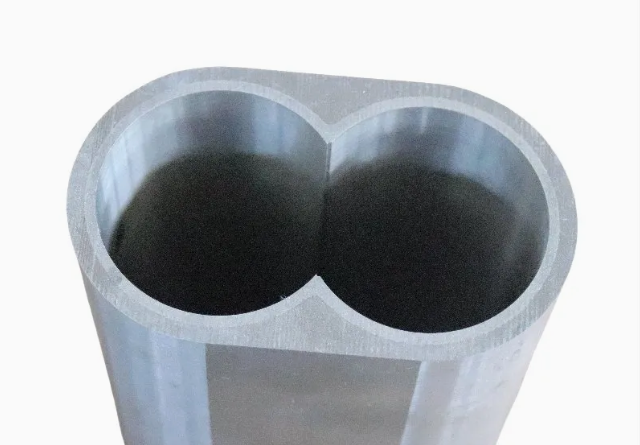
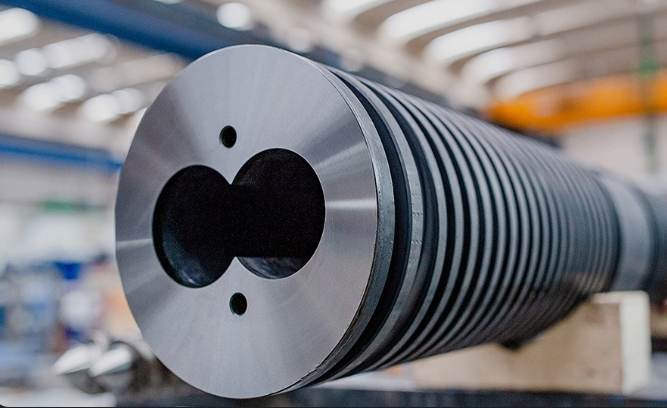
Particularly for twin-screw extruders running pipes, profiles, or pellets, the barrel liner isn’t just a part—it’s a high-stress consumable. Over the years, we’ve walked through hundreds of plastics plants and seen the same nightmare play out: picking the wrong liner material leads to frequent shutdowns, yellow or black streaks on the final product, and skyrocketing scrap rates. All of this quietly eats away at your profit margins.
Let’s cut through the fluff. We are going to look at exactly how PVC destroys your machinery from an engineering perspective, and more importantly, how to choose the right barrel liner material to fight back, keep your lines running, and save your factory money.
Why is PVC So Brutal on Twin-Screw Liners?
To pick the right armor, you need to understand the attack. When processing PVC, your barrel liner takes a beating from three different angles:
- Chemical Attack (HCl Gas Pitting): PVC is incredibly sensitive to heat and shear. If it overheats even slightly, it thermally degrades, releasing highly corrosive hydrogen chloride (HCl) gas. This acid literally eats into the metal, creating microscopic pits where more material gets trapped and burns.
- Abrasive Scouring (Hard Fillers): To cut resin costs or boost pipe stiffness, UPVC (rigid PVC) formulas are often packed with calcium carbonate (CaCO3) or titanium dioxide. Under high pressure, these abrasive particles act like liquid sandpaper, continuously grinding away the inside of your barrel.
- Mechanical Friction: Unlike single screws, twin-screw extruders (especially counter-rotating ones) generate massive radial forces. If the melt lubrication drops, you run a high risk of metal-to-metal contact between the screw flights and the barrel wall.
Material Showdown: What Can Actually Survive PVC?
There are dozens of liner alloys out there, but for PVC twin-screw applications, the conversation really comes down to three main categories. Let’s lay out their true performance.
Table 1: Extruder Barrel Liner Materials: Head-to-Head Comparison
| Material Type | Abrasive Wear Resistance (CaCO3) | Corrosion Resistance (HCl Gas) | Relative Cost | Expected Lifespan in UPVC |
| Nitrided Steel (e.g., 38CrMoAlA) | ⭐⭐ (Low) | ⭐ (Very Poor) | 💲 (Lowest) | 3 – 6 Months |
| Iron-Based Bimetallic | ⭐⭐⭐ (Medium) | ⭐⭐ (Poor to Medium) | 💲💲 (Moderate) | 6 – 12 Months |
| Nickel-Based + Tungsten Carbide | ⭐⭐⭐⭐⭐ (Excellent) | ⭐⭐⭐⭐⭐ (Excellent) | 💲💲💲 (Highest) | 18 – 36+ Months |
- Nitrided Steel: This is the default factory setting for budget machines. It has a hard surface, but the nitrided layer is paper-thin (usually 0.5–0.8 mm). Once the calcium carbonate scratches through that crust, the soft iron underneath is exposed to HCl gas, and the barrel fails rapidly.
- Iron-Based Bimetallic: A step up from nitriding. The centrifugally cast alloy layer offers better wear resistance. However, because its base is still iron, it simply cannot withstand the severe acidic environment of degrading PVC for long.
- Nickel-Based / Cobalt-Based Bimetallic (The Ultimate Fix): This is the gold standard. By replacing iron with a high percentage of Nickel (Ni) or Cobalt (Co) mixed with Chromium (Cr), the liner becomes virtually immune to HCl corrosion. For high-wear applications, Tungsten Carbide (WC) is added to the matrix. This “Nickel + Tungsten” combo blocks both acid pitting and mechanical wear simultaneously.
Selection Matrix: Match the Liner to Your Process
Don’t just buy the most expensive option blindly; buy what makes mathematical sense for your specific formulation.
Table 2: Selection Guide Based on PVC Formulation
| Your PVC Process | Key Challenge | Recommended Liner Material | Why It Works |
| UPVC Pipe / Profile (>20% CaCO3 Filler) | High Abrasion + Moderate Corrosion | Nickel-Based Alloy + Tungsten Carbide (WC) | The Tungsten Carbide fights the abrasive chalk, while the Nickel matrix stops the acid pitting. |
| Medical / Clear Soft PVC (Low Filler) | Material Stagnation & Contamination | Pure Nickel/Cobalt Alloy (No Tungsten) | Polishes to a mirror finish. Prevents material hang-up and degradation, ensuring zero black spots. |
| CPVC (Chlorinated PVC) | Extreme Chemical Corrosion | Premium Cobalt/Nickel-Based Alloy | CPVC releases far more aggressive acids than standard PVC. Standard metals will be destroyed in weeks. |
Real-World ROI: A Case Study
Let’s look at the actual numbers. A large UPVC profile manufacturer in the Middle East was running parallel twin-screw extruders with a high-calcium recipe. They were burning through standard nitrided liners every six months. As the barrels wore out, wall thickness varied, and they faced massive customer rejections due to yellow degradation lines.
We stepped in and upgraded their metering and extrusion zones to a custom Ni60 Nickel-based + Tungsten Carbide bimetallic liner.
The Result: The machine ran continuously for 24 months with no significant deviation in barrel clearance. The scrap rate dropped from 4% to under 0.5%. Yes, the bimetallic liner cost roughly 40% more upfront, but by eliminating three major teardowns and reducing scrap, the plant manager reported saving tens of thousands of dollars in a single year.
3 Non-Negotiable Habits to Extend Liner Life
Even a top-tier bimetallic liner can be ruined by bad operator habits. Make sure your team follows these rules:
- Never Skip the Purge: PVC left baking in a hot barrel is a ticking time bomb. Before shutting down, you must completely push out the PVC using a dedicated purging compound or high-density PE.
- Monitor Heater Bands Religiously: A single broken thermocouple or runaway heater band will cause local overheating. The PVC will carbonize in that exact spot, releasing concentrated acid that chews through the metal.
- Check Clearances During Maintenance: Don’t wait for a catastrophic failure. Make it a habit to measure the screw-to-barrel clearance using a feeler gauge or lead wire every six months.
Bottom line: In the world of twin-screw PVC extrusion, cheap parts are incredibly expensive. Investing in the right bimetallic metallurgy upfront is the easiest way to turn your extruder back into a reliable, money-making asset.
About the Author & Engineering Team
This guide is brought to you by the engineering team at BLOOM. With over a decade of hands-on experience in polymer processing, our factory specializes in customizing high-performance extruder screws and barrels. We focus on solving severe wear and corrosion challenges for extrusion plants worldwide. Need a custom solution? Visit us at extruder-parts.com to consult with our technical experts.
Frequently Asked Questions (FAQs)
1. Can a worn-out extruder liner be repaired, or do I have to throw it away?
In some cases, it can be repaired. If you have a bimetallic liner and the wear hasn’t penetrated the alloy layer, the internal bore can be honed to restore its roundness. However, you will then need to order a custom oversized screw to match the new inner diameter. If the liner is heavily corroded or flaking, replacing it is much more cost-effective.
2. How thick should the bimetallic alloy layer be on a good liner?
Generally, a high-quality centrifugally cast bimetallic layer should have an effective thickness of 1.5mm to 2.5mm. If it’s too thin, it won’t last. If it’s too thick, the internal stress can cause micro-cracking, especially under the high-torque conditions of a twin-screw extruder.
3. Is there a difference in liner wear between conical and parallel twin-screw extruders?
Yes. Conical twin-screws generate exponentially higher pressure and shear at the discharge end (the small end), so liners wear out much faster there than in the feed zone. Parallel twin-screws wear a bit more evenly along the barrel, but they face severe side-friction in the intermeshing zones. Both designs require premium alloys in their highest-stress sections.
4. How do I know exactly when it’s time to change my barrel liner?
Don’t wait for the machine to stop producing entirely. Watch for these signals:
- Your output drops by 10%–15% at the same screw RPM.
- Your product dimensions (like pipe wall thickness) become impossible to control.
- When measuring with an inside micrometer, the clearance exceeds the manufacturer’s maximum tolerance (usually around 0.5mm – 1.0mm, depending on the machine size).
5. We’re suddenly seeing yellow streaks and black spots in our PVC pipes. Is the liner ruined?
Not necessarily, but it’s a prime suspect. Streaks and spots mean PVC is degrading. If your temperature controllers are working perfectly and your formula hasn’t changed, it’s highly likely that your liner (or screw) has developed corrosion pits. Material gets stuck in these dead zones, burns, and eventually breaks loose into your final product. You need to pull the screws and inspect the barrel immediately.




