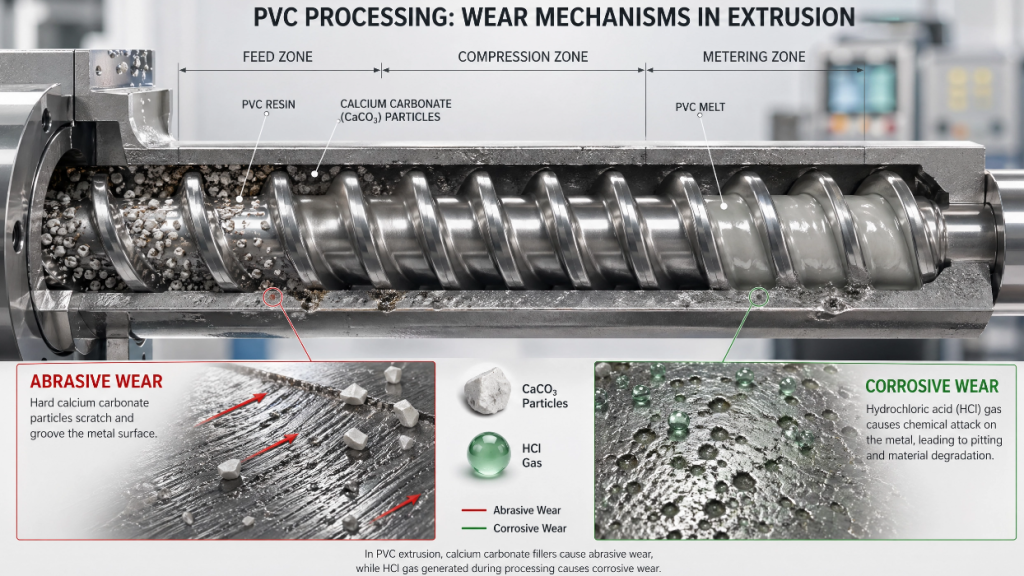
PVC extrusion is a demanding process where extruder screws are subjected to significant abrasive and corrosive wear due to the nature of PVC compounds, which often contain hard fillers and can release corrosive hydrochloric acid (HCl) upon thermal degradation [1]. To combat these harsh conditions and extend the operational lifespan of these critical components, a range of sophisticated material and surface engineering techniques have been developed. This document delves into the specifics of these technologies, providing a detailed comparison to aid in informed decision-making.
2. Wear Resistance Technologies
2.1. Nitriding (Gas & Ion/Plasma)
2.1.1. Technical Principle
Nitriding is a thermochemical diffusion process designed to enhance the surface hardness of ferrous alloys by introducing nitrogen atoms. This process typically occurs at temperatures ranging from 495°C to 565°C. In gas nitriding, ammonia (NH3) serves as the nitrogen source, dissociating on the steel surface to allow nitrogen diffusion. Conversely, ion/plasma nitriding utilizes a high-voltage electrical discharge in a vacuum chamber containing nitrogen and hydrogen. The resulting ionized gas (plasma) bombards the screw surface, facilitating precise nitrogen diffusion and heating [2].
2.1.2. Advantages and Disadvantages
| Feature | Advantages | Disadvantages |
| Surface Hardness | Achieves high surface hardness (up to 65-70 HRc equivalent), significantly improving resistance to abrasive wear. | The hardened layer, or “case,” is relatively thin (typically 0.3mm to 0.6mm). Once this layer is worn through, the base metal’s wear rate increases rapidly. |
| Dimensional Stability | Minimal dimensional change or distortion occurs due to the relatively low process temperatures, preserving the screw’s original geometry. | Limited inherent corrosion resistance against high concentrations of HCl, making it less suitable for highly corrosive PVC formulations without additional protection. |
| Cost-Effectiveness | Generally more cost-effective than bimetallic solutions or HVOF coatings, offering a good balance of performance and expense. | The thin nature of the hardened layer means its effectiveness is directly tied to the integrity of this surface. |
2.1.3. Application Scenarios in PVC Industry
Nitriding is a widely adopted solution for standard PVC processing, particularly for soft PVC or rigid PVC formulations with low filler content (typically less than 10% calcium carbonate). Ion nitriding is especially advantageous for long extruder screws (up to 12 meters) due to its superior process control and the ability to selectively harden specific areas through masking, ensuring optimal treatment where it is most needed [2].
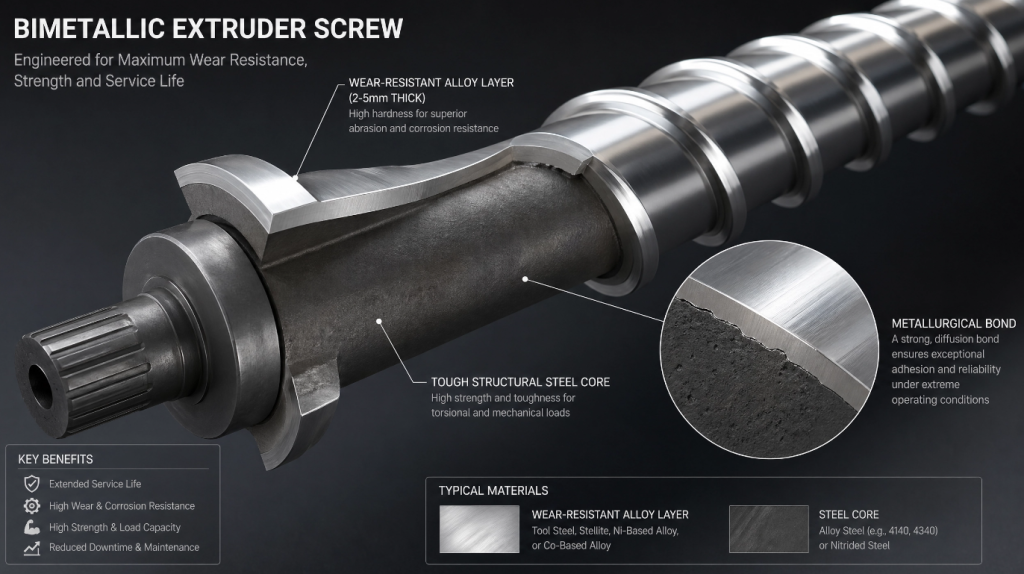
Bimetallic Technology
Technical Principle
Bimetallic screws are engineered by metallurgically bonding a thick layer (typically 2mm to 5mm) of a specialized wear-resistant alloy onto a robust structural steel core, such as AISI 4140. This bonding is commonly achieved through casting or centrifugal casting processes. The wear-resistant alloy is often based on Nickel-Boron or Tungsten Carbide, chosen for its superior hardness and resistance properties. The manufacturing process involves heating the screw and the alloy powder, allowing the alloy to melt and form a strong metallurgical bond with the core material [3].
Advantages and Disadvantages
| Feature | Advantages | Disadvantages |
| Exceptional Durability | Offers an extremely thick wear layer (up to 5mm), providing a significantly extended lifespan (3-5 times longer than nitrided screws) under severe conditions. | Involves a higher initial investment cost compared to surface treatments like nitriding, though this is often offset by reduced downtime and longer service life. |
| Combined Resistance | Provides excellent resistance to both severe abrasive wear from fillers and chemical corrosion from HCl, making it highly effective in challenging PVC environments. | The manufacturing process is more complex, and repairs can be difficult if the underlying structural core is damaged. |
| Process Stability | Helps maintain consistent screw geometry and output stability over prolonged operational periods, contributing to higher product quality. | The wear-resistant alloy layer can be brittle and may be susceptible to cracking if subjected to extreme mechanical shock or impact. |
Application Scenarios in PVC Industry
Bimetallic technology is considered essential for PVC pipe and profile extrusion, especially when processing formulations with high calcium carbonate (CaCO3) loading (exceeding 20%). It is also the preferred choice for applications involving recycled PVC or regrind materials, which often contain residual contaminants that can accelerate wear [3].
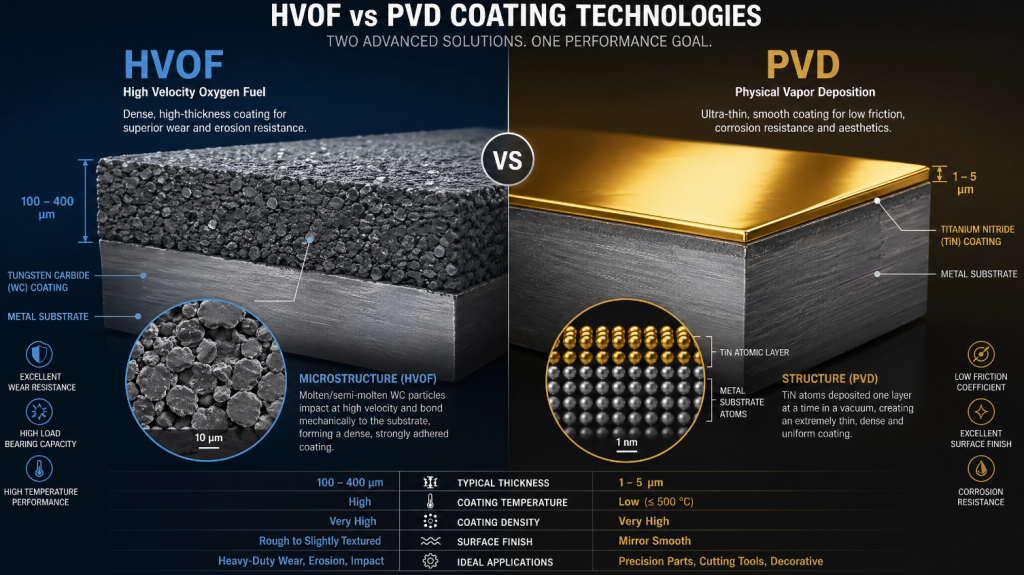
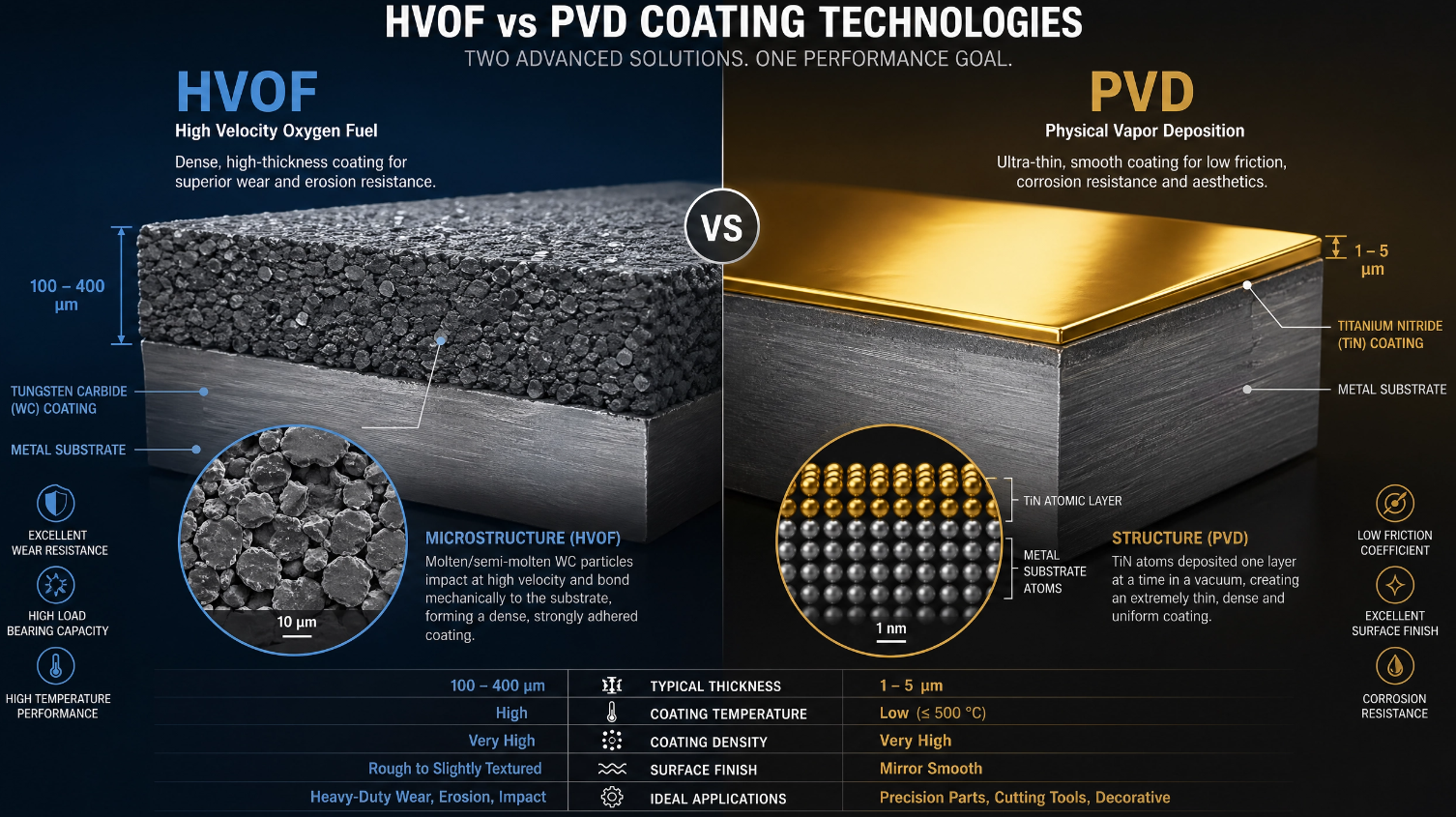
High Velocity Oxygen Fuel (HVOF) Coatings
Technical Principle
HVOF is a thermal spray process that creates highly dense and hard coatings. In this method, a mixture of fuel (either gas or liquid) and oxygen is ignited within a combustion chamber. The resulting high-pressure gas stream accelerates powder particles, typically Tungsten Carbide-Cobalt-Chrome (WC-CoCr), to supersonic velocities. These high-speed particles impact the screw surface, flattening and mechanically bonding to form a robust coating, usually between 0.2mm to 0.4mm thick [4].
2.3.2. Advantages and Disadvantages
| Feature | Advantages | Disadvantages |
| Superior Hardness | Delivers the highest surface hardness among common wear resistance treatments (often exceeding 70 HRc), providing exceptional resistance to abrasive wear. | The bond between the coating and the substrate is primarily mechanical, not metallurgical. Poor surface preparation can lead to a risk of delamination. |
| High Density | Produces coatings with very low porosity, creating an effective barrier against corrosive agents like HCl, thus enhancing corrosion resistance. | The coating can be brittle, making it sensitive to “edge effects” on screw flights and potentially prone to chipping under impact. |
| Repairability | HVOF coatings can be stripped and re-applied, allowing for the restoration of worn screw dimensions and extending component life. | The application process is complex and requires specialized equipment, leading to higher costs compared to some other methods. |
Application Scenarios in PVC Industry
HVOF coatings are typically reserved for the most demanding zones of the extruder screw, such as the compression and metering sections, where extreme abrasive wear is prevalent due to highly abrasive PVC compounds. They are also frequently applied to the flight tops of bimetallic screws to provide an additional layer of protection, further extending the lifespan of these critical components [4].
Physical Vapor Deposition (PVD) Coatings
Technical Principle
PVD is a vacuum deposition process that creates extremely thin, ceramic-like coatings on the screw surface. In this method, a solid material (e.g., Titanium or Chromium) is vaporized and then condensed onto the substrate in a nitrogen-rich environment. This process forms coatings such as Titanium Nitride (TiN), Chromium Nitride (CrN), or Aluminum Titanium Nitride (AlTiN). The resulting coating layer is remarkably thin, typically ranging from 2 to 5 microns [5].
Advantages and Disadvantages
| Feature | Advantages | Disadvantages |
| Low Friction & Anti-Sticking | Imparts extremely low friction coefficients and excellent anti-sticking properties to the screw surface, preventing polymer buildup and degradation. | The coating is exceptionally thin, meaning it cannot withstand heavy abrasive wear on its own and requires a hard underlying substrate for effective performance. |
| Corrosion Resistance | Offers excellent chemical inertness and resistance against corrosive agents like HCl, protecting the screw from chemical attack. | To prevent “eggshell” failure (cracking of the thin, hard layer), the PVD coating typically requires a very hard substrate, such as nitrided steel. |
| Surface Finish & Precision | Preserves the original surface finish and precision of the screw, which is crucial for applications requiring tight tolerances. | High cost per unit area, and the process is often limited to smaller components or specific zones of the screw due to equipment constraints. |
Application Scenarios in PVC Industry
PVD coatings are primarily utilized for their anti-sticking properties, often applied to screw tips or mixing elements to prevent PVC stagnation and thermal degradation (burning). They are also highly valued in precision extrusion applications, such as the manufacturing of medical tubing or high-precision profiles, where surface smoothness and consistent melt flow are critical for product quality [5].
3. Conclusion
The selection of an appropriate wear resistance technology for PVC extruder screws is a strategic decision that balances initial investment with long-term operational benefits. Nitriding offers a cost-effective solution for less demanding applications, while bimetallic technology provides robust protection against both abrasion and corrosion in high-filler PVC. HVOF coatings deliver superior hardness for extreme abrasive environments, and PVD coatings excel in anti-sticking and precision applications. A thorough understanding of each technology’s principles, strengths, and limitations, coupled with a detailed analysis of the specific PVC formulation and processing conditions, is paramount to optimizing screw durability, minimizing downtime, and ensuring the consistent production of high-quality PVC products.
References
[1] SHARCPM. (2025, November 27). PVC Extrusion: Key Factors Affecting Compound & Extruder Process. Retrieved from https://www.sharcpm.com/news/pvc-extrusion-key-factors-affecting-compound-extruder-process/
[2] AHT Corp. (2019, May 7). Enhancing Plastic Extruder Screws Performance with Ion/Plasma and Gas Nitriding. Retrieved from https://www.ahtcorp.com/articles/blog/enhancing-plastic-extruder-screws-performance-with-ionplasma-and-gas-nitriding/
[3] GMSCREW. (n.d.). Plastic single bimetallic screw and barrel for PVC extrusion. Retrieved from https://en.gmscrew.com/Plastic-single-bimetallic-screw-and-barrel-for-PVC-extrusion.html
[4] Sulzer. (n.d.). High velocity oxygen fuel spraying HVOF. Retrieved from https://www.sulzer.com/en/shared/services/high-velocity-oxygen-fuel-spraying-hvof
[5] Ionbond. (n.d.). The benefits of PVD coatings for plastic molding applications. Retrieved from https://www.ionbond.com/news/the-benefits-of-pvd-coatings-for-plastic-molding-applications/




