Ask three plastics processors what compression ratio their screw needs and you will often get three confident, conflicting answers — and at least one will be confusing compression ratio with L/D. The compression ratio is one of the most quoted and least understood screw parameters: a single number that quietly decides whether your material melts completely, runs cool enough not to scorch, and pumps at stable output. Get it right and the screw disappears into smooth production; get it wrong and you get unmelted particles, burnt streaks, or surging.
By the BLOOM Engineering Team
As a factory that designs and manufactures extruder screws, we choose a compression ratio for every custom screw we build, matched to the customer’s material. This guide explains what the compression ratio actually is, how it differs from L/D, the typical values for common materials, what goes wrong when it is mismatched, and how to determine the right one for your application.
1. What Is Extruder Screw Compression Ratio?
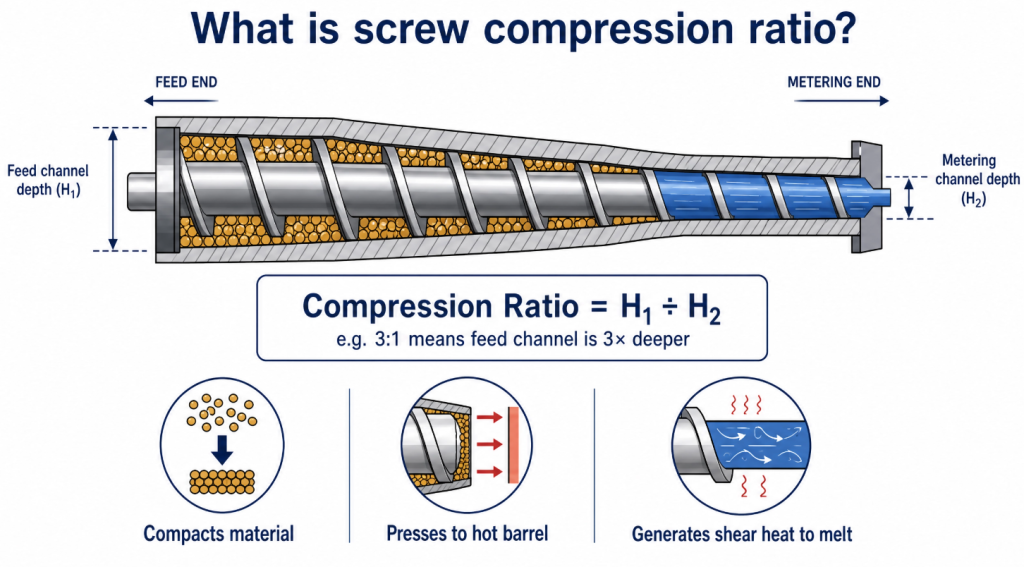
The compression ratio of an extruder screw is simply the feed channel depth divided by the metering channel depth — the depth of the screw channel where pellets enter, divided by the depth where the melt exits. Industry experts state it the same way: the compression ratio is the feed depth (H1) divided by the metering depth (H2), and it applies to all screws (Plastics Technology: why compression ratio is important).
A 3:1 compression ratio means the feed channel is three times deeper than the metering channel. As material moves from the deep feed section to the shallow metering section, that volume reduction does three things:
- Compacts the material, squeezing out the air between pellets.
- Presses the polymer against the hot barrel wall for efficient heat transfer.
- Generates shear heat that completes the melting.
That third point is the one most people miss. The compression ratio is not just about feeding enough material — it also determines how much shear energy goes into melting. Industry guidance is explicit that the compression ratio has to be established not only to feed enough solid polymer, but also to introduce enough shear heating to complete melting (Plastics Technology: why compression ratio is important). Roughly speaking, a 4:1 ratio puts about twice the energy into the polymer as a 2:1 ratio. This is why heat-sensitive materials need low compression ratios — less shear energy, less heat — while stubborn-to-melt materials need higher ones.To measure the ratio on a screw you already have, see how to measure the compression ratio of an existing extruder screw.
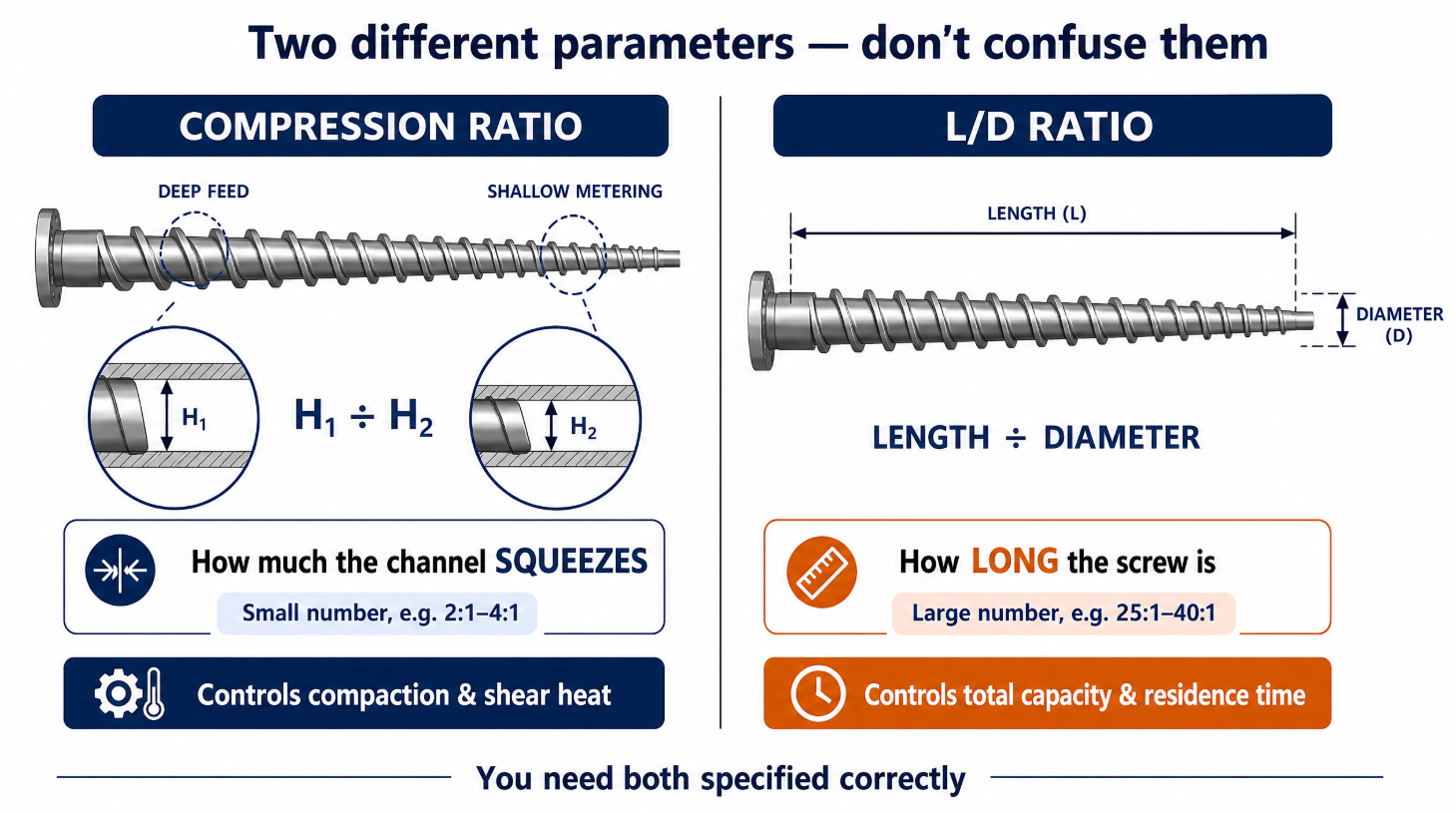
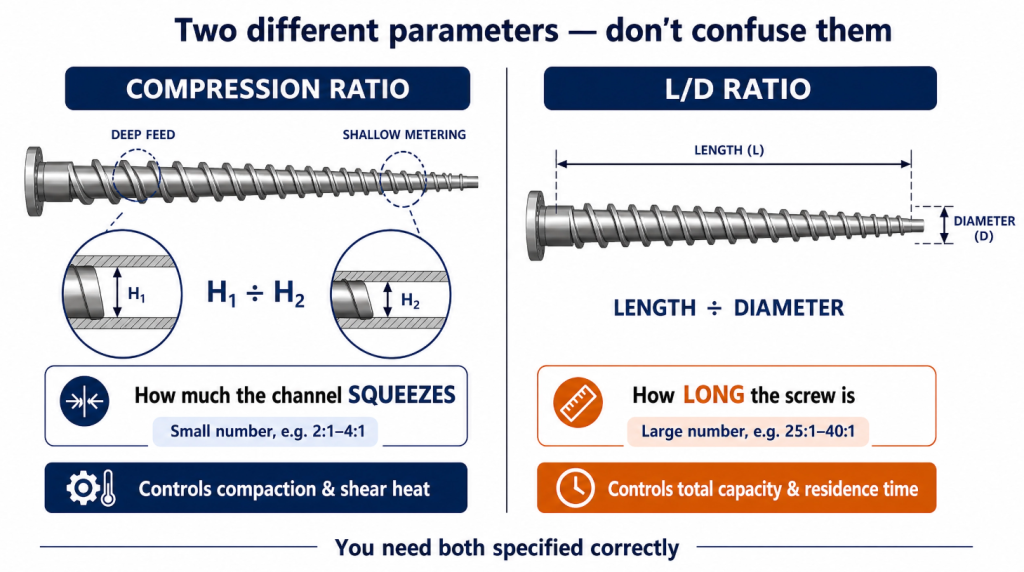
2. Compression Ratio vs L/D Ratio: Don’t Confuse Them
The single most common mistake we see is confusing compression ratio with L/D ratio. They are completely different parameters describing different things, and mixing them up leads to specifying the wrong screw.
| Parameter | What it is | What it controls |
|---|---|---|
| Compression ratio | Feed channel depth ÷ metering channel depth | Compaction, shear heat, melting energy |
| L/D ratio | Screw length ÷ screw diameter | Total processing capacity, residence time, room for venting/mixing |
Compression ratio is about the depth profile along the screw — how much the channel shrinks from feed to metering. A typical value is a small number like 2:1 to 4:1.
L/D ratio is about the overall length of the screw relative to its diameter — how much total work the screw can do. A typical value is a larger number like 25:1 to 40:1.
A screw can be long (high L/D) with a gentle depth profile (low compression ratio), or short with an aggressive one — they are independent. You need both specified correctly. Our L/D ratio guide covers that parameter in depth; this article is about compression ratio. Both feed into the overall screw design, alongside the screw type — see our extruder screw types guide.
A useful way to remember it: L/D is how long the screw is; compression ratio is how much it squeezes. Both matter, and they are not the same number.
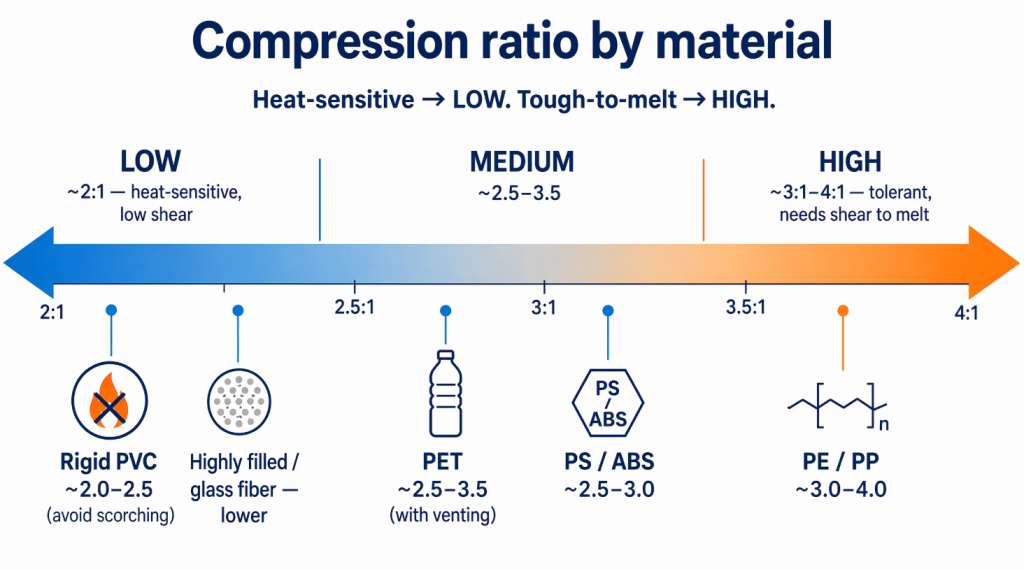
3. Compression Ratio by Material: A Reference Table
Because the compression ratio governs how much shear heat goes into the melt, the right value depends mostly on the material — specifically, how heat-sensitive it is and how hard it is to melt. The most common customer mistake after the L/D confusion is using one “universal” compression ratio for everything, or copying a value from a different material or machine.
Here are the typical ranges we work with, by material:
| Material | Typical compression ratio | Why |
|---|---|---|
| Rigid PVC | ~2.0–2.5 (low) | Heat-sensitive — low shear to avoid scorching |
| PE / PP | ~3.0–4.0 (high) | Tolerant, needs more shear to melt fully |
| PET | ~2.5–3.5 (medium) | Moderate, paired with venting |
| PS / ABS | ~2.5–3.0 (medium) | Moderate melt behavior |
| Highly filled / glass-fiber | Lower (toward 2:1) | Avoid overheating; filler adds shear |
The pattern is clear and worth internalizing:
- Heat-sensitive materials (PVC) get LOW compression ratios — around 2:1 — because they scorch if you put too much shear energy in. PVC’s low ratio is the textbook case, and it pairs with the low-shear, often counter-rotating screws we discuss in our PVC extruder screw and barrel guide.
- Tolerant, harder-to-melt materials (PE, PP) get HIGHER ratios — 3:1 to 4:1 — because they can take the shear and need it to melt completely. For LLDPE specifically, industry analysis puts the optimal compression ratio around 2.8 for standard pellet feedstock, varying with bulk density (Plastics Technology: how compression ratio impacts performance).
- Filled and glass-fiber materials trend lower to avoid overheating, since the filler itself adds shear and abrasion.
These are starting ranges, not absolute rules — which is the critical caveat in the next section.
4. Why There Is No Single “Correct” Compression Ratio for a Material
Here is the nuance that separates a good screw from a generic one: even for a single material, there is no one ideal compression ratio. The values in the table are starting points, not fixed answers. Industry experts are blunt about this — there is no ideal compression ratio for a specific polymer without considering many other variables, and the use of “standard” compression ratios for certain polymers has produced many poorly designed screws (Plastics Technology: why compression ratio is important; Plastics Technology: the limits of compression ratio).
Several variables shift the right value:
Feedstock bulk density and form. The compression ratio must keep the metering section full and pressurized, and that depends on the bulk density of the feed. The same polymer as pellets, regrind, powder, or fluff needs different ratios — regrind and film flake have lower bulk density and need a different ratio than virgin pellets.
The process and target melt temperature. The same polymer run for different products may need different melt temperatures — sheet extrusion and fiber drawing can differ by tens of degrees — and that changes the ideal ratio.
Screw type. A key point many people miss: a barrier screw separates melting from metering, so the feed-to-metering depth relationship no longer has to control melting. With a barrier screw, the metering depth can be set for head pressure, melt temperature, and mixing independently of the feed depth (Plastics Technology: the limits of compression ratio). So the “compression ratio” matters most on conventional screws and means something different on barrier screws.
The compression ratio alone doesn’t define the screw. The ratio tells you the relationship between feed and metering depth, not the actual depths or section lengths. Two screws with the same compression ratio but different absolute depths perform very differently. This is why we design the actual channel depths and section lengths, not just hit a target ratio.
The practical takeaway: a compression ratio from a table gets you in the right neighborhood, but the right value for your line depends on your feedstock, process, and screw type — which is exactly why letting an experienced screw maker set it (section 6) beats copying a number.
5. What Goes Wrong When the Compression Ratio Is Mismatched
When the compression ratio is wrong for the material, the failures are predictable — and they are some of the most common problems we are called about. They split cleanly into “too high” and “too low.”
Compression Ratio Too High
A compression ratio that is too high for the material puts in too much shear energy and heat. The results:
- Scorching, discoloration, and degradation — especially on heat-sensitive materials like PVC. This is the classic mistake: running PVC on a high-compression screw meant for polyolefins, and getting burnt, yellowed, black-specked product. The melt simply gets too hot.
- Excessive melt temperature and shear — even on tolerant materials, too high a ratio overheats the melt, harming properties and, in the worst case, degrading the polymer.
- Melting-rate limitations and high screw wear — counterintuitively, too high a ratio can actually limit melting performance and accelerate screw wear, as industry analysis confirms (Plastics Technology: how compression ratio impacts performance).
Compression Ratio Too Low
A compression ratio that is too low does not put in enough energy to melt and pressurize properly:
- Incomplete plasticization and unmelted particles — the material does not fully melt, leaving unmelted granules that show up as defects (gels in film, weak spots, inconsistent product).
- Low output and low rates — too low a ratio can cause low rates and low specific rates, because the metering section is not kept full and pressurized (Plastics Technology: how compression ratio impacts performance).
- Unstable output and pressure — insufficient compression can leave the screw under-filled and surging.
| Symptom | Likely cause | Direction to correct |
|---|---|---|
| Scorch, discoloration, black specks | Compression ratio too high (heat-sensitive material) | Lower the ratio |
| Melt too hot, degraded properties | Compression ratio too high | Lower the ratio |
| Unmelted particles, gels | Compression ratio too low | Raise the ratio |
| Low output, surging | Compression ratio too low / underfilled | Raise the ratio |
The through-line: heat-sensitive materials fail from too-high ratios (scorch); hard-to-melt materials fail from too-low ratios (unmelts). Matching the ratio to the material’s heat sensitivity is the core of getting it right. For diagnosing these symptoms in context, see our plastic extruder troubleshooting guide.
A Note on Output and Stability
One symptom worth understanding more deeply is unstable output, because it can come from either direction and is easy to misdiagnose. The metering section can only pump steadily if it stays completely full and pressurized. If the feed channel does not deliver enough compacted material — a ratio too low for the feedstock’s bulk density — the metering section runs partially empty, and the output pulses and surges. But surging can also come from the opposite problem: a ratio so high that melting cannot keep up, leaving alternating slugs of melt and unmelted solids reaching the metering zone. Because both extremes can produce surging, the fix depends on reading the other symptoms alongside it — scorch points to too-high, unmelted particles point to too-low. This is one reason we treat output instability as a screw-design question, not just a process-setting one, and why feedstock form matters so much: switching from virgin pellets to lower-bulk-density regrind can turn a perfectly good compression ratio into a surging one without anything else changing.
6. How to Determine the Right Compression Ratio for Your Application
Bringing it together, here is how to arrive at the right compression ratio — and why the last step matters most.
Step 1 — Start with the material. The material’s heat sensitivity and melting behavior set the broad direction: low (~2:1) for heat-sensitive PVC, higher (3:1–4:1) for polyolefins, medium for PET/PS/ABS. This is the single biggest driver. Match it to your processed material first.
Step 2 — Adjust for filler and feedstock form. Glass fiber and high filler loadings trend the ratio lower (to avoid overheating). Regrind, flake, and powder feedstocks shift the ratio versus virgin pellets because of their different bulk density.
Step 3 — Account for screw type and process. A barrier screw changes the role of compression ratio entirely. Your product and target melt temperature shift the optimal value. The compression ratio is not an isolated number — it is set together with the L/D, the screw type, and the channel depths and section lengths.
Step 4 — Let an experienced screw maker confirm it. This is the step we recommend most strongly, because the compression ratio interacts with so many variables that a table value is only a starting estimate. The most reliable approach is to give your screw maker the full picture — material, filler, feedstock form, machine, output, and product — and let them set the compression ratio along with the rest of the screw geometry. Many of our customers do exactly this: they tell us what they run, and we design the compression ratio (and the actual depths and lengths behind it) to suit.
The reason this beats copying a number is everything in section 4: the ratio alone doesn’t define the screw, and the right value depends on variables a generic table can’t capture. A compression ratio specified in isolation, or borrowed from another machine, is one of the most common roots of a poorly performing screw. When you order, include your material and conditions — or a reference screw — as covered in our custom screw RFQ guide.
7. Frequently Asked Questions About Extruder Screw Compression Ratio
What is a screw compression ratio in simple terms?
It is the feed channel depth divided by the metering channel depth — how much the screw channel shrinks from where pellets enter to where melt exits. A 3:1 ratio means the feed channel is three times deeper than the metering channel. That compression compacts the material, presses it against the hot barrel, and generates shear heat to melt it.
What is the difference between compression ratio and L/D ratio?
They are different parameters. Compression ratio (feed depth ÷ metering depth, e.g., 3:1) describes how much the channel squeezes and how much shear heat it generates. L/D ratio (length ÷ diameter, e.g., 30:1) describes the screw’s overall length and total processing capacity. A screw needs both specified correctly; they are not interchangeable.
Use the calculator below to work out your screw’s compression ratio:
What compression ratio does PVC need?
Rigid PVC typically uses a low compression ratio, around 2.0–2.5:1, because PVC is heat-sensitive and a higher ratio generates too much shear heat, scorching and degrading the material. This is why running PVC on a high-compression screw designed for polyethylene causes burning and discoloration.
What compression ratio does PE or PP need?
Polyolefins like PE and PP typically use higher compression ratios, around 3.0–4.0:1, because they tolerate the shear and need it to melt completely. For LLDPE specifically, an optimal ratio around 2.8 is cited for standard pellet feedstock, varying with bulk density.
Why is my extruder scorching or degrading the material?
A common cause is a compression ratio that is too high for a heat-sensitive material — it puts in too much shear energy and overheats the melt. This is especially common when running PVC or other heat-sensitive resins on a screw designed for tougher-to-melt polymers. The fix is a lower compression ratio matched to the material.
Why am I getting unmelted particles or low output?
Often a compression ratio that is too low — not enough compression and shear to melt the material completely and keep the metering section full and pressurized. The result is unmelted particles and reduced, unstable output. The fix is a higher ratio (or a screw redesign) matched to the material and feedstock.
Can I just copy the compression ratio from another machine?
It’s risky. The right compression ratio depends on your material, filler, feedstock form (pellet vs regrind vs powder), screw type, process, and target melt temperature. A value copied from a different setup often performs poorly. Use a table value as a starting point, then have an experienced screw maker confirm it for your specific application.
Choosing the Right Compression Ratio: Final Word
The compression ratio is a small number with a large influence: it sets how much shear energy the screw puts into the melt, which decides whether your material melts completely, stays cool enough not to degrade, and pumps at stable output. The core principle is matching it to the material’s heat sensitivity — low for heat-sensitive PVC, higher for tougher-to-melt polyolefins, medium in between — while remembering that feedstock, filler, screw type, and process all shift the right value.
Two cautions carry the most weight: don’t confuse compression ratio with L/D (they are different parameters), and don’t treat a table value as a final answer (the ratio alone doesn’t define the screw, and the right value depends on variables a table can’t capture). A compression ratio set in isolation or copied from elsewhere is a common root of poor screw performance.
At BLOOM, we design and manufacture custom extruder screws with the compression ratio — and the actual channel depths and section lengths behind it — matched to your material, filler, feedstock, and process. If you are unsure what compression ratio you need, are fighting scorching or unmelted material, or want us to design the screw geometry for your application, contact our engineering team on WhatsApp — tell us your material, machine, and what you are running, and we will recommend the right compression ratio and screw design. For the related parameters, see our L/D ratio guide and extruder screw types guide, and for the complete overview, our extruder screws and barrels complete guide.




