Most extrusion problems blamed on temperature, output, or material quality are actually screw-type problems. A conventional screw asked to do a mixing job will streak color and leave filler agglomerated no matter how the operator adjusts the settings. A screw without enough melting capacity will leave unmelted particles in the product regardless of barrel temperature. The screw type — not the process settings — sets the ceiling on what a line can do.
By the BLOOM Engineering Team
Across the single-screw orders we manufacture at BLOOM, three screw types cover the large majority of applications: conventional (three-zone) screws, barrier screws, and screws with a mixing section. This guide explains what each type does, when to use it, how to match screw type to material, and the production problems that trace directly back to the wrong screw type choice.
1. The Three Extruder Screw Types That Cover Most Applications
Before the variations, the fundamentals. A single-screw extruder screw is defined by how it handles three jobs: conveying solid pellets, melting them, and metering the melt to the die at constant pressure. The three common screw types differ in how they add capability to this basic sequence:
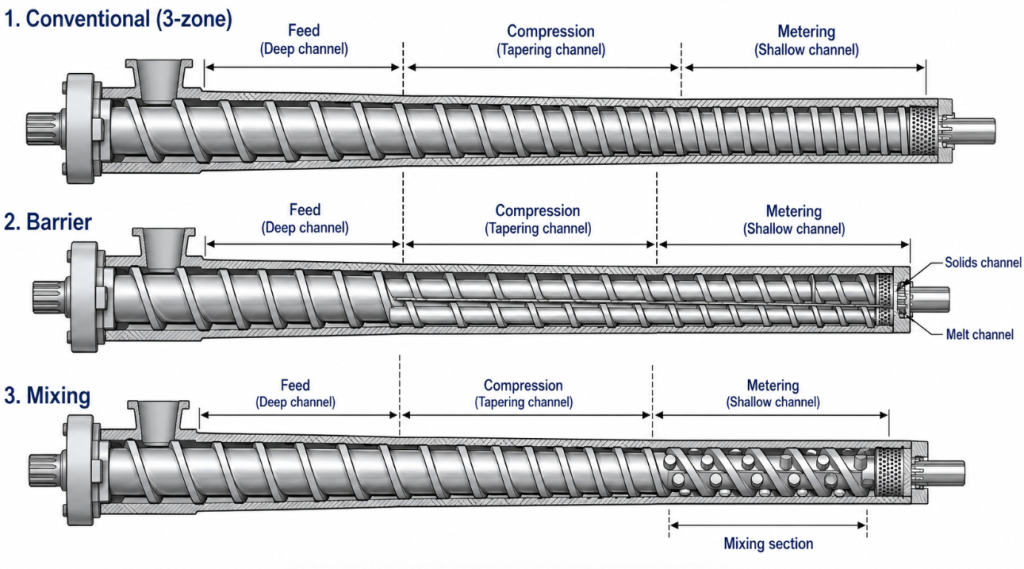
Conventional (three-zone) screws do the three jobs in three sequential zones with a single continuous flight. This is the default screw — the most common type we make, and the right choice for the majority of straightforward applications.
Barrier screws add a secondary flight that separates melted from unmelted polymer, dramatically improving melting capacity and output stability. Used when conventional melting is the bottleneck.
Mixing screws add a dedicated mixing section — Maddock, pin, pineapple, or other geometry — to improve dispersion of colorants, fillers, and additives. Used when mixing quality is the priority.
These are not mutually exclusive: a high-performance screw might be a barrier screw with a mixing section at the end. But understanding each capability separately is the key to specifying correctly. The most common specification error we see is a customer defaulting to a conventional screw when the application actually needs barrier melting or a mixing section — and then fighting the resulting problems with process adjustments that cannot fix a screw-type limitation.
| Screw type | Melting capacity | Mixing capability | Output stability | Relative cost | Best for |
|---|---|---|---|---|---|
| Conventional (three-zone) | Standard | Minimal | Good | Lowest | Straightforward single-material extrusion |
| Barrier | High | Low (alone) | Excellent | Medium | High-output or hard-to-melt resins |
| Mixing (Maddock / pin / pineapple) | Standard | High | Good | Medium | Compounding, masterbatch, filled materials |
| Two-stage vented | Standard–high | Varies | Good | Highest | PET, recycled materials needing devolatilization |
2. Conventional Three-Zone Screws: The Default Choice
The conventional screw — also called a single-stage or three-zone screw — is the workhorse of extrusion and the most common type we manufacture. It has three zones along its length:
Feed zone (deep channel): conveys solid pellets from the hopper and begins heating them through contact with the barrel.
Compression zone (tapering channel): the channel depth decreases, compressing the softening polymer, expelling trapped air, and driving the melting through shear and barrel heat.
Metering zone (shallow channel): the now-melted polymer is metered to the die at constant pressure and flow.
The ratio of feed-zone channel depth to metering-zone channel depth is the compression ratio, one of the most important conventional-screw specifications (covered in section 6).
When a conventional screw is the right choice: straightforward extrusion of a single material where melting capacity and mixing are not bottlenecks — much pipe, profile, and sheet production with standard resins. Its advantages are exactly what make it the default: it is the most economical screw to manufacture, it is versatile across many materials, and it is the simplest to maintain and replace. For applications that fit it, there is no reason to pay for a more complex screw.
Its limitation: a single-flight conventional screw has finite melting capacity and minimal mixing. When the application demands more of either, a conventional screw hits a wall that no process adjustment can overcome — which is exactly when barrier or mixing designs earn their place.
3. Barrier Screws: When Melting Capacity and Output Stability Matter
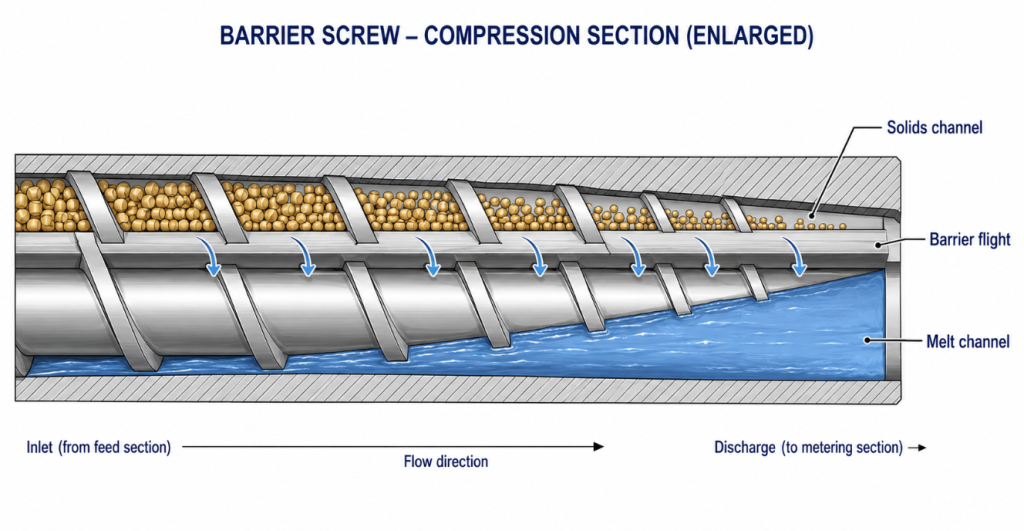
A barrier screw solves the melting-capacity problem. It adds a secondary (barrier) flight in the transition section that creates two separate channels: a solids channel and a melt channel. As polymer melts, it flows over the barrier flight from the solids channel into the melt channel, while unmelted pellets are held back in the solids channel until they too melt. The result is that no unmelted material can reach the metering zone — everything must melt to cross the barrier.
The benefits, in our experience, are exactly two: more complete melting (no unmelted particles in the product) and more stable output (the barrier design damps the surging that incomplete melting causes). For lines where a conventional screw leaves unmelted granules or surges at the die, a barrier screw is usually the fix.
When a barrier screw is the right choice:
- High-output lines where conventional melting capacity is the bottleneck
- Materials that are hard to melt completely (high-melting-point resins, broad melting-range polymers)
- Applications where unmelted particles in the product are unacceptable (film, thin sheet, fiber)
- Lines suffering output surging traced to incomplete melting
The trade-off is cost and complexity: barrier screws are more expensive to manufacture and slightly less forgiving of material changes than conventional screws. But for melting-limited applications, the output stability and product quality justify the cost. Barrier melting capacity also interacts with L/D — a barrier screw needs adequate length to stage the barrier section properly, which is covered in our extruder screw L/D ratio guide.
This melting advantage is well documented in the extrusion engineering literature. A peer-reviewed analysis of barrier screw design notes that the second flight in the compression zone promotes and stabilizes polymer melting, which is exactly why barrier designs became widespread (Denysiuk et al., Polymers, 2023). Industry authority Chris Rauwendaal, author of the standard reference Polymer Extrusion, explains that because the solids channel shrinks to nothing by the end of the barrier section, essentially no unmelted polymer can pass beyond it (Rauwendaal Extrusion Engineering). One real caveat worth knowing: the same literature cautions that conventional barrier designs can be more prone to solid-bed plugging, which itself causes surging if the barrier geometry is poorly matched to the melting rate — a reminder that a barrier screw must be designed for the specific material, not bought as a generic upgrade.
A Note on Two-Stage (Vented) Screws
Beyond the single-stage conventional and barrier screws above, there is a fourth important variant: the two-stage vented screw. Where a single-stage screw melts and meters in one continuous sequence, a two-stage screw adds a decompression zone partway along its length, with a vent port in the barrel. The first stage melts and compresses; the decompression zone drops the pressure so moisture and volatiles escape through the vent; the second stage re-compresses and meters. This is the standard design for materials that must be devolatilized during extrusion — PET (which would otherwise hydrolyze) and recycled materials (which carry moisture and volatiles from their post-consumer origin). The two-stage vented design is covered in detail in our PET extruder screw selection guide, since PET is the application where it matters most. A two-stage screw can also incorporate barrier and mixing features within each stage, making it the most complex single-screw type to manufacture.
4. Mixing Screws and Mixing Sections: When Dispersion Is the Priority
When the priority is mixing quality — dispersing colorant, blending in filler, homogenizing additives — the answer is a dedicated mixing section added to the screw. There are several geometries, each suited to different mixing tasks.
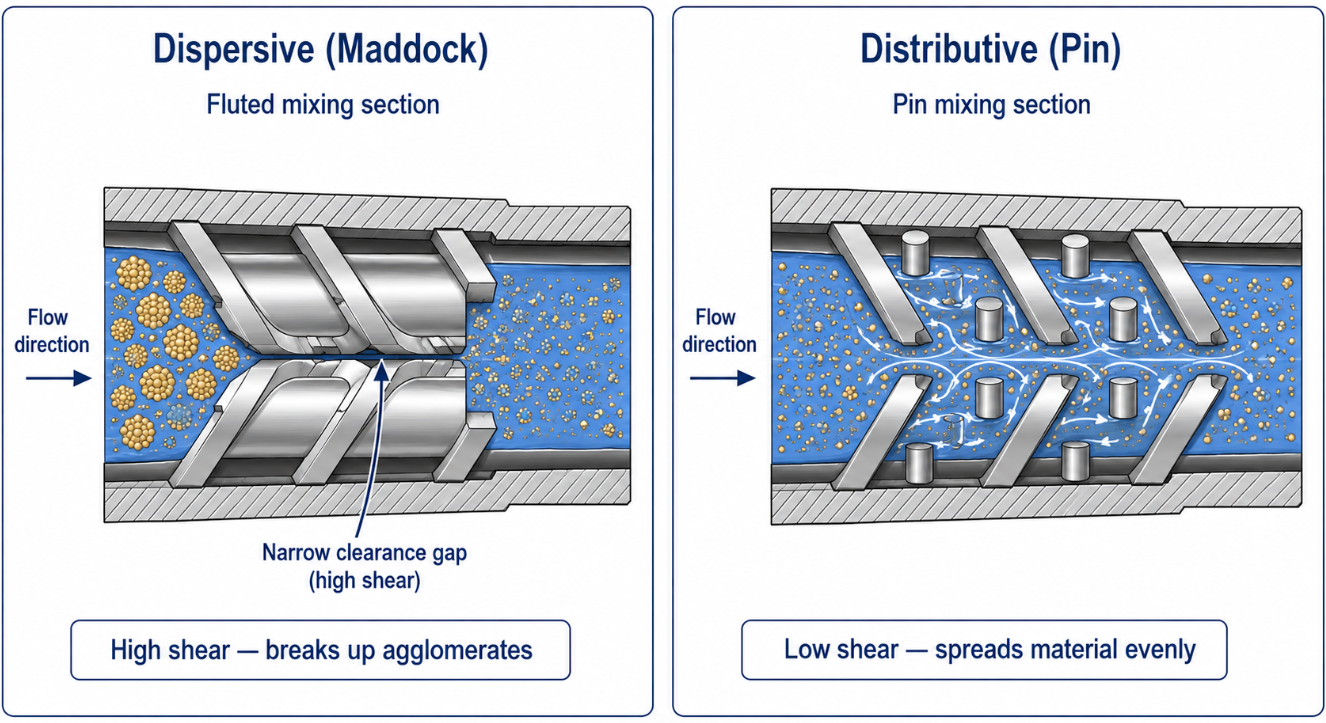
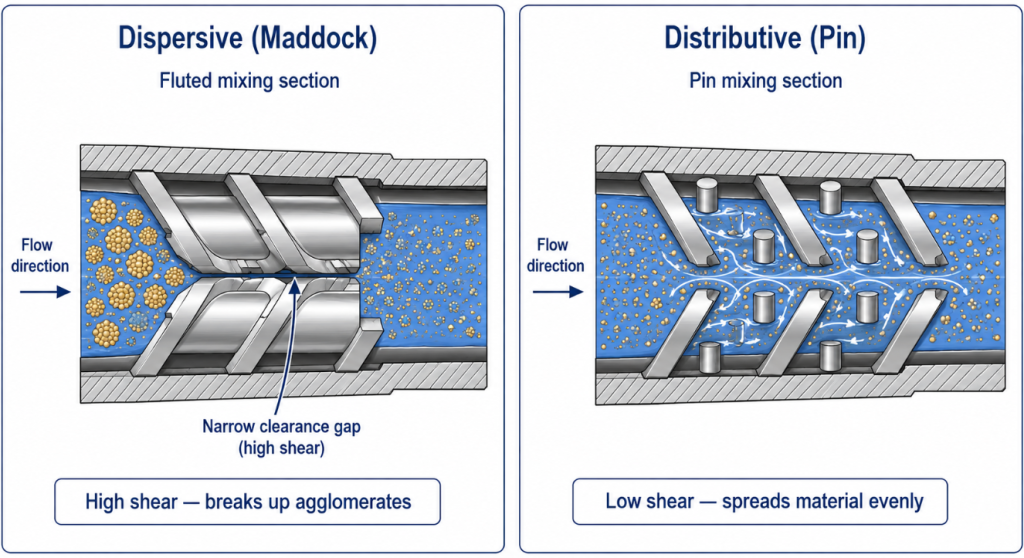
4.1 Maddock (Fluted) Mixing Sections
A Maddock mixing section (also called a fluted or Union Carbide mixer) uses alternating in-flow and out-flow flutes separated by a barrier. Polymer must flow over the barrier through a narrow gap, applying high shear that breaks up agglomerates. Maddock sections are strong dispersive mixers — good for breaking down hard agglomerates like pigment clumps or unmelted gel — and they also act as a melting check, ensuring nothing unmelted passes through.
4.2 Pin Mixing Sections
A pin mixing section uses rows of pins protruding from the screw root, which repeatedly divide and recombine the melt stream. Pins are strong distributive mixers — good for spreading an additive evenly through the melt without the high shear of a Maddock. Because they generate less shear, pin mixers suit shear-sensitive materials where a Maddock would overheat the melt.
4.3 Pineapple and Other Distributive Mixers
Pineapple mixers (and similar slotted/diamond geometries) divide and recombine the flow through a pattern of intersecting channels, providing distributive mixing with moderate shear. They are a middle option between the aggressive Maddock and the gentle pin mixer.
| Mixing section | Primary type | Shear level | Best for | Watch out for |
|---|---|---|---|---|
| Maddock (fluted) | Dispersive | High | Breaking up agglomerates, pigment clumps, gels | Overheating shear-sensitive materials |
| Pin | Distributive | Low | Even spreading, shear-sensitive materials | Won’t break hard agglomerates |
| Pineapple | Distributive (moderate) | Moderate | General-purpose blending | Less aggressive than Maddock on hard clumps |
| Egan / combined | Both | Medium–high | When both dispersion and distribution needed | Higher cost and complexity |
This dispersive-versus-distributive classification is the standard framework in extrusion engineering. As long-time extrusion engineer Jim Frankland explains in Plastics Technology, the Maddock is primarily a dispersive mixer — melt passes over a narrow clearance under high shear — while Saxton, pin, and pineapple designs are primarily distributive, dividing and reorienting the melt with much less shear (Plastics Technology: Single-Screw Mixing 101). The same publication notes a practical pairing rule worth remembering: distributive mixers are usually the better choice to add onto a barrier screw, since the barrier already handles melting and over-shearing would risk degradation (Plastics Technology: Barrier Screws and Mixers).
The key distinction: dispersive mixing (Maddock) breaks up agglomerates with shear; distributive mixing (pin, pineapple) spreads material evenly with less shear. Choosing the wrong type causes problems — a Maddock on a shear-sensitive material overheats it, while a pin mixer on a hard-to-disperse pigment leaves it agglomerated. The same dispersive-versus-distributive logic governs twin-screw element selection, covered in our twin screw elements guide.
When a mixing section is the right choice: any application where the previous screw left color streaks, uneven filler dispersion, or additive inconsistency. In our experience this is the second most common reason customers need to move beyond a conventional screw — they add color or filler to an existing product and find the conventional screw cannot disperse it evenly.
5. Matching Screw Type to Material
Different materials need different screw types, and matching them correctly is one of the clearest markers of an experienced specification. The material’s melting behavior, thermal sensitivity, and mixing requirement all point toward a screw type.
| Material | Typical Screw Type | Why |
|---|---|---|
| Rigid PVC | Conventional, low compression | Heat-sensitive; avoid high-shear mixing sections |
| Flexible PVC | Conventional + light mixing | Plasticizer needs some dispersion |
| LDPE / HDPE | Conventional or barrier | Barrier for high-output film/pipe |
| Polypropylene | Conventional or barrier | Barrier for high-output sheet |
| PET | Barrier, vented two-stage | Melting capacity + venting critical |
| Engineering resins (PC, PA, ABS) | Barrier + mixing | Complete melting + homogenization |
| Masterbatch / compounding | Mixing section essential | Dispersion is the whole point |
| Filled / reinforced compounds | Mixing section, moderate shear | Disperse filler without breaking fiber |
The material-specific logic matters: PVC’s heat sensitivity means high-shear mixing sections risk degradation, so PVC screws stay conventional with careful compression ratios — see our guide on choosing extruder screws for PVC. Polyolefins tolerate barrier and mixing designs well — see choosing extruder screws for PE and PP. PET needs barrier melting plus venting, a combination covered in our PET extruder screw selection guide. Specifying a screw type without matching it to the material is one of the most common mistakes we see.
6. Compression Ratio: The Spec That Ties to Screw Type
Compression ratio — the ratio of feed-zone channel depth to metering-zone channel depth — is inseparable from screw type, and getting it wrong for the material is a frequent error in incoming quotes.
A high compression ratio (3.5:1 to 4:1) aggressively compresses and shears the polymer, melting it quickly but generating heat. Suitable for materials that melt easily and tolerate shear, like polyolefins.
A low compression ratio (2:1 to 2.5:1) compresses gently, suitable for heat-sensitive materials like rigid PVC and for materials that are already partly molten or pre-compounded.
The mistake we see most often is a customer copying a compression ratio from a different material — applying a polyolefin’s high compression ratio to PVC (causing degradation), or applying a low PVC ratio to a polyolefin (causing incomplete melting). Compression ratio must match both the material and the screw type. A barrier screw, for example, manages compression differently than a conventional screw because the barrier flight controls the melt transition. For the full design logic, see our extruder screw design guide.
7. Common Screw Type Specification Mistakes
Three specification mistakes account for most of the screw-type problems we see at the quoting stage.
Mistake 1: Defaulting to a Conventional Screw When Mixing Is Needed
The most frequent mistake. A customer adds colorant or filler to an existing product and keeps the conventional screw, expecting it to disperse the additive. Conventional screws have minimal mixing capability, so the result is color streaking and filler agglomeration. The fix is adding a mixing section matched to the task — dispersive (Maddock) for hard agglomerates, distributive (pin) for even spreading.
Mistake 2: Wrong Compression Ratio or Screw Type for the Material
Customers copy a screw specification — compression ratio, screw type — from a different material or a different machine, without re-deriving it for their actual material. A high compression ratio meant for polyolefins degrades PVC; a conventional screw meant for easy-melting resin leaves engineering-resin particles unmelted. We flag this at the quoting stage by confirming the material before finalizing the screw type and compression ratio.
Mistake 3: Not Knowing Barrier Screws Exist
A surprising number of customers struggling with incomplete melting or output surging do not know that barrier screws are an option. They keep adjusting temperatures and screw speed on a conventional screw that has simply run out of melting capacity. When we identify melting as the bottleneck, a barrier screw is often the solution they did not know to ask for.
8. Common Problems from the Wrong Screw Type
When a line underperforms, four problems point directly at the screw type, and each maps to a specific fix.
Problem 1: Unmelted Particles from a Conventional Screw’s Melting Limit
Unmelted granules or “fisheyes” in the product, especially on high-output lines, signal insufficient melting capacity. A conventional screw has hit its melting limit. The fix is a barrier screw, which forces complete melting before the metering zone. No temperature adjustment fully compensates for a melting-capacity shortfall.
Problem 2: Uneven Mixing, Color Variation, and Filler Agglomeration
Color streaking, shade variation batch to batch, or visible filler clumps signal inadequate mixing. The conventional screw lacks the dispersion capability the application needs. The fix is a mixing section — Maddock for breaking up hard agglomerates, pin or pineapple for distributive blending. This is one of the most common screw-type complaints we field.
Problem 3: Material Overheating and Degradation
Yellowing, degradation, or excessive melt temperature can come from too aggressive a screw — a high compression ratio or an aggressive Maddock mixing section generating excess shear heat in a sensitive material. The fix is a gentler screw geometry: lower compression ratio, or a distributive (pin) mixer instead of a dispersive (Maddock) one. The screw type must respect the material’s thermal sensitivity. For broader troubleshooting, see our plastic extruder troubleshooting guide.
Problem 4: Output Limits and Surging from the Wrong Screw Type
When output cannot reach target or surges unpredictably, and the cause is not feeding or temperature, the screw type is often wrong for the application — wrong compression ratio, insufficient melting capacity, or a metering section that cannot build stable pressure. The fix depends on the specific shortfall, but it usually means a screw redesign rather than a process adjustment. For diagnosing output problems systematically, see our output drop diagnostic guide and our broader work on extrusion process optimization.
9. Frequently Asked Questions About Extruder Screw Types
What is the difference between a conventional and a barrier screw?
A conventional screw uses a single continuous flight to melt and meter polymer. A barrier screw adds a secondary flight that separates melted from unmelted polymer, forcing complete melting before the metering zone. Barrier screws deliver more complete melting and more stable output, at higher cost and complexity. Use barrier when melting capacity is the bottleneck.
When do I need a mixing screw?
When dispersion is inadequate — color streaking, uneven filler distribution, additive inconsistency. A mixing section (Maddock, pin, or pineapple) improves dispersion. If you are adding colorant, filler, or additives to a product and seeing uneven results, you likely need a mixing section.
What is the difference between a Maddock and a pin mixing section?
A Maddock (fluted) mixer is a dispersive mixer — it uses high shear to break up agglomerates. A pin mixer is a distributive mixer — it spreads material evenly with less shear. Use Maddock for hard-to-disperse agglomerates like pigment clumps; use pin for shear-sensitive materials or simple even distribution.
Can one screw do both barrier melting and mixing?
Yes. A high-performance screw can combine a barrier melting section with a mixing section near the end. This is common for demanding applications like engineering-resin compounding that need both complete melting and good dispersion. The trade-off is higher cost and a screw more specifically tuned to one application.
What compression ratio do I need?
It depends on the material. Easy-melting, shear-tolerant materials like polyolefins use higher compression ratios (3.5:1–4:1). Heat-sensitive materials like rigid PVC use lower ratios (2:1–2.5:1). The most common mistake is copying a compression ratio from a different material — it must match both the material and the screw type.
Why does my conventional screw leave unmelted particles?
It has reached its melting-capacity limit for your output rate and material. A conventional screw can only melt so much polymer per unit time. When you exceed that — through higher output or a harder-to-melt material — unmelted particles appear. The solution is a barrier screw, which forces complete melting.
Is a more complex screw always better?
No. A conventional screw is the best choice when melting capacity and mixing are not bottlenecks — it is cheaper, more versatile, and easier to maintain. Barrier and mixing designs are worth their added cost only when the application specifically demands more melting capacity or dispersion. Pay for the capability you need, not for complexity you do not.
Choosing the Right Screw Type: Final Word
Screw type sets the ceiling on what an extrusion line can achieve. A conventional screw is the right, economical default for straightforward applications. A barrier screw is the answer when melting capacity limits output or leaves unmelted particles. A mixing section is the answer when dispersion is inadequate. Matching the screw type — and its compression ratio — to the material is what separates a line that hits its targets from one that fights problems no process adjustment can fix.
The most common screw-type mistakes all share one pattern: defaulting to a conventional screw, or copying a specification from a different material, instead of deriving the screw type from the actual melting and mixing requirements of the job.
At BLOOM, we manufacture conventional, barrier, and mixing-section screws — custom screws and screw elements — matched to the material and application. If you are specifying a new screw, troubleshooting incomplete melting or poor mixing, or unsure which screw type your application needs, contact our engineering team on WhatsApp — tell us the material, the output target, and any quality problems you are seeing, and we will recommend the screw type and compression ratio. For a broader procurement framework, see our 2026 extruder screw and barrel sourcing guide.




