Quick answer: yellowing PVC is early thermal degradation — the PVC is releasing hydrogen chloride (HCl) and forming the colored molecular structures that turn it yellow, then brown. It is caused by too much heat or too much shear (or both), often concentrated in dead spots where material stagnates and overheats. The fix is to find where the excess heat or shear is coming from — and a worn or wrongly-designed screw is a frequent, overlooked culprit. Here is the chain of cause and effect, and the screw-related causes we see most.
By the BLOOM Engineering Team
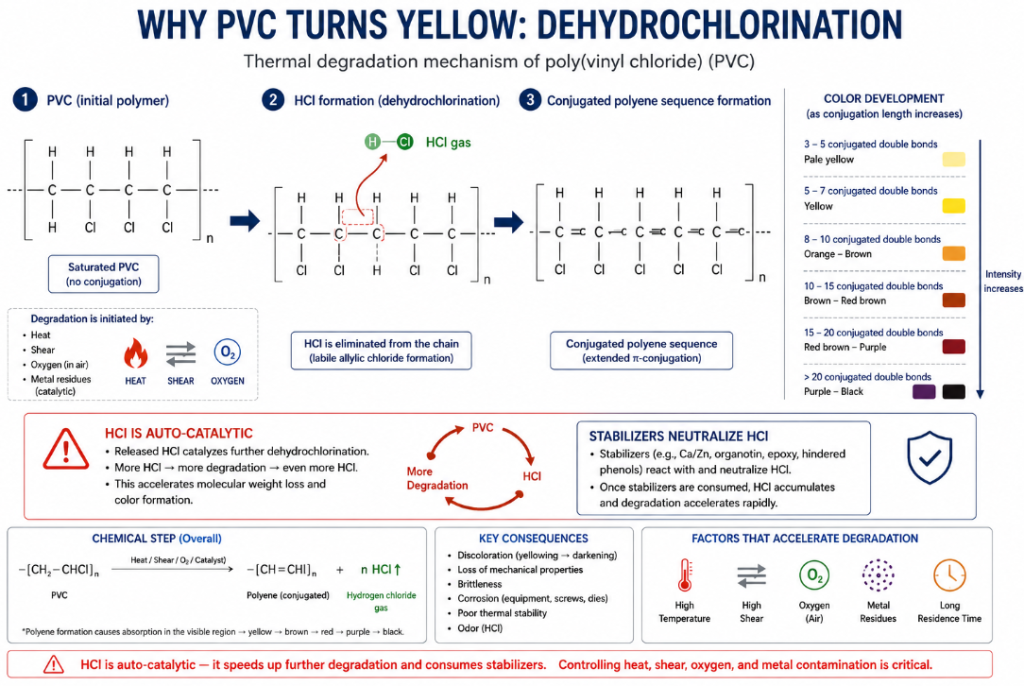
What Yellowing Actually Is: PVC Degradation in Action
PVC is uniquely heat-sensitive, and yellowing is the visible early stage of its degradation. The mechanism is well understood: under heat and shear, PVC undergoes dehydrochlorination — it sheds hydrogen chloride (HCl) gas, and the polymer chain forms sequences of conjugated double bonds (polyenes). Those conjugated structures absorb visible light, and the number of them in a sequence maps directly to the color you see (ScienceDirect: thermal degradation of PVC):
| Conjugated double bonds | Color you see | What it means |
|---|---|---|
| 1–4 | None visible | Degradation starting, eye can’t see it yet |
| 5–8 | Faint yellow | First visible warning sign |
| ~9 and up | Clear yellow (≈419 nm) | Established yellowing — act now |
| 10–15 | Yellow-brown to red-brown | Advancing degradation |
| 15+ | Purple to black, char | Severe — burnt PVC |
Spectroscopic studies confirm the threshold: about 9 conjugated double bonds corresponds to the ~419 nm absorption where the human eye first registers yellow (thermal degradation study, ScienceDirect). By the time you can see yellow, degradation is already underway.
Two things make this worse, and both matter for diagnosis:
It is auto-catalytic. Once degradation starts and HCl is released, the HCl itself accelerates further degradation and rapidly consumes the stabilizers in the compound (PVC stabilizer troubleshooting). A small hot spot can snowball.
It is driven by shear, not just temperature. This is the part operators miss: high screw speeds and excessive shear can kick off dehydrochlorination even when the set temperatures look normal, because shear is mechanical energy that turns into heat inside the melt. So yellowing is not always a “turn the heaters down” problem — it is often a shear and screw problem.
The Screw-Related Causes We See Most
Because we make screws, the causes we are most often called about are the ones the compounder overlooks — the ones in the screw and barrel:
Dead spots where PVC stagnates. This is the classic one. Anywhere PVC sits still and keeps getting heated — a worn or scratched screw surface, a gouge in the barrel, a poorly-blended transition, worn flight edges — becomes a spot where material degrades, yellows, and then sloughs off into the product as yellow or brown streaks. A scratched or worn screw is a yellowing factory. Smooth, streamlined flow with no stagnation is the defense.
Too much shear from the screw. A screw with too aggressive a geometry, or too high a compression ratio for PVC, generates excess shear heat and pushes the melt past the degradation point even at normal barrel settings. PVC needs a low-shear screw design and a low compression ratio (typically ~2.0–2.5:1) for exactly this reason — see our compression ratio guide. Running PVC on a screw designed for polyolefins is a common root cause of yellowing.
Excessive screw speed. Pushing the rpm too high adds shear heat and can trigger degradation even when temperatures are set correctly. If yellowing appears when you speed up, shear is the likely cause.
Worn screw and barrel. A worn screw both creates dead spots and forces higher screw speeds to maintain output (because melt leaks back over worn flights), compounding the shear. Wear and yellowing often arrive together. To check, see our guides on how much screw wear is acceptable and screw and barrel wear analysis.
The Non-Screw Causes (So You Can Rule Them Out)
To be complete and fair — not every yellowing problem is the screw. The other common causes:
- Temperature set too high — the simplest cause; the melt simply exceeds PVC’s tolerance. Check and trim the barrel and die temperatures.
- Insufficient or wrong heat stabilizer — PVC depends on stabilizers to neutralize HCl; too little, or a degraded/mismatched stabilizer system, lets degradation run. This is a compound/formulation issue.
- Too much regrind — excessive regrind adds thermal history and can accelerate degradation.
- Long residence time — PVC sitting too long in the hot barrel (low output, oversized machine, or a stall) degrades. PVC does not tolerate sitting in a hot barrel.
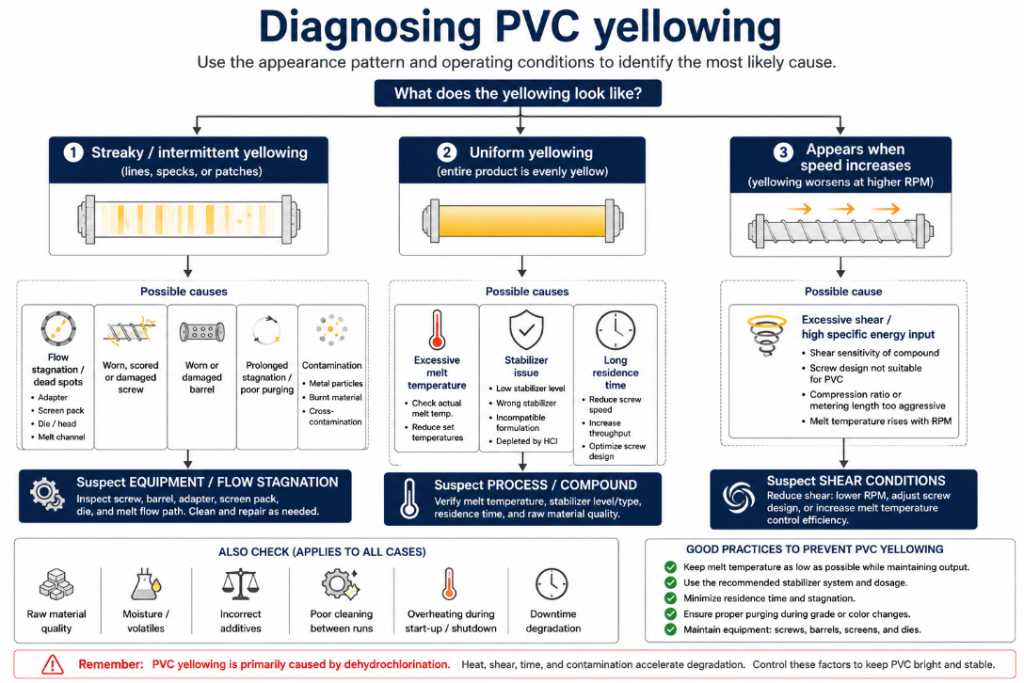
A practical diagnostic: the pattern of the yellowing points to the cause. Use this table to narrow it down before you start changing things:
| Yellowing pattern | Most likely cause | Where to look |
|---|---|---|
| Streaky / intermittent | Dead spots, localized degradation breaking loose | Screw & barrel — wear, scratches, stagnation |
| Uniform throughout | Overall over-temperature, stabilizer, residence time | Temperature settings, compound, output rate |
| Appears when speed increases | Excess shear heat | Screw design, compression ratio too high for PVC |
| Worse at startup / after a stop | Material sat too long in hot barrel | Residence time, purging practice |
Matching the pattern to the cause saves you from randomly adjusting temperatures when the real problem is a worn screw — or vice versa.
How to Stop PVC Yellowing: The Checklist
- Check temperatures first — trim barrel and die setpoints; confirm the actual melt temperature, not just setpoints.
- Reduce screw speed — if yellowing eases at lower rpm, shear is the cause; the screw design or compression ratio may be wrong for PVC.
- Inspect the screw and barrel — pull the screw and look for wear, scratches, and dead spots; measure clearance. A worn or scratched screw needs cleaning, repair, or replacement.
- Review the screw specification — confirm the screw is designed for PVC (low shear, low compression ratio), not a polyolefin screw pressed into PVC duty.
- Check the compound — stabilizer level and freshness, regrind percentage, and residence time, with your compounder.
- Eliminate stagnation — clean thoroughly (brass tools, never steel), and address any surface damage that creates dead spots.
For the full PVC processing picture — screw design, corrosion, and configuration — see our PVC extruder screw and barrel guide.
The Bottom Line
Yellow PVC is early thermal degradation: the polymer is shedding HCl and forming colored conjugated structures, driven by excess heat or shear. Temperature and stabilizer are the obvious suspects, but the causes we see overlooked most are in the screw — dead spots from a worn or scratched screw, and excess shear from a screw with too aggressive a design or too high a compression ratio for heat-sensitive PVC. Streaky yellowing especially points to the screw and barrel. Diagnose by trimming temperature, lowering speed, and inspecting the screw — and make sure the screw was built for PVC in the first place.
At BLOOM, we manufacture low-shear extruder screws and corrosion-resistant barrels designed specifically for heat-sensitive PVC. If your PVC is yellowing and you suspect the screw — worn, scratched, or wrong for the job — send our engineering team your screw details and a description of the yellowing on WhatsApp and we will help you diagnose it.




