Quick answer: the nitrided layer on a typical extruder screw is about 0.5–0.8 mm deep, with a surface hardness of roughly HV 900–1,100. That hard case is what gives a standard nitrided screw its wear and corrosion resistance — and its thinness is also the layer’s defining limitation, as we explain below.
By the BLOOM Engineering Team
The Typical Nitrided Layer: Depth and Hardness
Nitriding is a heat-treatment process that diffuses nitrogen into the steel surface — most commonly the nitriding steel 38CrMoAlA (SACM645) used for extruder screws — creating a hardened case without melting or coating anything. For extruder screws and barrels, the industry-standard specification is consistent:
| Property | Typical value |
|---|---|
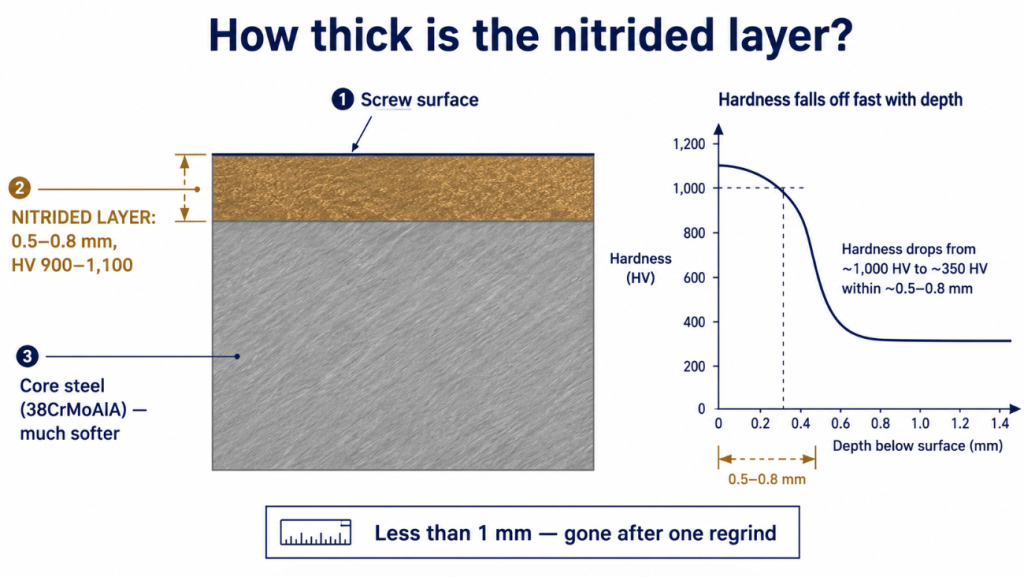
| Nitrided layer depth | 0.5–0.8 mm |
| Surface hardness | HV 900–1,100 |
| Base steel | 38CrMoAlA / SACM645 |
| Core (unaffected) hardness | Far softer than the case |
Two things are worth understanding about these numbers.
The hardness lives at the surface and falls off quickly. A nitrided case is very hard at the top but the hardness drops rapidly with depth — it is not 0.8 mm of uniform HV 1,000. This is why the “effective case depth” matters: by international standard (ISO 2639), the effective depth of a nitrided layer is measured to the point where hardness falls to a defined threshold (typically HV 400 for nitrided parts) — not to where the hardness merely differs from the core (Mikrosize: what is effective case depth). So the genuinely hard, load-bearing zone is shallower than the headline depth number.
The depth is set by time and cost. Deeper nitriding requires exponentially longer furnace time, which is why commercial screws settle in the 0.5–0.8 mm range — deep enough for real protection, shallow enough to be economical. Specifying “deeper nitriding” beyond this range raises cost quickly for diminishing benefit.
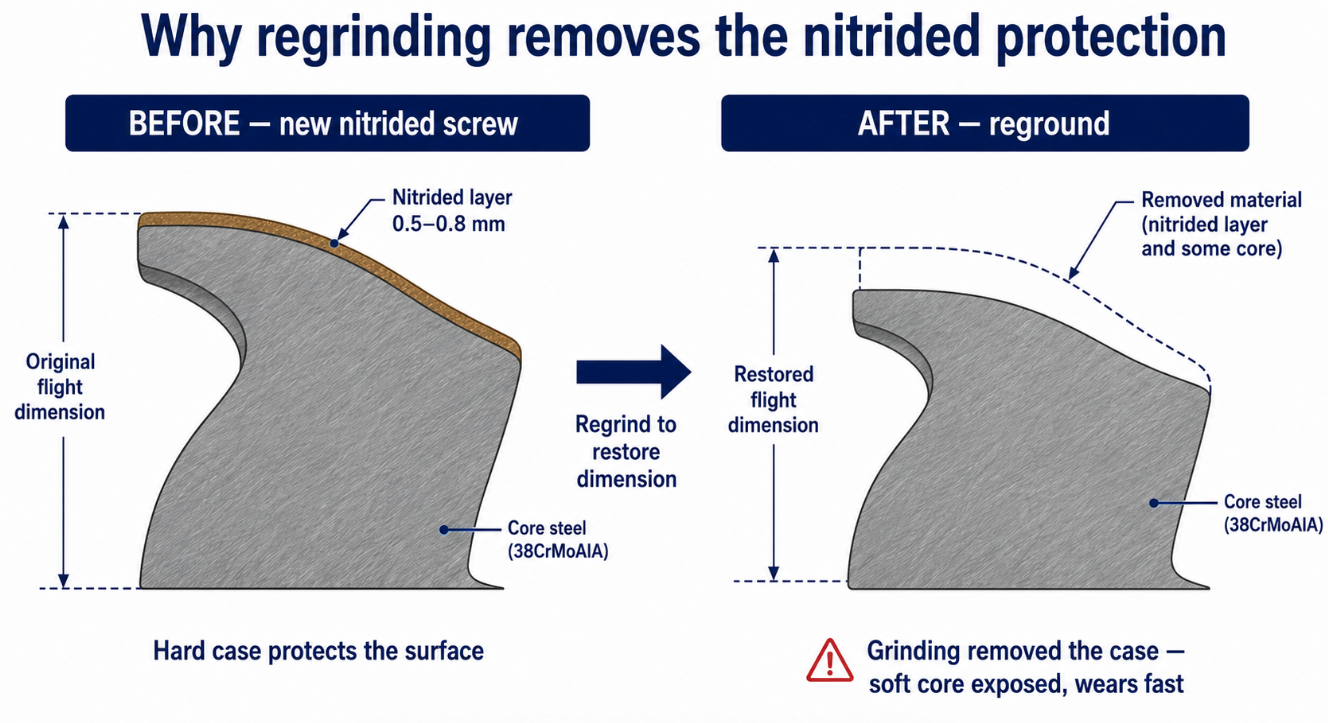
Why the Thinness Matters: The Regrinding Problem
The practical consequence of a sub-millimeter hard layer is the one that surprises screw owners most: once you regrind or machine the screw surface, the nitrided layer is gone.
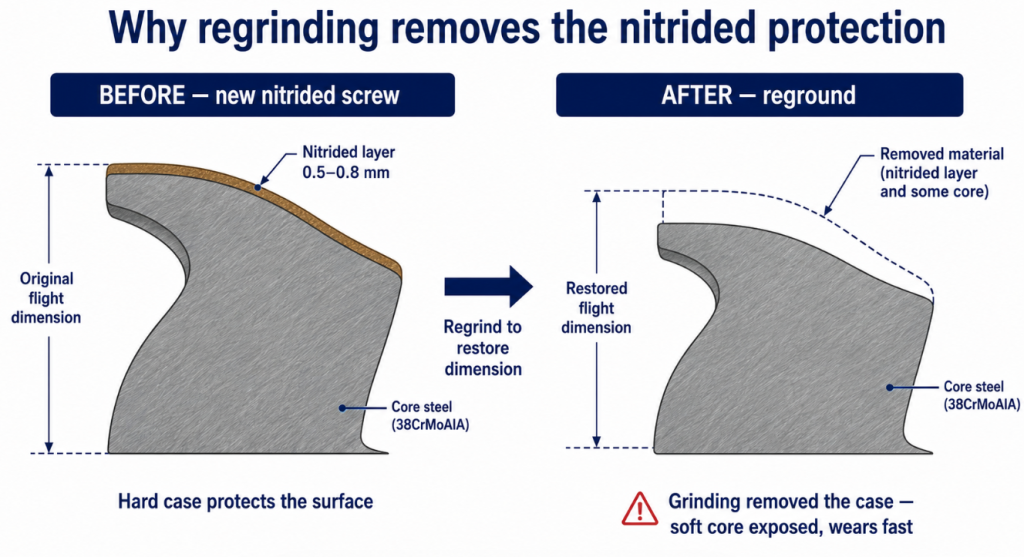
A worn screw cannot be ground back to dimension and keep its nitrided protection — the grinding removes the very case that carried the hardness, exposing the much softer core steel underneath. A reground nitrided screw without re-treatment wears out far faster than the original. This is why:
- A nitrided screw is effectively a one-life surface unless it is re-nitrided after any rework (and re-nitriding has its own limits).
- For screws expected to be rebuilt multiple times, re-weldable hardfacing is usually the more economical long-term choice — the welded alloy can be reapplied at each rebuild.
- When comparing quotes, “nitrided” on the spec sheet means a thin case, not a thick armor — and the hardness report should state the achieved depth and surface hardness.
How the Nitrided Layer Compares to Other Treatments
To put 0.5–0.8 mm in context against the other common surface treatments:
| Treatment | Protective layer | Survives regrind? |
|---|---|---|
| Nitriding | ~0.5–0.8 mm diffused case | No |
| Hard chrome plating | ~0.03–0.09 mm plated layer | No (thinner still) |
| Bimetallic barrel liner | ~2–3 mm cast alloy | N/A (thick liner) |
| Hardfacing (Colmonoy/Stellite) | Welded alloy bead | Yes — re-weldable |
Nitriding sits in the middle: far thicker than chrome plating, far thinner than a bimetallic liner. That middle position matches its role — the economical baseline for general-purpose duty, not the answer for severe abrasion or multiple rebuilds. For the full comparison of all these treatments and how to choose between them for your material, see our extruder screw coating and surface treatment guide.(For the exact numbers — depth, hardness, and what they mean — see how thick is the nitrided layer on an extruder screw.)
What to Ask Your Screw Supplier
When ordering a nitrided screw, three questions confirm you are getting the real specification:
- What nitrided depth and hardness do you achieve? A capable factory states the numbers — typically 0.5–0.8 mm and HV 900–1,100 — and can provide a hardness test report with the parts.
- Is the base steel a true nitriding steel? 38CrMoAlA/SACM645 is the standard; the aluminum in the alloy is what enables the high case hardness. A substitute steel nitrided to “look the same” will not achieve the same case.
- What happens at rebuild time? If you expect to regrind the screw later, ask about re-nitriding feasibility — or consider hardfacing instead from the start.
These checks fit into the broader supplier verification we cover in our supplier audit guide.
The Bottom Line
The nitrided layer on an extruder screw is about 0.5–0.8 mm deep at HV 900–1,100 surface hardness — hard enough for general-purpose wear and corrosion duty, thin enough that it disappears with the first regrind. Know the number, get the hardness report, and if your application is highly abrasive or your screw will see multiple rebuilds, look beyond nitriding to hardfacing or bimetallic construction.
At BLOOM, we nitride our extruder screws in-house to the standard 0.5–0.8 mm / HV 900–1,100 specification, with hardness reports provided. If you are unsure whether nitriding is enough for your material — or whether you need chrome, hardfacing, or a bimetallic barrel — ask our engineering team on WhatsApp and tell us what you process.




