TCO over the equipment’s service horizon.
Decision Matrix: Quick Reference for 2026 Sourcing
| Processing Condition | Filler Level | Corrosivity | Recommended Screw Alloy | Recommended Barrel Construction |
|---|---|---|---|---|
| Unfilled commodity polymers (PE, PP) | 0% | Low | 4140 nitrided | Standard bimetallic iron-base |
| Unfilled engineering resins (PA, PET) | 0% | Moderate | 4140 nitrided or H13 | Standard bimetallic |
| Low glass fill | 10–15% | Low | D2 or H13 | Standard bimetallic |
| Moderate glass fill | 15–30% | Low | D2 or CPM 10V bimetallic | High-Cr bimetallic |
| High glass fill | 30–60% | Low | CPM 10V/15V bimetallic | High-Cr or WC bimetallic |
| Rigid PVC | 0% | High | Stellite 6 overlay | Ni-alloy bimetallic |
| Flexible PVC | 5–20% | High | Stellite 12 overlay | Ni-alloy bimetallic |
| Halogenated FR compounds | 10–30% | High | Stellite 12 or Hastelloy C-276 | Ni-alloy bimetallic |
| Fluoropolymers (PVDF, PTFE) | 0–15% | Very High | Hastelloy C-276 overlay | Ni/Mo alloy bimetallic |
| Glass + corrosive FR | 20–40% | High | WC-CrC-Ni spray over Stellite base | WC bimetallic + Ni liner |
| Carbon fiber compounds | 10–30% | Low–Moderate | CPM 10V + HVOF WC-Co tip | WC bimetallic |
| Recycled polymer streams | Variable | Variable | One tier above virgin equivalent | One tier above virgin equivalent |
Summary: The Three Decisions That Determine Field Life
After working through hundreds of specifications for screw and barrel assemblies, three decisions consistently separate high-performing installations from premature failures:
First, identify the dominant wear mechanism — abrasive, adhesive, corrosive, or erosive — and match the alloy chemistry to that mechanism rather than to a generic “wear resistant” label. Misidentified mechanisms drive 80%+ of premature failures.
Second, demand vertically integrated suppliers who control casting, heat treatment, hardfacing, and final machining in-house, with documented certification at every step. Outsourced production introduces process control variability that shows up as inconsistent field life — variability that vertical integration eliminates.
Third, calculate TCO honestly over a 36-month horizon. The cheapest assembly to purchase is almost never the cheapest assembly to operate. Premium alloys, correctly specified, generate 1.5× to 3.5× cost advantage over commodity alternatives when the calculation includes downtime, labor, quality losses, and energy.
At China Bloom, we build screws and barrels from raw alloy to finished assembly inside one facility — casting, machining, heat treatment, hardfacing, and final grinding all under documented quality control. Every assembly ships with full material certification, multi-point hardness mapping, and dimensional inspection records. Engineers and procurement teams who want to discuss a specific specification, evaluate alternatives to a current sourcing arrangement, or request wear test data for a particular alloy can reach our engineering team directly at [contact link].
References and Sources
- The Business Research Company. Feed Screw Barrel Global Market Report 2026.
- Spherical Insights LLP. Global Feed Screw Barrel Market Analysis 2025–2035.
- Industry Research. Screw and Barrel Market Size and Outlook 2026.
- Rauwendaal, C. Polymer Extrusion, 5th Edition. Hanser Publishers, 2014.
- ASM International. Wear: Materials, Mechanisms and Practice. 2005.
- Davis, J.R. Corrosion: Understanding the Basics. ASM International, 2000.
- Antony, P.J. et al. Wear, Volume 264. Elsevier, 2008.
- Sidhu, T.S. et al. Surface Engineering. 2007.
- Baptista, A. et al. Surface and Coatings Technology, Volume 408. 2021.
- Guilemany, J.M. et al. Journal of Thermal Spray Technology, Volume 32. 2023.
- Plastics Technology. Bimetallic Screw Service Life Comparison Studies. 2022.
- Plastics and Rubber Processing. Energy Consumption and Clearance Studies. 2021.
- U.S. Bureau of Labor Statistics. Occupational Employment and Wage Statistics. 2024.
- Laser Institute of America. Industrial Laser Market Report. 2024.
- EU REACH Regulation (EC) No 1907/2006, Annex XVII.
- ASTM E18, E92, G65, G99, G119, C633 — ASTM International.
- EN 10204 Material Certification Standard — European Committee for Standardization.
- ISO 9001:2015 and IATF 16949 Quality Management System Standards.
About the Author Kara, is Bloom’s CEO with 26 years of experience in extruder screw and barrel metallurgy. M.Sc. Materials Engineering.
Direct contact: kara@ttxalloy.com
About BLOOMdesigns and manufactures precision screws and barrels for plastics, rubber, and food extrusion. With in-house centrifugal casting, heat treatment, PTA hardfacing, HVOF thermal spray, and CMM-verified final machining, we deliver fully documented assemblies with single-source accountability.




