The most expensive coating mistake we see is not choosing a cheap treatment — it is choosing the wrong type of protection for the actual problem. A customer spends extra on a tungsten-carbide-hardfaced screw to fight what they think is wear, when the real enemy was corrosion, and the screw pits anyway. Or they run a glass-filled compound on a standard nitrided screw because it was the default, and it wears out in a fraction of the expected life. The coating decision is not “cheap versus expensive” — it is matching the treatment to whether your enemy is corrosion, abrasion, or both.
Across the screws and barrels we manufacture at BLOOM, three surface treatments cover most jobs: nitriding, hard chrome plating, and bimetallic construction — with hardfacing and tungsten carbide for the most abrasive applications. This guide explains how to choose the right extruder screw coating and surface treatment, starting with the single question that should drive the whole decision.
1. The First Question in Coating Selection: Corrosion or Wear?
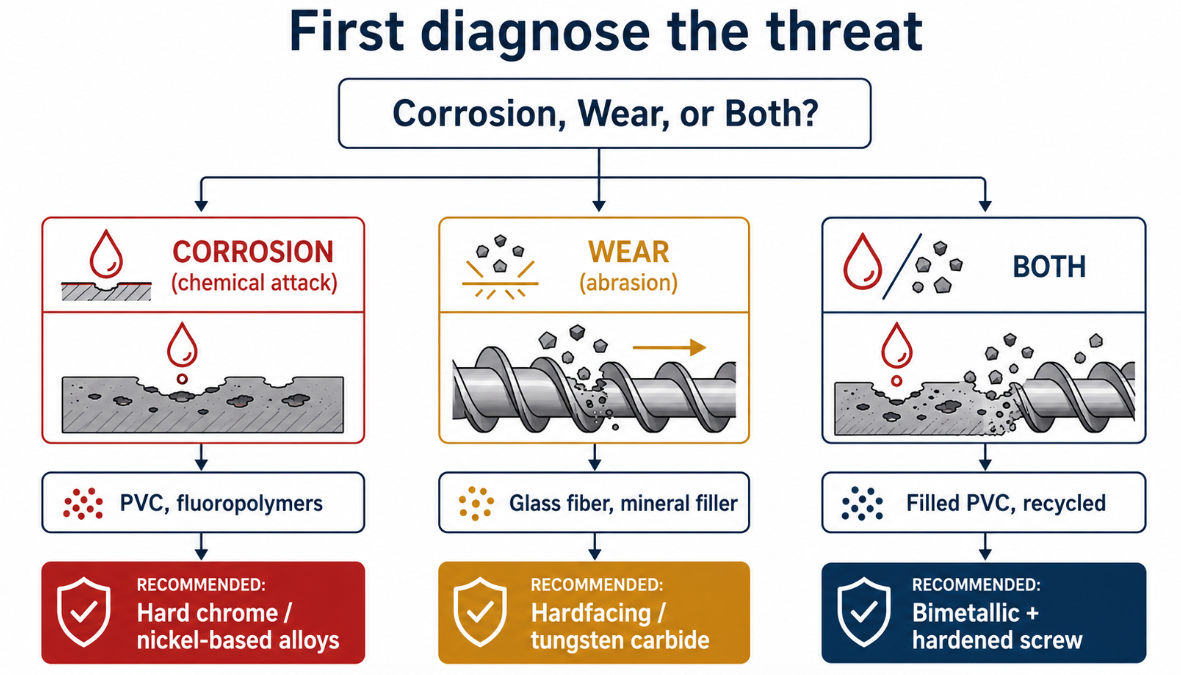
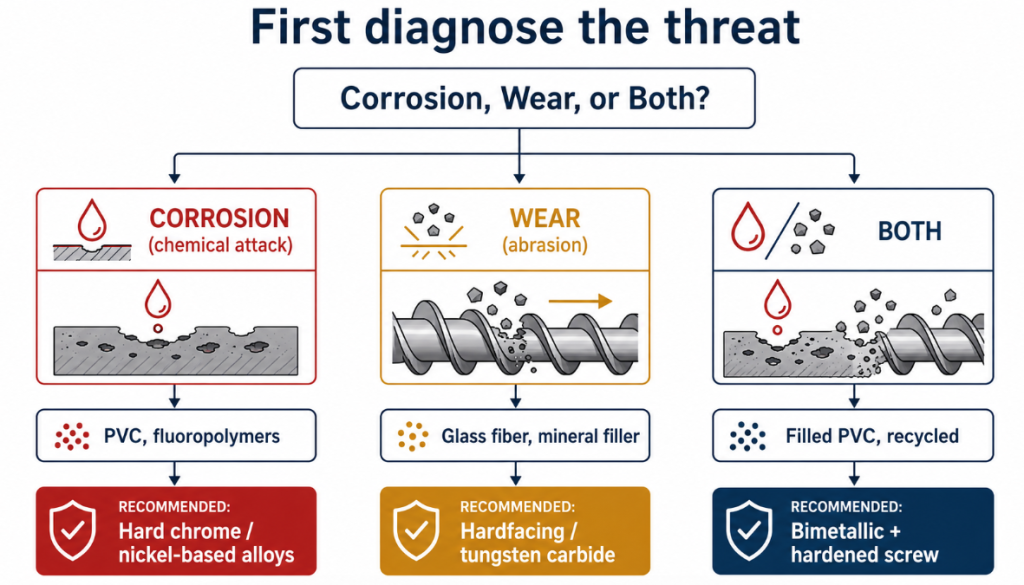
Before comparing any specific coating, answer one question: is your screw and barrel being attacked by corrosion, by abrasion (wear), or by both? This is the single most important — and most often skipped — step in surface-treatment selection. The most common mistake we see is customers who do not distinguish between the two, and end up protecting against the wrong threat.
The two threats are fundamentally different:
Corrosion is chemical attack. It comes from the polymer or its additives — PVC releasing hydrochloric acid, fluoropolymers releasing aggressive acids, flame-retardants, some engineering resins and biopolymers. The symptom is pitting: small craters etched into the steel surface. Corrosion resistance comes from the right alloy chemistry (chrome, nickel-based alloys), not from hardness.
Abrasion (wear) is mechanical grinding. It comes from hard particles in the melt — glass fiber, mineral fillers like calcium carbonate, pigments, and contaminants in recycled material. The symptom is flight and bore wear: surfaces ground down until clearances open up. Wear resistance comes from hardness (hardfacing, carbide), not from corrosion-resistant chemistry.
The critical insight: a treatment that fights corrosion does not necessarily fight wear, and vice versa. Hard chrome resists corrosion but is a thin layer that abrasive filler grinds through. Tungsten carbide resists abrasion superbly but does not protect against acidic pitting on its own. Choosing the wrong one means paying for protection you do not need while leaving the real threat unaddressed.
Many real applications have both threats — for example, recycled PVC (corrosive HCl plus abrasive contamination) or filled engineering resins. Those need a treatment, or combination, that addresses both. But you cannot make that judgment until you have correctly diagnosed which threats are present. The rest of this guide assumes you have answered this question first.
2. The Common Extruder Screw Surface Treatments and Coatings
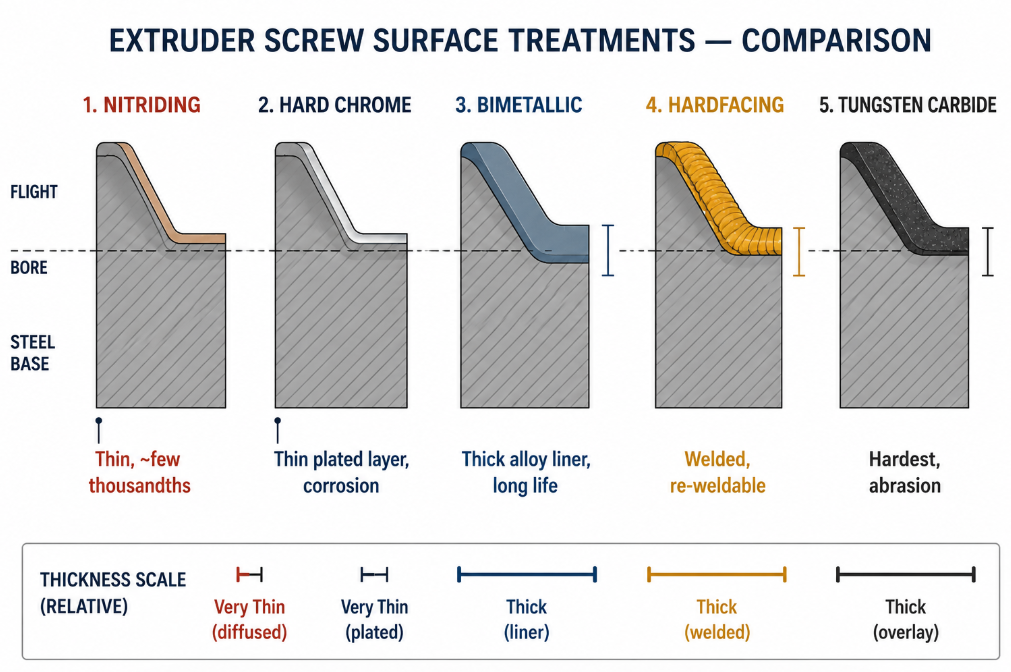
There are five main surface treatments and coatings used on extruder screws and barrels, spanning a range of corrosion resistance, wear resistance, and cost. Here is the overview before the detail:
| Treatment | Corrosion resistance | Wear resistance | Relative cost | Survives regrinding? | Best for |
|---|---|---|---|---|---|
| Nitriding | Moderate | Moderate | Lowest | No (thin layer) | General-purpose, unfilled polymers |
| Hard chrome plating | Good | Low–moderate | Low | No (thin layer) | Corrosive resins (PVC) |
| Bimetallic (barrel) | Good–excellent | Good–excellent | Medium–high | N/A (thick liner) | Abrasive + corrosive, long life |
| Hardfacing (Colmonoy/Stellite) | Varies by alloy | High | Medium | Yes (re-weldable) | Abrasive resins, rebuildable |
| Tungsten carbide | Low (alone) | Highest | High | Limited | Highly abrasive, glass-filled |
The sections below explain each, and section 7 maps them to specific materials and conditions. The key is that this is not a “good-better-best” ladder — each treatment is the right answer for a different threat, which is exactly why diagnosing corrosion-versus-wear first matters.
3. Nitriding: The Baseline Surface Treatment
Nitriding is the most common and most economical surface treatment, and the default for the majority of screws we make. It is a heat-treatment process that diffuses nitrogen into the steel surface, creating a hardened layer that improves both wear and corrosion resistance to a moderate degree.
Its strengths: nitriding is inexpensive, widely applicable, and adequate for a large range of standard applications — unfilled polyolefins, general extrusion where neither corrosion nor abrasion is severe. For these jobs, paying for anything more is wasted money.
Its key limitation — and a point customers frequently miss: the nitrided layer is thin (typically a few thousandths of an inch). This has a practical consequence that surprises people: once you regrind or repair the screw, the nitrided layer is gone. You cannot regrind a worn nitrided screw back to size and expect the same surface protection — the hard layer has been ground away, exposing softer core steel underneath. This is why nitriding, while cheap up front, is not the most economical choice for screws that will see multiple rebuilds.
Nitriding also has limits against aggressive threats: it does not provide enough corrosion resistance for strongly corrosive resins like PVC at high temperature, and it does not provide enough wear resistance for highly abrasive filled or glass-reinforced compounds. For those, you need the targeted treatments below. The base-steel choice underlying nitriding (such as 38CrMoAlA) is covered in our extruder screw material comparison.(For the exact numbers — depth, hardness, and what they mean — see how thick is the nitrided layer on an extruder screw.)
4. Hard Chrome Plating: For Corrosion Resistance
Hard chrome plating is a thin, hard, corrosion-resistant layer electroplated onto the screw surface. Its defining strength is corrosion resistance combined with low friction — which is why it is a common choice for corrosive resins, particularly PVC.
When the threat is chemical attack — PVC’s hydrochloric acid, for instance — hard chrome protects the screw surface from pitting, and its low-friction surface also helps with the smooth conveying that heat-sensitive PVC needs. For more corrosive duty, double or triple chrome plating builds a thicker protective layer.
Its limitation: hard chrome is a thin layer with limited abrasion resistance. Against abrasive fillers — calcium carbonate, glass fiber — the chrome layer wears through, exposing the base steel. So chrome is the right answer when the dominant threat is corrosion, not when it is abrasion. If you are running highly filled PVC (corrosive and abrasive), chrome alone is not enough — you need a solution that addresses both, which is where bimetallic construction comes in. Hard chrome on PVC screws is covered further in our PVC extruder screw and barrel guide and our guide on increasing PVC screw wear resistance.For the exact depth and hardness numbers, see how thick is the nitrided layer on an extruder screw.Worn chrome can be stripped and re-plated as part of a rebuild — see can a chrome-plated extruder screw be re-plated.
5. Bimetallic Construction: The Comprehensive Long-Life Solution
Bimetallic construction — primarily used for barrels, and available for screws — is the most comprehensive solution for demanding applications. A bimetallic barrel has a wear- and corrosion-resistant alloy layer (commonly a nickel-based or tungsten-carbide-loaded composition) metallurgically bonded to the inside of the barrel bore by centrifugal casting.
Its strengths: bimetallic offers the best combination of wear resistance, corrosion resistance, and long service life of the common options. Because the protective alloy is a substantial cast layer (not a thin surface treatment), it lasts far longer than nitriding or chrome under abrasive or corrosive conditions, and different alloy formulations can be selected to emphasize abrasion resistance, corrosion resistance, or a balance. Industry literature confirms bimetallic liners provide a range of cost/performance options, with the most corrosion-resistant grades using nickel-rich boron alloys able to handle even fluoropolymers (Plastics Technology: speccing screws and barrels for corrosive materials).
Its trade-off: higher upfront cost. But for abrasive applications — high filler loadings, glass fiber, recycled material — the extended service life pays back the cost difference many times over. Bimetallic is the standard, not the upgrade, for these conditions. For the bimetallic-versus-nitrided decision specifically, see our bimetallic vs nitrided barrel comparison. Bimetallic barrels are also why recycled-material and high-filler compounding lines hold up — covered in our recycled plastic screw guide and compounding & masterbatch screw guide.
6. Hardfacing and Tungsten Carbide: Maximum Wear Resistance
When abrasion is severe — heavy glass-fiber loading, high mineral filler — the screw flights need maximum wear protection, and that means hardfacing or tungsten carbide applied to the flight lands.
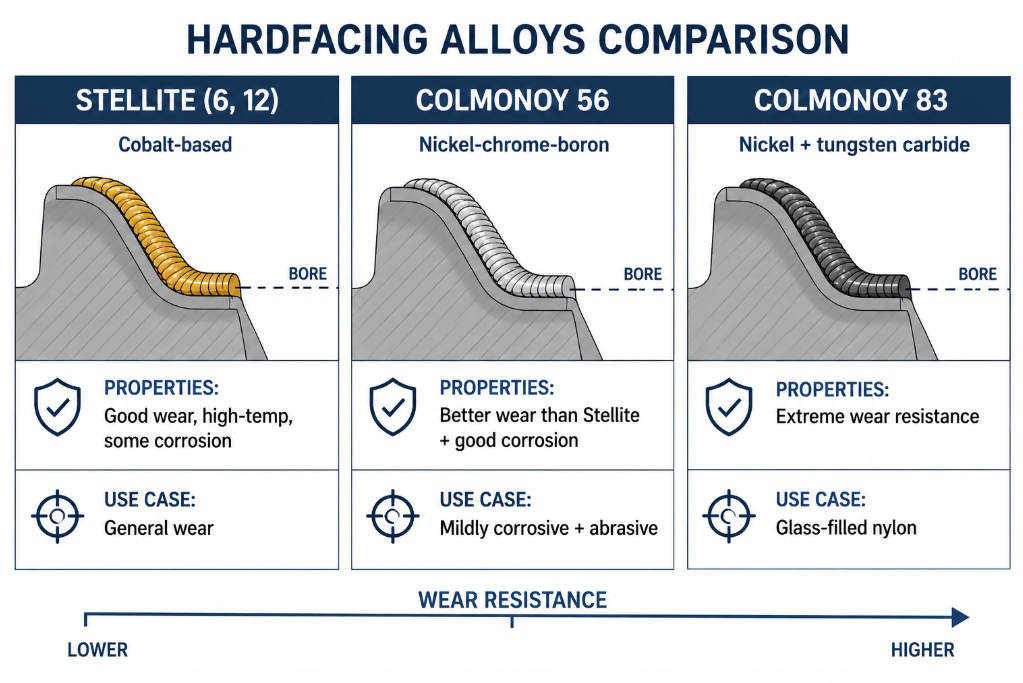
Hardfacing is a wear-resistant alloy welded onto the screw flight crests. The two main alloy families are worth understanding, because they differ in an important way:
| Hardfacing alloy | Base | Strength | Best for |
|---|---|---|---|
| Stellite (e.g. 6, 12) | Cobalt | Good wear, high-temp, some corrosion | General wear, metal-to-metal |
| Colmonoy 56 | Nickel-chrome-boron | Better wear than Stellite + good corrosion | Mildly corrosive + abrasive resins |
| Colmonoy 83 | Nickel + tungsten carbide | Extreme wear resistance | Glass-filled nylon, severe abrasion |
The Stellite-versus-Colmonoy distinction matters: Stellite is cobalt-based, Colmonoy is nickel-based, and because nickel offers better corrosion resistance and high-temperature performance, nickel-based hardfacings often win for the abrasive-plus-mildly-corrosive conditions common in plastics (HTS Coatings: Stellite vs Colmonoy hardfacing). A practical advantage of hardfacing: it is re-weldable, so worn flights can be rebuilt and re-hardfaced multiple times — unlike a thin nitrided layer that is gone after one regrind.For the head-to-head comparison and which grade fits which job, see Stellite vs Colmonoy.
Tungsten carbide (as a coating or in carbide-loaded hardfacing like Colmonoy 83) is the highest wear resistance available, for the most abrasive jobs — glass-filled engineering plastics especially. Its limitation, and a point customers often miss: carbide is a wear specialist, not a corrosion specialist. On its own it does not protect against acidic pitting the way chrome or nickel-based alloys do. So tungsten carbide is the right answer when the dominant threat is abrasion — not as a blanket “most expensive equals best” choice. The wear side, especially for glass fiber, is covered in our high-glass-fiber twin-screw wear solutions and engineering plastics screw guide.
7. Matching Surface Treatment to Material and Condition
With the threats diagnosed and the treatments understood, the selection comes together. The table maps common materials and conditions to the appropriate surface treatment.
| Material / condition | Dominant threat | Recommended treatment |
|---|---|---|
| Unfilled PE, PP (general) | Minimal | Nitriding |
| Rigid PVC (unfilled) | Corrosion (HCl) | Hard chrome plating |
| Highly filled PVC (CaCO₃) | Corrosion + abrasion | Bimetallic barrel + chrome/hardfaced screw |
| Glass-filled nylon / engineering resin | Abrasion | Tungsten carbide / Colmonoy 83 + bimetallic barrel |
| Mineral-filled compound | Abrasion | Hardfacing + bimetallic barrel |
| Recycled plastic (contaminated) | Abrasion (+ possible corrosion) | Bimetallic barrel + hardened screw |
| Fluoropolymers | Severe corrosion | Nickel-based alloys (Hastelloy/Inconel-class), HIP barrel |
| Masterbatch / high filler | Abrasion | Bimetallic + hardfaced/carbide elements |
The logic is consistent: corrosion threats point to chrome or corrosion-resistant alloys; abrasion threats point to hardfacing, carbide, or bimetallic; combined threats need a combination. Cost rises with the severity of protection required, but spending on the wrong axis — carbide for a corrosion problem, chrome for an abrasion problem — wastes money and leaves the real threat unaddressed.
8. Common Extruder Screw Coating Selection Mistakes
Three coating-selection mistakes account for most of the problems we see at the quoting stage, and all three come from the same root: not diagnosing the threat before choosing the treatment.
Mistake 1: Confusing Corrosion Resistance with Wear Resistance
The most fundamental and most frequent mistake. Customers treat “coating” as one axis of “more protection,” not realizing corrosion resistance and wear resistance are different properties requiring different treatments. They pick a wear-resistant coating for a corrosion problem (or vice versa) and the screw fails anyway because the actual threat was never addressed. The fix is the diagnosis in section 1 — identify corrosion, abrasion, or both, first.
Mistake 2: Assuming Tungsten Carbide (or the Most Expensive) Is Always Best
A common and costly assumption: that the most expensive coating — usually tungsten carbide — is automatically the best choice. It is not. Tungsten carbide is the best wear protection, but it is overkill (and poor value) for a corrosion problem, where chrome or a nickel-based alloy is both cheaper and more effective. The “most expensive equals best” assumption leads to overspending on the wrong protection. The right coating is the one matched to your threat, not the priciest one.
Mistake 3: Running Filled or Glass-Reinforced Material on Standard Nitriding
Customers move to a glass-filled or highly-filled compound — or add filler to an existing product — without upgrading from standard nitriding, because nitriding was the default. The abrasive filler grinds through the thin nitrided layer quickly, and the screw wears out far ahead of schedule. Filled and reinforced materials need hardfacing, carbide, or bimetallic construction, specified from the start.
9. Common Problems from the Wrong Coating Choice
Three problems dominate the coating-related after-sales calls we receive, and each maps directly to a diagnosis-and-treatment mismatch.
Problem 1: Screw and Barrel Wear Too Fast / Short Service Life
The screw wears out far sooner than expected, with output instability and quality decline as clearances open up. The cause is usually under-specified wear protection — standard nitriding where the abrasion level demanded hardfacing, carbide, or bimetallic. Industry guidance notes that once a screw wears past a certain clearance, melt begins flowing back over the flights, which accelerates both screw and barrel wear further — so under-protection compounds over time (Plastics Technology: speccing for corrosive materials). The fix is matching the wear protection to the actual abrasion level; for monitoring wear before it becomes critical, see our screw and barrel wear analysis and the diagnostic perspective in Plastics Technology’s screw wear guide.
Problem 2: Corrosion Pitting on the Screw or Barrel
Small craters — pitting — on the screw or barrel surface signal chemical attack that the coating did not resist. The cause is a corrosion-resistant treatment that was not specified, or not adequate, for the resin’s acidity (common with PVC, fluoropolymers, some flame-retarded grades). The fix is the right corrosion-resistant treatment — chrome for moderate corrosion, nickel-based alloys for severe — not a harder wear coating, which does not stop chemical pitting.
Problem 3: High-Filler Material Wore the Screw Smooth
A specific and common failure: a highly filled or glass-reinforced compound grinds the screw flights down — the flights lose their profile, clearances open up, and output collapses. This is abrasion that exceeded the screw’s wear protection. The fix is maximum wear protection — tungsten carbide or carbide-loaded hardfacing (Colmonoy 83) on the flights, plus a bimetallic barrel. Standard nitriding or chrome was never going to survive that abrasion level.
10. Frequently Asked Questions About Extruder Screw Coatings
How do I choose between nitriding, chrome, bimetallic, and carbide?
Start by diagnosing the threat: corrosion, abrasion, or both. Corrosion (PVC, fluoropolymers) points to chrome or nickel-based alloys. Abrasion (glass fiber, mineral filler) points to hardfacing, tungsten carbide, or bimetallic. Mild general duty is fine with nitriding. Both threats together (filled PVC, contaminated recycled) need a combination, usually bimetallic barrel plus a hardened or corrosion-resistant screw.
Is tungsten carbide the best coating?
It is the best wear protection, but not the best for everything. For a corrosion problem, tungsten carbide is overkill and less effective than chrome or nickel-based alloys, which are also cheaper. “Best” depends on your threat — there is no universally best coating, which is why diagnosing corrosion-versus-wear matters.
Why did my nitrided screw lose its protection after regrinding?
The nitrided layer is thin — only a few thousandths of an inch. Regrinding to remove wear or restore dimensions grinds away the hardened layer, exposing softer core steel. Nitrided screws cannot be reground and retain the same surface protection. If a screw will see multiple rebuilds, re-weldable hardfacing is more economical long-term.
What is the difference between Stellite and Colmonoy hardfacing?
Stellite is cobalt-based; Colmonoy is nickel-based. Colmonoy generally offers better wear resistance plus good corrosion resistance (from the nickel), making it well-suited to the abrasive-plus-mildly-corrosive conditions common in plastics. Colmonoy 83 contains tungsten carbide particles for extreme abrasion like glass-filled nylon. Stellite suits general wear and high-temperature metal-to-metal conditions.
Do I need a bimetallic barrel or is nitriding enough?
Nitriding is enough for unfilled, non-corrosive polymers. For abrasive (filled, glass-reinforced, recycled) or corrosive materials, bimetallic lasts far longer and is usually more economical over the barrel’s life despite the higher upfront cost. The more abrasive or corrosive the material, the stronger the case for bimetallic.
Can one coating handle both corrosion and abrasion?
Some can, to a degree. Nickel-based hardfacings (Colmonoy) and certain bimetallic alloy formulations resist both abrasion and moderate corrosion. For severe cases of both (highly filled PVC, contaminated recycled PVC), the usual solution is a combination — a bimetallic or corrosion-resistant barrel plus a hardened, corrosion-resistant screw — rather than relying on a single treatment.
Why does PVC need a different coating than glass-filled nylon?
Different threats. PVC’s primary threat is corrosion (hydrochloric acid), so it needs corrosion resistance — chrome or nickel-based alloys. Glass-filled nylon’s primary threat is abrasion (the glass fiber), so it needs wear resistance — tungsten carbide or carbide-loaded hardfacing. Using PVC’s chrome on glass-filled nylon would wear through; using nylon’s carbide on PVC would still risk pitting. The threat dictates the treatment.
Choosing the Right Coating: Final Word
Extruder screw coating selection is a diagnosis problem before it is a product problem. The treatments — nitriding, hard chrome, bimetallic, hardfacing, tungsten carbide — are not a ladder from cheap to best; each is the right answer for a specific threat. Nitriding for mild general duty, chrome for corrosion, hardfacing and carbide for abrasion, bimetallic for severe or combined conditions. Get the diagnosis right and the coating choice follows logically; get it wrong and you either overspend on protection you do not need or, worse, leave the real threat unaddressed and the part fails anyway.
The single most valuable habit is the one from section 1: before asking “which coating,” ask “corrosion, abrasion, or both?” That question prevents the majority of coating mistakes we see.
At BLOOM, we apply all of these treatments — nitriding, hard chrome, bimetallic construction, hardfacing, and tungsten carbide — on custom screws and bimetallic barrels, matched to your material and its actual threat. If you are specifying a screw and barrel, fighting premature wear or corrosion pitting, or unsure whether your problem is corrosion or abrasion, contact our engineering team on WhatsApp — tell us the resin, the filler or reinforcement, and what your current parts fail from, and we will recommend the right surface treatment. For the underlying base-material choice, see our 38CrMoAlA vs bimetallic vs tool steel comparison, and for the broader procurement picture, our 2026 extruder screw and barrel sourcing guide.




