Engineering plastics punish a generic screw specification in ways commodity polymers never do. Nylon and polycarbonate absorb moisture from the air and hydrolyze in the melt, losing strength invisibly. Glass-fiber reinforcement — common across engineering resins — grinds a standard screw down in a fraction of its expected life. And the high melt temperatures of PC and PA leave a narrow margin between fully melted and degraded. A screw that runs PE or PP without complaint will produce discolored, weak, bubbled product on these materials.
Our shop at BLOOM runs mostly commodity polymers — PVC, PE, and PP make up the bulk of our orders — but the engineering-resin work we do take has taught us where these materials catch buyers out. Across the PC, PA (nylon), ABS, and PC/ABS jobs that come through, the same specification gaps repeat. This guide explains why engineering plastics need a different extruder screw, how to handle the drying, wear, and design requirements, and the production problems that trace back to the wrong screw choice.
1. Why Engineering Plastics Need a Different Extruder Screw
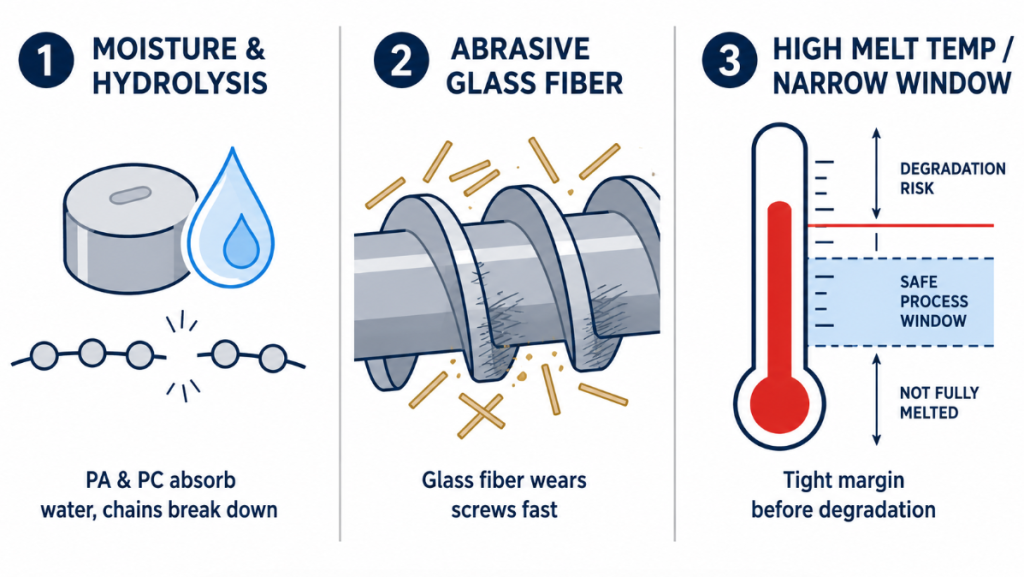
Engineering plastics differ from commodity polymers in three ways that land directly on the screw and barrel specification:
They are often hygroscopic and hydrolysis-prone. Nylon (PA) and polycarbonate (PC) absorb moisture from the air, and that moisture chemically attacks the polymer chains at melt temperature — a reaction called hydrolysis that reduces molecular weight and mechanical strength. Commodity polyolefins (PE, PP) do not do this. This single difference drives the drying and venting requirements covered below.
They are frequently glass-fiber reinforced. A large share of engineering-plastic applications use glass-fiber or mineral reinforcement for stiffness and strength. Glass fiber is highly abrasive and wears a standard nitrided screw far faster than unfilled polymer. Wear resistance moves from optional to essential.
They run hot, with a narrow processing window. PC melts around 230–260 °C and processes near 280–310 °C; nylon and other engineering resins are similarly demanding. At these temperatures the margin between properly melted and thermally degraded is narrow, so the screw must melt and homogenize without overheating.
A screw for engineering plastics therefore needs to manage moisture (drying plus often venting), resist abrasion (for reinforced grades), and run within a tight thermal window. This is a different specification discipline from commodity extrusion — closer to what PET demands, as we cover in our PET extruder screw selection guide, than to the polyolefin logic in our PE and PP screw selection guide.
2. The Engineering Plastics That Matter: PC, PA, ABS, and PC/ABS
Across the engineering-resin orders we see, four materials dominate, each with its own screw implications.
Polyamide (PA / Nylon), including glass-fiber-reinforced PA, is the most common engineering plastic we manufacture screws for. It is strongly hygroscopic, hydrolysis-prone, and very often glass-filled — combining the moisture challenge and the abrasion challenge in one material. Glass-filled nylon is among the most demanding screw applications in this category.
Polycarbonate (PC) is hygroscopic and hydrolysis-prone, with a high melt temperature and a narrow processing window. It is prized for optical clarity and impact strength, both of which degrade if moisture or heat damage the polymer during extrusion.
ABS is less hygroscopic than PA or PC but still requires drying for defect-free product. It is more thermally forgiving than PC, making it the least demanding of the four — but still not a commodity-screw material. ABS processes at moderate temperatures and has a wider window than PC, so it tolerates a broader range of screw geometries. Its main extrusion concern is surface finish: inadequately dried ABS produces splay and surface defects rather than the deep structural strength loss that hydrolysis-prone resins suffer, so the consequences of a drying miss are visible and recoverable rather than hidden. This is why ABS is often a customer’s first engineering plastic — it punishes mistakes less severely than PA or PC.
PC/ABS alloy combines polycarbonate and ABS, and crucially it inherits PC’s drying sensitivity — industry guidance is that a PC/ABS blend must be dried with the same care as straight PC (Plastics Technology: Why and What You Need to Dry). Alloys also benefit from good mixing capability in the screw to keep the blend homogeneous.
3. Drying and Hydrolysis: The Engineering-Plastics Requirement Customers Underestimate
The single most common mistake we see on engineering-plastic orders is customers not taking drying seriously. With hygroscopic resins, inadequate drying is not a cosmetic issue — it is chemical degradation that destroys mechanical properties invisibly.
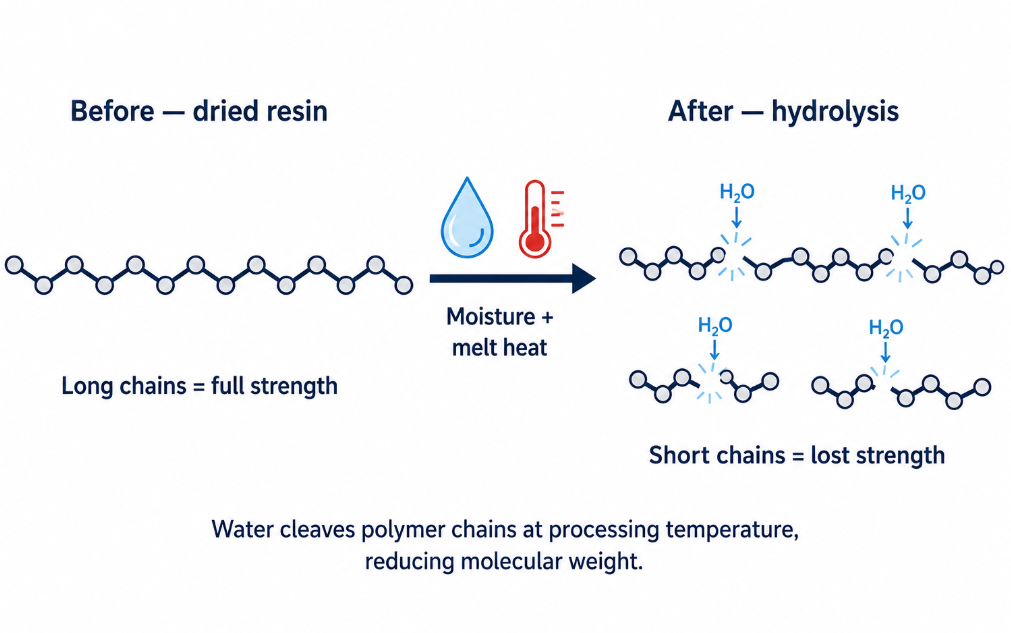
Hydrolysis is the mechanism. When moisture is present in molten PA or PC, water molecules at processing temperature break the covalent bonds in the polymer chain, reducing molecular weight and mechanical strength. The damage is real even when there is no visible defect — moisture testing standards like ISO 15512 exist precisely because trace moisture below what the eye can detect still degrades hygroscopic engineering plastics (Infinita Lab: ISO 15512 moisture testing).
Each engineering plastic has a specific maximum moisture content for proper processing. The targets below reflect widely published industry figures (Plastics Technology: Resin Types):
| Engineering plastic | Typical max moisture before processing | Hydrolysis risk |
|---|---|---|
| Nylon (PA) | ~0.18% (1,800 ppm) | High |
| Polycarbonate (PC) | ~0.02% (200 ppm) | High |
| ABS | ~0.05–0.08% (500–800 ppm) | Moderate (mostly cosmetic) |
| PC/ABS alloy | Treat as PC (~0.02%) | High |
Two screw-design responses follow from the moisture problem. First, venting: a vented two-stage screw removes residual moisture during extrusion, adding a safety margin even when upstream drying is imperfect — the same principle that makes vented screws standard for PET. Second, gentle thermal handling: because moisture damage compounds with heat damage, the screw must not add unnecessary shear heat on top of an already-hot, possibly slightly-wet melt. Drying remains mandatory regardless of screw design; the screw makes the line more forgiving, not the drying optional.
4. Glass-Fiber Reinforcement: Wear-Resistant Screws for Engineering Plastics
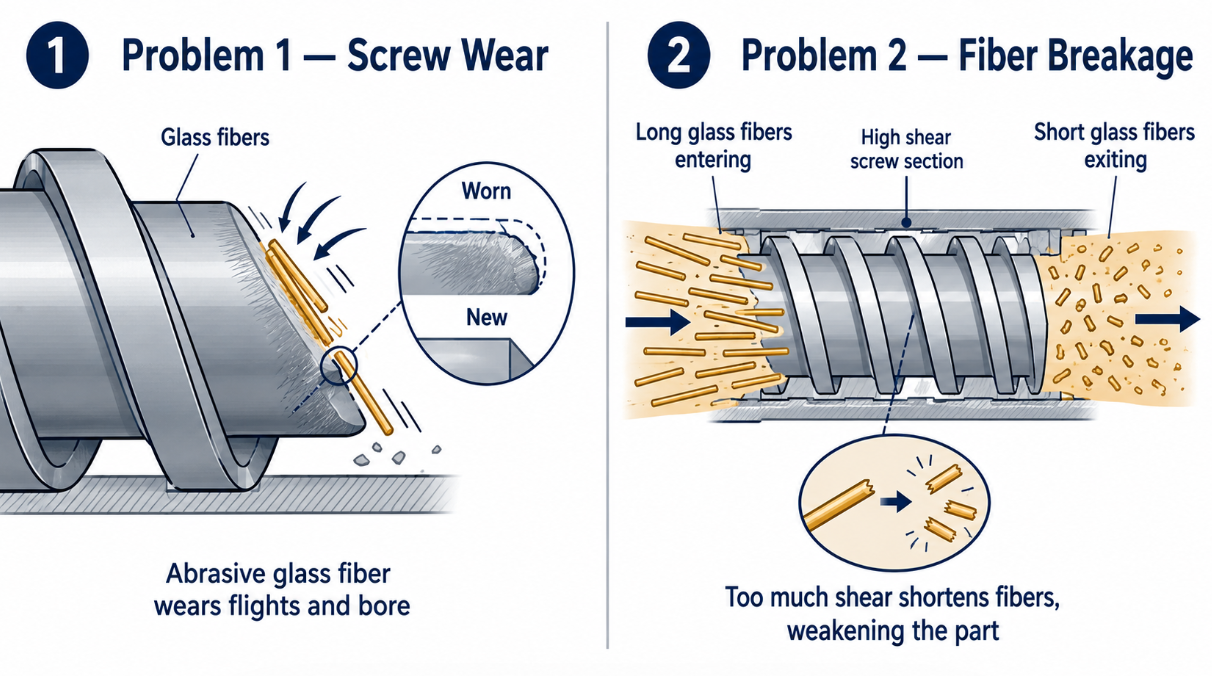
A large share of engineering-plastic applications — especially nylon — use glass-fiber reinforcement, and this changes the screw specification fundamentally. Glass fiber is highly abrasive. A standard nitrided 38CrMoAlA screw that lasts years on unfilled polymer can wear out far faster on a 30–40% glass-filled compound, as the abrasive fiber grinds the flight crests and barrel bore.
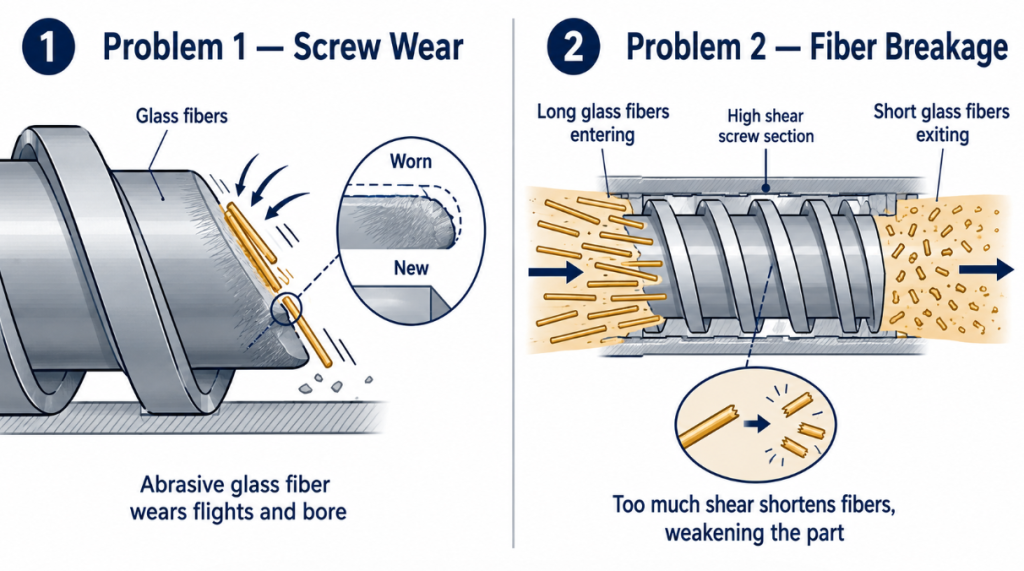
Two of the most common engineering-plastic problems we field are glass-filled material wearing screws and barrels abnormally fast, and customers not knowing that reinforced material needs wear-resistant construction in the first place. The response is the same wear-resistant specification used for other abrasive applications:For why glass fiber is so abrasive and how to protect against it, see why glass-fiber-reinforced plastic wears out extruder screws so fast.
- Bimetallic barrels with a hard alloy liner resist the abrasive wear far better than a nitrided bore.
- Hardened or coated screw flights — hardfacing, tool-steel bodies, or wear-resistant coatings — protect the flight crests.
There is a second, subtler consideration with glass fiber: the screw must disperse and convey the fiber without breaking it excessively. Over-aggressive shear shortens the glass fibers, which reduces the reinforcement’s mechanical benefit — the part ends up weaker than the compound promised. This is why glass-filled engineering plastics need wear resistance and a screw geometry that mixes without destroying fiber length. For the material options, see our 38CrMoAlA vs bimetallic vs tool steel comparison and our work on high-glass-fiber twin-screw wear solutions; for wear-resistance strategy generally, our guide on increasing screw wear resistance.For the full coating comparison — and why glass-filled resins need carbide rather than chrome — see our extruder screw coating and surface treatment guide.For the full coating comparison — and why glass-filled resins need carbide rather than chrome — see our extruder screw coating and surface treatment guide.
5. Screw Design for Engineering Plastics: L/D, Compression Ratio, and Mixing
Beyond drying and wear, three screw-design parameters need matching to engineering plastics.
L/D ratio. Engineering plastics’ high melt temperatures and (often) vent requirement push toward longer L/D — typically 28:1 to 32:1, similar to PET. Customers copying a shorter L/D from a commodity line end up with insufficient melting capacity and no room for a vent zone. The full L/D logic is in our extruder screw L/D ratio guide.
Compression ratio. Engineering plastics generally need a moderate compression ratio matched to their melt behavior — high enough to melt the high-melting-point resin completely, but not so aggressive that shear heat pushes the narrow processing window into degradation. A compression ratio copied from a different material is a frequent error, as we discuss in our extruder screw types guide.
Mixing capability. Alloys like PC/ABS and reinforced compounds benefit from a mixing section to keep the blend or filler dispersion homogeneous. Insufficient mixing is one of the specification gaps we see — a customer running a PC/ABS alloy or a filled grade on a plain conventional screw and getting inconsistent results. The right mixing section (distributive for gentle blending, dispersive for breaking agglomerates) depends on the material’s shear sensitivity; the same logic governs twin screw element selection.
Single-stage versus vented two-stage. A practical design decision for engineering plastics is whether to use a single-stage screw or a vented two-stage screw. A single-stage screw melts and meters in one continuous sequence and relies entirely on upstream drying to control moisture. A vented two-stage screw adds a decompression zone with a vent port that pulls residual moisture and volatiles out of the melt mid-barrel, giving a safety margin against imperfect drying — valuable for strongly hygroscopic PA and PC. The trade-off is that two-stage screws are longer, more complex, and more expensive to manufacture, and a poorly designed vent zone can flood. For unfilled ABS with good drying, a single-stage screw is often adequate; for glass-filled nylon or PC at production output, a vented two-stage design is the safer specification. This is the same vented-screw logic that governs PET, detailed in our PET extruder screw selection guide.
6. Engineering Plastics Screw Selection by Material
The screw specification shifts by material across the four common engineering plastics. The table summarizes the typical approach.
| Material | Drying need | Wear resistance | Venting | Mixing | Notes |
|---|---|---|---|---|---|
| Nylon (PA), unfilled | High | Standard | Recommended | Moderate | Strongly hygroscopic |
| Nylon (PA), glass-filled | High | Critical (bimetallic) | Recommended | Moderate, gentle | Most demanding — moisture + abrasion |
| Polycarbonate (PC) | High | Standard | Recommended | Moderate | High melt temp, narrow window |
| ABS | Moderate | Standard | Optional | Moderate | Most forgiving of the four |
| PC/ABS alloy | High (treat as PC) | Standard | Recommended | Higher (alloy homogeneity) | Inherits PC drying sensitivity |
| Any GF-reinforced grade | Per base resin | Critical (bimetallic + hardened flights) | Per base resin | Gentle (preserve fiber length) | Abrasion is the dominant concern |
The pattern across the table: drying tracks the base resin’s hygroscopicity, wear resistance tracks glass-fiber content, and mixing tracks whether the material is an alloy or reinforced. Matching all three to the actual material is what separates a screw that performs from one that produces weak or discolored product.
7. Common Engineering Plastics Screw Specification Mistakes
Four specification mistakes account for most of the engineering-plastic problems we see, and all come from treating these resins like commodity polymers.
Mistake 1: Underestimating Drying for Hygroscopic Engineering Plastics
The most frequent mistake. Customers do not budget for proper dehumidified drying of PA, PC, or PC/ABS, and the result is hydrolysis — invisible molecular-weight loss that weakens the product. While the screw cannot replace drying, we flag the drying requirement on every hygroscopic-resin order, and recommend a vented screw for added margin.
Mistake 2: Running Glass-Filled Engineering Plastics on a Standard Screw
Customers move to a glass-filled grade — or add reinforcement — without upgrading the screw, expecting a standard nitrided screw to handle it. The abrasive glass fiber wears it out far ahead of schedule. The fix is wear-resistant construction (bimetallic barrel, hardened/coated flights) specified from the start.
Mistake 3: Not Knowing Reinforced Material Needs Wear-Resistant Construction
Closely related: customers who order a new screw for reinforced work often do not know it needs a different material specification, and request a standard nitrided screw. Glass-fiber abrasion demands bimetallic and hardened surfaces — one of the clearest cases where the wear-resistant upgrade pays for itself in service life.
Mistake 4: L/D or Compression Ratio Mismatched to High-Melting-Point Material
Customers copy L/D and compression ratio from a commodity line, leaving insufficient melting capacity for the high melt temperatures of PC and PA, and no room for a vent zone. Engineering plastics need L/D and compression ratio derived from their actual melting behavior, not borrowed from a polyolefin spec.
8. Common Engineering Plastics Production Problems and Screw-Related Causes
Three problems dominate the engineering-plastic technical calls we receive, and each traces back to moisture, heat, or the screw.
Problem 1: Discoloration and Degradation in Engineering Plastics
Yellowing, browning, or burnt streaks signal thermal degradation, caused by insufficient drying (moisture-driven degradation) or excessive melt temperature and shear heat. Engineering plastics’ narrow processing window makes them especially prone. The fixes: confirm drying first, then check melt temperature, then evaluate whether the screw’s compression ratio or geometry is adding excess shear heat. For broader diagnostics, see our plastic extruder troubleshooting guide.
Problem 2: Viscosity Drop and Strength Loss from Hydrolysis
A measurable drop in melt viscosity, or a finished part that is weaker or more brittle than expected, points to hydrolysis — moisture cleaving the polymer chains and reducing molecular weight. This is the signature engineering-plastic failure, and it is invisible without testing. The root cause is moisture: inadequate drying, inadequate venting, or both. The screw’s contribution is an effective vent section to remove residual moisture the dryer missed.
Problem 3: Bubbles and Clear Spots in Engineering Plastics
Bubbles, voids, or clear spots signal moisture flashing to steam in the melt — a venting or drying shortfall. The fix is proper drying plus a vented two-stage screw, the same response as for PET. If the vent is flooding or not decompressing adequately, that is a screw-design problem. For output-related symptoms, see our output drop diagnostic guide, and for abrasive-wear-driven instability on filled grades, our screw and barrel wear analysis.
9. Frequently Asked Questions About Engineering Plastics Extruder Screws
Can I use my commodity-polymer screw for engineering plastics?
Usually not effectively. Engineering plastics need longer L/D, often a vent section, wear resistance for reinforced grades, and a compression ratio matched to their high melt temperatures. A commodity-polymer screw typically produces discoloration, hydrolysis-driven strength loss, or premature wear on these materials.
Why does my nylon or polycarbonate lose strength after extrusion?
Almost always hydrolysis — moisture in the melt cleaving the polymer chains and reducing molecular weight. PA and PC are hygroscopic and must be dried to their specified moisture content before processing (nylon to roughly 0.18%, PC to roughly 0.02%). A vented screw helps remove residual moisture, but drying is mandatory.
Do glass-filled engineering plastics need a special screw?
Yes. Glass fiber is highly abrasive and wears standard screws quickly. Glass-filled grades need wear-resistant construction — a bimetallic barrel and hardened or coated screw flights. The screw geometry should also disperse the fiber without breaking it excessively, since shortened fibers reduce the reinforcement benefit.
Does ABS need to be dried like nylon and polycarbonate?
ABS is less hygroscopic than PA or PC, and its moisture problem is more cosmetic than structural, but it still needs drying for defect-free product (typically to 0.05–0.08%). PC/ABS alloy, however, must be dried with the same care as straight PC.
What L/D ratio do engineering plastics need?
Typically 28:1 to 32:1, similar to PET — long enough for complete melting of the high-melting-point resin and to accommodate a vent zone. Shorter L/D copied from a commodity line usually means insufficient melting capacity and no room for venting.
Why am I getting bubbles or clear spots in my polycarbonate?
Moisture flashing to steam in the melt — a drying or venting shortfall. Confirm the PC is dried to about 0.02% moisture, and use a vented two-stage screw to remove residual moisture during extrusion.
Is PC/ABS harder to process than straight ABS?
Generally yes. PC/ABS inherits polycarbonate’s drying sensitivity and needs to be dried as carefully as PC, while straight ABS is more forgiving. PC/ABS also benefits from good mixing capability in the screw to keep the alloy homogeneous.
Choosing the Right Engineering Plastics Screw: Final Word
Engineering plastics demand a screw specification built around their three defining challenges: moisture and hydrolysis (drying plus venting), abrasive reinforcement (wear-resistant construction), and high melt temperatures with a narrow window (matched L/D and compression ratio). Get these right and the line produces strong, clear, dimensionally stable product; get them wrong and the failures — discoloration, strength loss, bubbles, premature wear — follow predictably.
The common thread in engineering-plastic mistakes is treating these resins like commodity polymers and copying a screw spec that was never designed for moisture-sensitive, abrasive, high-temperature materials.
At BLOOM, while our core business is commodity-polymer screws and barrels, we manufacture custom screws and wear-resistant bimetallic barrels for engineering plastics including PA, PC, ABS, PC/ABS, and glass-filled grades. If you are specifying a screw for an engineering plastic, fighting hydrolysis or wear problems, or unsure how to handle a reinforced grade, contact our engineering team on WhatsApp — tell us the resin, whether it is reinforced, your target output, and any production symptoms, and we will walk through the specification. For a broader procurement framework, see our 2026 extruder screw and barrel sourcing guide.




