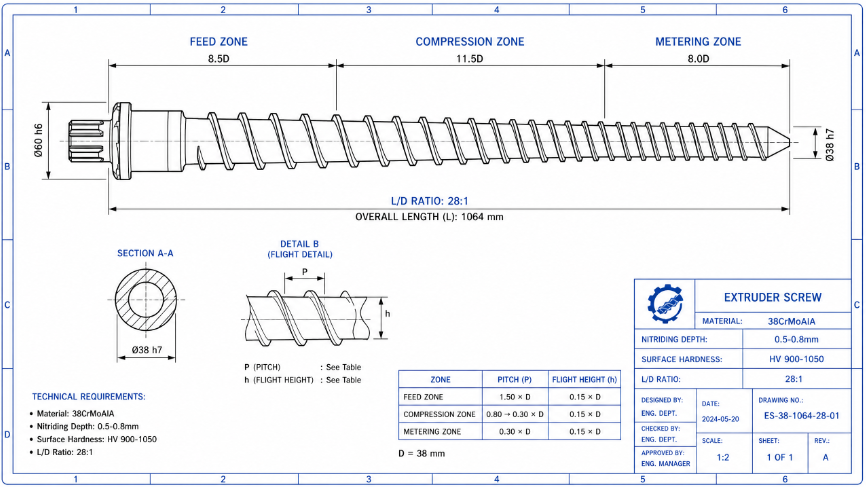
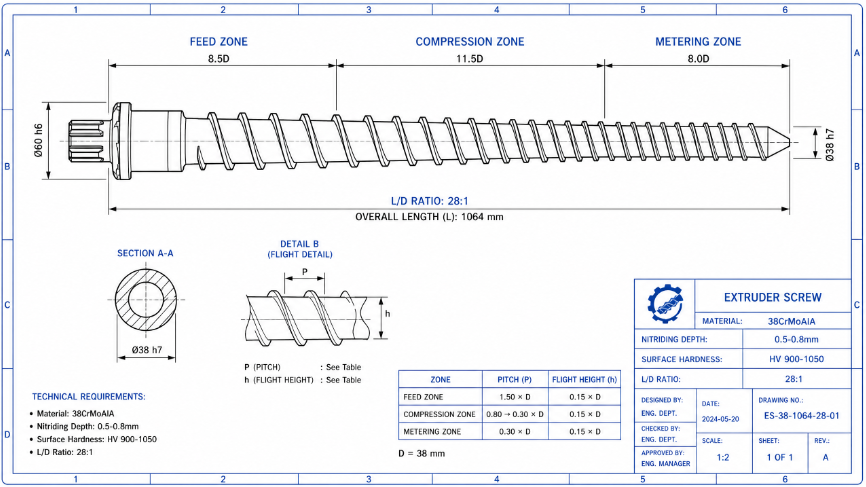
The extruder screw is a critical component in plastic processing, directly impacting product quality, production efficiency, and operational stability. The material selection for extruder screws is paramount, and 38CrMoAlA (a chromium-molybdenum-aluminum alloy steel) stands as a widely adopted choice, particularly for its excellent balance of core toughness and surface hardenability through nitriding. This guide provides a detailed overview of designing and manufacturing extruder screws using 38CrMoAlA, covering material characteristics, heat treatment processes, and machining considerations.
Material Selection: 38CrMoAlA Alloy Steel
38CrMoAlA is a high-quality nitriding steel specifically designed for components requiring high surface hardness, wear resistance, and fatigue strength, while maintaining a tough core. Its chemical composition is carefully balanced to facilitate effective nitriding.
Chemical Composition
The typical chemical composition of 38CrMoAlA is as follows :
| Element | Content (%) |
| Carbon (C) | 0.35 – 0.42 |
| Silicon (Si) | 0.20 – 0.45 |
| Manganese (Mn) | 0.30 – 0.60 |
| Chromium (Cr) | 1.35 – 1.65 |
| Molybdenum (Mo) | 0.15 – 0.25 |
| Aluminum (Al) | 0.70 – 1.10 |
| Sulfur (S) | ≤ 0.035 |
| Phosphorus (P) | ≤ 0.035 |
•Chromium (Cr): Enhances hardenability and forms stable nitrides, contributing to surface hardness and wear resistance.
•Molybdenum (Mo): Improves hardenability, refines grain structure, and enhances high-temperature strength and creep resistance.
•Aluminum (Al): The most crucial element for nitriding, as it forms extremely stable and hard aluminum nitrides (AlN) during the nitriding process, leading to a very hard surface layer.
Mechanical Properties
Before nitriding, 38CrMoAlA undergoes quenching and tempering to achieve optimal core properties. Typical mechanical properties after quenching and high-temperature tempering include :
| Property | Value |
| Tensile Strength (Rm) | ≥ 980 MPa |
| Yield Strength (Rp0.2) | ≥ 835 MPa |
| Elongation (A) | ≥ 14 % |
| Reduction of Area (Z) | ≥ 50 % |
| Impact Energy (Akv) | ≥ 71 J |
| Hardness (HBS) | 285 – 321 |
These properties ensure the screw has sufficient core strength and toughness to withstand the high torsional and bending stresses encountered during extrusion.
Heat Treatment Process
The heat treatment of 38CrMoAlA is a two-stage process: initial quenching and tempering for core properties, followed by nitriding for surface hardening.
Quenching and Tempering (Q&T)
This process establishes the desired microstructure and mechanical properties of the screw’s core before nitriding. It involves:
1.Quenching: Heating the screw to an austenitizing temperature (e.g., 930-970°C) for a sufficient period, followed by rapid cooling (e.g., oil quenching). This forms a martensitic structure.
2.High-Temperature Tempering: Reheating the quenched screw to a temperature (e.g., 580-620°C) below the transformation range, holding, and then cooling. This process reduces brittleness, improves toughness, and achieves the specified core hardness (typically 28-32 HRC or 285-321 HBS) . Proper tempering is crucial to ensure a uniform, fine, tempered pearlite structure, which is ideal for subsequent nitriding .
Nitriding
Nitriding is a surface hardening process that introduces nitrogen into the steel surface, forming hard nitrides. Gas nitriding is the most common method for 38CrMoAlA screws.
1.Pre-treatment: The screw surface must be thoroughly cleaned and free of oxides or contaminants. Sometimes, anti-nitriding coatings are applied to areas where nitriding is not desired .
2.Gas Nitriding: The screw is heated in an ammonia (NH3) atmosphere at a controlled temperature (typically 500-530°C) for an extended period (e.g., 24-80 hours) . The ammonia dissociates, releasing active nitrogen atoms that diffuse into the steel surface and react with alloying elements (especially aluminum, chromium, and molybdenum) to form stable nitrides.
3.Key Parameters:
•Temperature: Lower temperatures (e.g., 500-530°C) are preferred to minimize distortion and maintain core properties, but require longer times.
•Time: Determines the nitrided layer depth. Longer times yield deeper layers.
•Ammonia Dissociation Rate: Controlled to ensure a balance between nitrogen potential and the formation of a brittlecompound layer.
4.Post-nitriding: Slow cooling to prevent thermal shock and distortion. The nitrided layer typically achieves a surface hardness of HV 900-1050 (approximately HRC 55-60) and a case depth of 0.5-0.8mm .
Importance of Proper Heat Treatment
Proper quenching and tempering ensure the screw’s core has sufficient strength and toughness to resist bending and torsional stresses. Correct nitriding parameters are crucial for achieving the desired surface hardness, wear resistance, and fatigue strength without forming a brittle white layer that could spall off during operation.
Machining and Manufacturing Process
The manufacturing of 38CrMoAlA extruder screws involves several precision machining steps.
Blank Preparation
•Material Inspection: Verify the chemical composition and mechanical properties of the raw 38CrMoAlA bar stock.
•Rough Machining: Turn the bar stock to near-net shape, leaving sufficient material for subsequent finishing and heat treatment allowances.
Quenching and Tempering
As described in Section 3.1, the Q&T process is performed on the rough-machined blank to establish core properties.
Semi-Finishing Machining
•Thread Milling/Grinding: Precisely machine the screw flights and root diameter. This step is critical for achieving the correct screw geometry and compression ratio. Due to the high hardness after Q&T, carbide tools are typically used.
•Keyway and Other Features: Machine keyways, splines, and other features according to design specifications.
Nitriding
After semi-finishing, the screw undergoes the gas nitriding process (Section 3.2) to create the hard surface layer.
Finish Grinding and Polishing
•Finish Grinding: After nitriding, the screw surface is typically finish ground to achieve the final precise dimensions, surface finish, and concentricity. This step removes any slight distortion from nitriding and ensures tight tolerances for optimal performance within the barrel.
•Polishing: The screw flights are polished to a high surface finish to reduce friction, prevent material adhesion, and improve melt flow characteristics.
Design Considerations for 38CrMoAlA Screws
When designing extruder screws from 38CrMoAlA, several factors must be considered to optimize performance and lifespan.
Screw Geometry
•L/D Ratio: The length-to-diameter ratio is crucial for residence time and melt homogeneity. Common ratios range from 24:1 to 40:1, depending on the polymer and application .
•Flight Design: Optimize flight depth, pitch, and root diameter for efficient conveying, compression, and metering. The compression ratio should be tailored to the specific polymer being processed.
•Mixing Elements: Incorporate mixing sections (e.g., Maddock mixers, barrier flights) to enhance melt homogeneity and temperature uniformity, especially for polymers requiring thorough mixing.
Material Compatibility
•Polymer Type: 38CrMoAlA screws are best suited for non-abrasive, non-corrosive polymers (e.g., PP, PE, ABS, PS). For abrasive or corrosive materials, consider alternative materials or surface treatments (e.g., bimetallic barrels, tungsten carbide coatings).
•Barrel Material: The extruder barrel should also be made from a wear-resistant material, often nitrided steel or bimetallic alloys, to ensure a balanced wear rate between the screw and barrel.
Structural Integrity
•Root Diameter: Ensure sufficient root diameter to provide adequate torsional strength, especially in the metering section where stresses are highest.
•Stress Concentration: Minimize sharp corners and abrupt changes in cross-section to reduce stress concentration points, which could lead to fatigue failure.
Quality Control and Inspection
Rigorous quality control is essential throughout the manufacturing process to ensure the performance and reliability of 38CrMoAlA extruder screws.
•Material Certification: Verify the chemical composition and mechanical properties of the raw material.
•Dimensional Inspection: Measure critical dimensions (diameter, L/D, flight geometry, concentricity) at various stages of machining.
•Hardness Testing: Conduct hardness tests (e.g., Rockwell, Vickers) on the core after Q&T and on the surface after nitriding to confirm specified hardness levels.
•Nitrided Layer Depth and Microstructure: Perform metallographic examination to verify the nitrided layer depth, diffusion zone, and absence of a brittle white layer.
•Surface Finish: Inspect the surface finish and polish to ensure smooth material flow and prevent adhesion.
•Non-Destructive Testing (NDT): Employ NDT methods (e.g., magnetic particle inspection) to detect any surface or subsurface defects.
38CrMoAlA remains a highly valuable material for extruder screws, offering a robust and cost-effective solution for processing a wide range of general-purpose, non-abrasive polymers. Its ability to achieve high surface hardness through nitriding while retaining excellent core toughness makes it a reliable choice for many extrusion applications. By carefully adhering to material specifications, precise heat treatment protocols, and meticulous machining processes, manufacturers can produce high-performance 38CrMoAlA screws that contribute to efficient and stable plastic processing operations.




