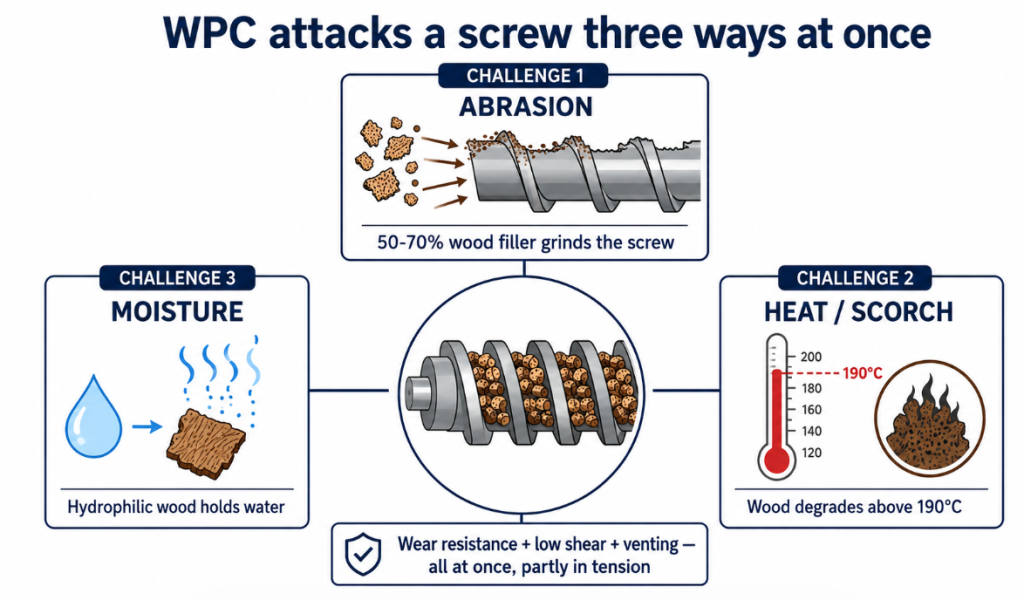
Wood-plastic composite is, in our experience, the single most demanding material an extruder screw has to handle — because it attacks the screw three ways at once. The high wood-flour loading grinds the screw and barrel like sandpaper. The wood degrades if it gets too hot, so the screw must run cool and gentle — the opposite of what you would do to melt a stubborn polymer. And the wood holds moisture that must be pulled out of the melt or it ruins the product. Wear resistance, low-shear gentleness, and venting are all mandatory, and they partly pull against each other. That tension is what makes a WPC screw a specialist part.
Across the WPC orders we manufacture at BLOOM — PE/PP-based decking, PVC-based profiles, and heavily wood-filled compounds with sawdust, bamboo, or rice husk — the same three challenges define every screw. This guide explains why WPC is so hard on a screw and barrel, how to handle the wear, temperature, and moisture problems, and the production failures that trace back to the wrong screw choice.
1. Why WPC Is the Hardest Material for an Extruder Screw
A WPC extruder screw and barrel must satisfy three demanding, partly conflicting requirements at the same time:
Extreme abrasion resistance. WPC is heavily filled with wood flour — often 50–70% — and that natural fiber, plus any mineral additives, is highly abrasive. It grinds the screw flights and barrel bore far faster than an unfilled polymer. This is the most common WPC problem we see: screws and barrels worn out prematurely on high wood-filler compounds.
Low-temperature, low-shear processing. Wood does not melt — it burns. The cellulose and lignin in wood thermally degrade above roughly 190°C, so a WPC screw must process the compound below the wood’s degradation temperature and must not generate excess shear heat. This is the opposite of how you would design a screw for a high-melting polymer, and it is why aggressive, high-shear screws scorch WPC.
Moisture removal. Wood fiber is hydrophilic — it absorbs and holds water — so WPC carries moisture that flashes to steam in the melt unless it is removed. A WPC screw needs venting (devolatilization) to pull that moisture out, or the product comes out full of bubbles and voids.
The tension is clear: you need to convey and homogenize a highly abrasive, moisture-laden material gently and coolly, while still building enough pressure to form the product. A screw optimized for one of these (say, maximum mixing) can violate another (overheating the wood). Getting all three right simultaneously is the WPC screw design problem. It draws on the same disciplines as our work on twin-screw compounding, abrasive-material wear, and moisture-sensitive processing — combined into one part.
2. The WPC Types We Manufacture Screws For
Across the WPC orders we see, the material splits into a few types, each with screw implications.
PE/PP-based WPC is the most common for outdoor decking, boardwalk planks, and fencing. The polyolefin matrix processes at moderate temperatures, and the focus is on wear resistance (for the wood filler) and venting (for moisture). Color and weather retention matter for these visible outdoor products, which makes avoiding thermal degradation important.
PVC-based WPC is used for profiles, wall panels, door panels, and trim. PVC-based WPC carries a double threat — the wood’s abrasion plus PVC’s corrosion (hydrochloric acid). It also needs the low-temperature handling both materials demand (PVC is heat-sensitive too). PVC-based WPC very commonly runs on conical counter-rotating twin screws (section 6).
High wood-flour-filled compounds (50–70%) push the abrasion challenge to its maximum. The higher the wood loading, the more aggressive the wear and the more critical maximum wear-resistant construction becomes.
Bamboo, rice husk, and other natural fibers behave similarly to wood flour — hydrophilic, abrasive, and heat-sensitive — and need the same screw approach. Some, like rice husk with its silica content, can be even more abrasive than wood.
| WPC type | Matrix | Main products | Key screw demands |
|---|---|---|---|
| PE/PP-based | Polyolefin | Decking, fencing, boardwalk | Wear resistance, venting, low temp |
| PVC-based | PVC | Profiles, wall/door panels | Wear + corrosion resistance, low temp, often conical |
| High wood-filler (50–70%) | Either | Dense/structural products | Maximum wear resistance |
| Bamboo / rice husk | Either | Eco decking, panels | Wear resistance (rice husk = high silica), venting |
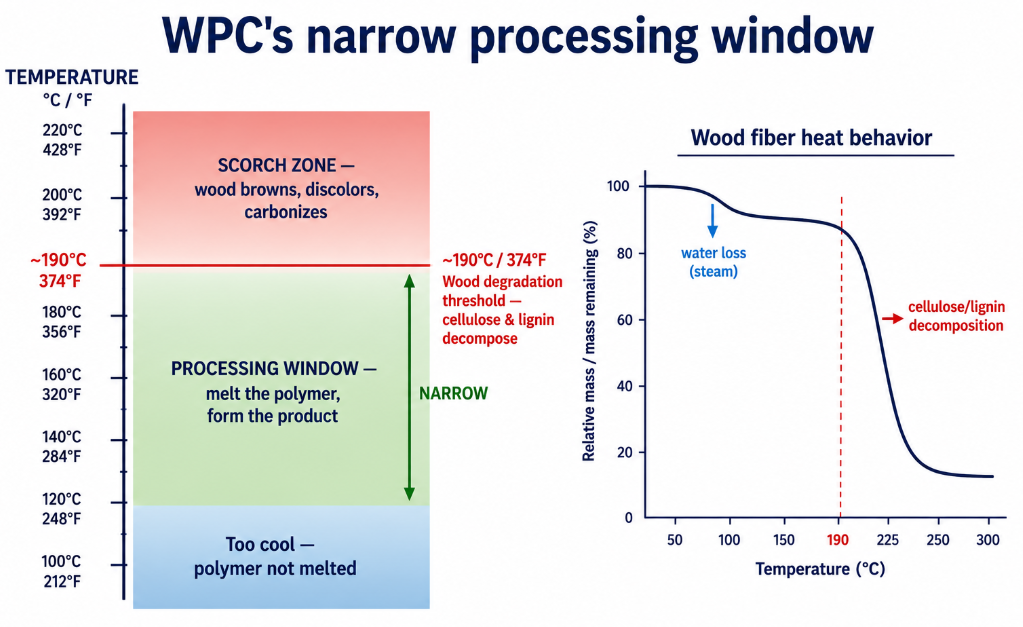
3. The 190°C Problem: Why WPC Screws Must Run Cool
The defining constraint of WPC processing — and the one customers most often underestimate — is that wood degrades with heat. The cellulose and lignin that make up wood fiber thermally decompose at temperatures above about 190°C (374°F), which is well within the range a normal plastic extrusion screw would reach (Plastics Technology: Wood-Plastics Composites Done Right). Above that threshold the wood scorches, discolors, and loses integrity — and the product comes out brown, streaked, or specked with carbonized wood.
Thermal analysis of wood fiber shows two distinct heat events: first the loss of water as steam at low temperature, then the decomposition of the celluloses and lignin beginning around 190°C and continuing upward. The practical message for a WPC screw is that there is a narrow processing window — hot enough to melt the polymer matrix and form the product, but below the wood’s degradation point. That window is tighter than for almost any commodity polymer.
Two screw-design consequences follow:
Low shear. Shear is mechanical work that turns into heat. A WPC screw must be designed for gentle, low-shear conveying — not the aggressive mixing that generates the shear heat a high-melting polymer needs. Over-aggressive screw geometry is a leading cause of scorched WPC, because the shear heat pushes the melt past 190°C even if the barrel temperature setpoint looks fine.
Tight thermal control. The barrel temperatures must be controlled to keep the melt below the degradation point, and the screw must not add uncontrolled heat on top. This is why WPC scorching is often a screw problem (too much shear heat) rather than just a temperature-setpoint problem.
This low-temperature requirement is the single biggest difference between a WPC screw and a screw for an ordinary polymer, and it is why you cannot simply run WPC on a generic screw and turn down the temperature.
4. Extreme Wear Resistance for High Wood-Filler WPC Screws
The flip side of WPC is abrasion. High wood-flour loadings — and any mineral fillers or silica-bearing fibers like rice husk — grind the screw flights and barrel bore aggressively. Fast screw and barrel wear on WPC is the most common after-sales problem we field, and it comes directly from under-specifying wear protection.
The mistake we see repeatedly: a customer runs a 50–70% wood-filled compound on a standard nitrided screw because it was the default, and it wears out in a fraction of the expected life. High wood-filler WPC needs maximum wear-resistant construction from the start:
- Bimetallic barrels with a hard, wear-resistant alloy liner — the standard for abrasive WPC, far outlasting a nitrided bore.
- Hardened or tungsten-carbide screw surfaces — hardfacing or carbide on the flight crests to resist the abrasive grinding.
The wear logic is the same as for other highly abrasive materials, covered in our coating and surface treatment guide and 38CrMoAlA vs bimetallic vs tool steel comparison — and it parallels the glass-fiber wear problem in our high-glass-fiber twin-screw wear solutions. For how to assess wear before it becomes critical, see our screw and barrel wear analysis.
There is a subtlety worth noting: the wear-resistant requirement and the low-temperature requirement interact. You cannot solve wear by simply running slower and hotter (that scorches the wood), and you cannot solve scorching by running faster (that increases wear and shear heat). The screw has to be built for both — abrasion-resistant surfaces and a low-shear, cool-running geometry. That combination is the heart of WPC screw design.
5. Venting and Moisture Removal in WPC Screws
Wood fiber is hydrophilic — its cellulose and hemicellulose contain hydroxyl groups that attract and hold water (Springer: Wood–Plastic Composite Technology). That means WPC always carries moisture, and unless it is removed, the water flashes to steam in the hot melt and leaves the product full of bubbles, voids, and weak zones. Bubbles and steam-related defects are one of the common WPC problems we hear about.
Moisture is managed two ways, and a good WPC screw supports both:
Drying before processing. The wood flour or compound should be dried before extrusion. Industry guidance points to getting moisture quite low — on the order of around 1% — for proper WPC processing (academic review of WPC extrusion). Drying is the first line of defense.
Venting (devolatilization) on the screw. Even with drying, a WPC screw typically needs a vent — often an atmospheric vent to release the bulk of the steam, and sometimes a vacuum vent downstream to pull out the remainder. The screw is configured with a decompression zone at the vent so moisture can escape rather than staying trapped in the melt. This is the same venting discipline used for moisture-sensitive materials like PET and recycled plastics, covered in our recycled plastic screw guide and PET screw selection guide.
A point customers miss: drying and venting are both needed, not either-or. Drying reduces the load; venting handles what remains and provides margin. A WPC screw specified without a vent zone struggles with moisture even if the material was dried, because wood reabsorbs moisture readily and some always remains.
6. Conical Counter-Rotating Twin Screws for WPC
For WPC — especially PVC-based WPC — the conical counter-rotating twin screw is a very common and well-suited configuration, and customers often do not know it is the preferred choice. Understanding why connects directly to WPC’s three challenges.
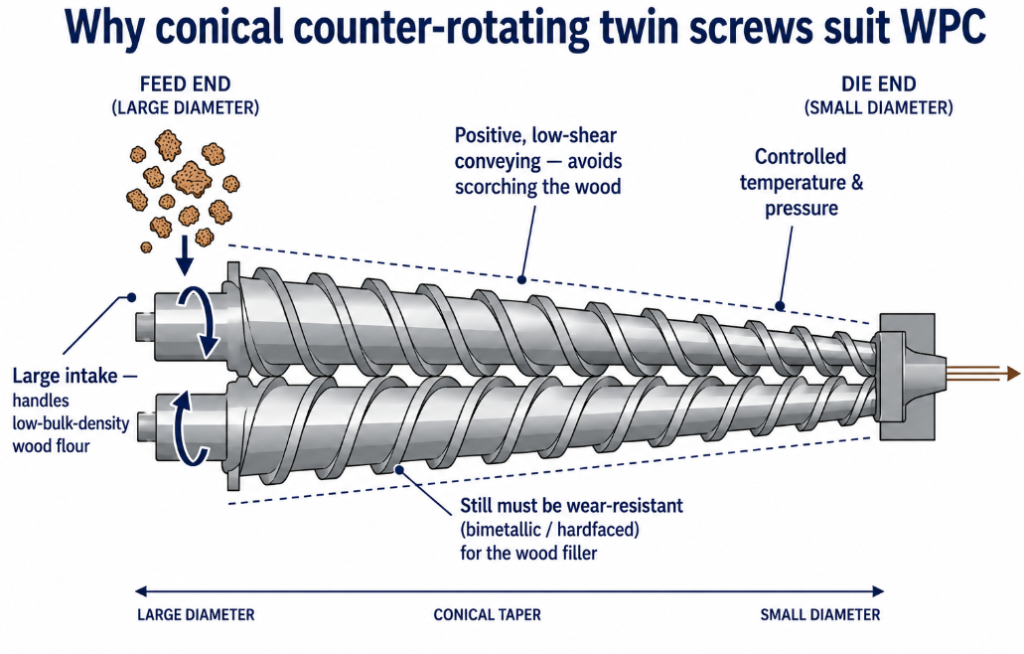
Conical counter-rotating twin screws have screws that are larger in diameter at the feed end and taper toward the die. This geometry suits WPC for several reasons:
Good intake of low-bulk-density material. Wood flour and WPC dry-blends have low bulk density and can be difficult to feed. The large feed-end diameter of a conical twin screw gives good intake of this bulky, poorly-flowing material — addressing the feeding difficulty customers report.
Low-shear, positive conveying. Counter-rotating intermeshing screws give positive, controlled conveying with relatively low shear — exactly the gentle handling WPC needs to avoid scorching. They move the material forward without the intensive shear that would overheat the wood.
Heat and pressure control. The tapering geometry and counter-rotating action suit the controlled, lower-temperature processing WPC requires.
This is the same reason rigid PVC profile runs on conical counter-rotating twins, as covered in our PVC extruder screw and barrel guide — and PVC-based WPC inherits that logic plus the wood-filler wear challenge. The broader co- versus counter-rotating decision is in our co-rotating vs counter-rotating twin-screw guide. (PE/PP-based WPC, by contrast, is sometimes run on parallel or single-screw configurations depending on the product and output.)
Whatever the configuration, the conical counter-rotating twin screw must still be built wear-resistant for the wood filler — the geometry helps with feeding and gentleness, but it does not by itself solve the abrasion problem.
7. PE/PP-Based vs PVC-Based WPC: Two Screw Routes
The two main WPC families lead to somewhat different screw specifications, summarized below.
| Factor | PE/PP-based WPC | PVC-based WPC |
|---|---|---|
| Typical products | Decking, fencing | Profiles, panels, trim |
| Main threats | Abrasion + moisture | Abrasion + corrosion + moisture |
| Corrosion resistance | Not critical | Important (HCl from PVC) |
| Processing temperature | Moderate, below wood degrade | Low, both PVC and wood heat-sensitive |
| Common configuration | Parallel twin / single, or conical | Conical counter-rotating twin |
| Surface treatment | Bimetallic / hardfaced (wear) | Bimetallic + corrosion-resistant (wear + corrosion) |
The key difference is corrosion: PVC-based WPC adds PVC’s hydrochloric-acid corrosion to the wood’s abrasion, so it needs a screw and barrel that resist both — typically a bimetallic barrel with a corrosion-and-wear-resistant alloy, and a correspondingly protected screw. PE/PP-based WPC is primarily an abrasion-and-moisture problem without the corrosion dimension. Both need the low-temperature, low-shear handling the wood demands.
8. Common WPC Screw Specification Mistakes
Four specification mistakes account for most of the WPC problems we see, and each comes from treating WPC like an ordinary polymer.
Mistake 1: Running High Wood-Filler WPC on a Standard Screw
The most common. Customers run a 50–70% wood-filled compound on a standard nitrided screw, and the abrasive wood flour grinds it out far ahead of schedule. High wood-filler WPC needs bimetallic and hardened/carbide construction from the start — wear resistance is not optional.
Mistake 2: Not Knowing Wood Flour Degrades at High Temperature
Customers apply normal-polymer processing logic — high temperature, high shear to melt and mix — and scorch the wood, because cellulose and lignin degrade above ~190°C. WPC needs a low-shear screw and tight temperature control to stay below the wood’s degradation point. Aggressive screw geometry is a hidden cause of scorching.
Mistake 3: Not Planning for Venting and Moisture Removal
Customers overlook the moisture in wood fiber and specify a screw with no vent zone, then fight bubbles and voids. WPC needs drying and venting (devolatilization) — the wood is hydrophilic and always carries moisture that must be pulled out of the melt.
Mistake 4: Not Knowing Conical Counter-Rotating Suits WPC
Customers default to whatever configuration they know, not realizing that conical counter-rotating twin screws suit WPC (especially PVC-based) well — good intake of low-bulk material, low shear, and controlled temperature. The wrong configuration makes feeding and gentle processing harder than they need to be.
9. Common WPC Production Problems and Screw-Related Causes
Three problems dominate the WPC technical calls we receive, and each maps to one of WPC’s three challenges.
Problem 1: Screw and Barrel Wear Too Fast on WPC
The screw and barrel wear out far sooner than expected, with output instability as clearances open up. The cause is under-specified wear protection against the abrasive wood (and any silica from rice husk). The fix is maximum wear-resistant construction — bimetallic barrel, hardened or carbide screw surfaces — matched to the wood-filler level.
Problem 2: Discoloration and Scorching of WPC
The product comes out brown, yellowed, or scorched. This is wood thermal degradation — the melt exceeded ~190°C, from too-high temperature settings or, often, excess shear heat from an over-aggressive screw. The fix is a low-shear screw geometry and tight temperature control to keep the melt below the wood’s degradation threshold. For broader melt-quality diagnostics, see our plastic extruder troubleshooting guide.
Problem 3: Bubbles and Moisture Defects in WPC
Bubbles, voids, or steam-related weak zones signal moisture flashing to steam in the melt — a drying or venting shortfall. The wood absorbed moisture and it was not removed. The fix is proper drying of the wood/compound plus a vented screw (atmospheric and, if needed, vacuum) to pull moisture out during extrusion.
10. Frequently Asked Questions About WPC Extruder Screws
Why does WPC wear out screws so fast?
WPC is heavily filled with wood flour — often 50–70% — plus sometimes mineral fillers or silica-bearing fibers like rice husk, all of which are highly abrasive. They grind the screw flights and barrel bore much faster than unfilled polymer. WPC needs bimetallic barrels and hardened or tungsten-carbide screw surfaces to resist this wear.
Why is my WPC product coming out brown or scorched?
Wood degrades at high temperature — its cellulose and lignin decompose above about 190°C. Brown or scorched product means the melt exceeded that threshold, usually from too-high temperatures or excess shear heat from an over-aggressive screw. WPC needs a low-shear screw and tight temperature control to stay below the wood’s degradation point.
Do I need to dry WPC before extrusion?
Yes. Wood fiber is hydrophilic and holds moisture, which flashes to steam in the melt and causes bubbles and voids. The wood or compound should be dried (to roughly 1% moisture), and the screw should also have a vent zone to remove residual moisture during extrusion. Drying and venting are both needed.
What screw configuration is best for WPC?
For PVC-based WPC especially, conical counter-rotating twin screws are very common — they handle low-bulk-density wood material well at the intake, convey with low shear (avoiding scorch), and suit controlled low-temperature processing. PE/PP-based WPC may use parallel twin or other configurations depending on the product. All must be built wear-resistant for the wood filler.
What’s the difference between a screw for PE/PP-based and PVC-based WPC?
Both need wear resistance (for the wood) and low-temperature handling. The key difference is corrosion: PVC-based WPC adds PVC’s hydrochloric-acid corrosion, so it needs corrosion resistance too — typically a bimetallic barrel with a corrosion-and-wear-resistant alloy. PE/PP-based WPC is mainly an abrasion-and-moisture problem without the corrosion dimension.
Can I run WPC on my existing plastic extruder screw?
Usually not effectively. A standard screw lacks the wear resistance for the wood filler, may generate too much shear heat (scorching the wood), and may have no vent for moisture. Running WPC on a generic screw typically leads to fast wear, discoloration, or bubbles. WPC needs a screw specified for its three challenges.
Is rice husk or bamboo filler different from wood flour?
They behave similarly — all are hydrophilic, abrasive, and heat-sensitive natural fibers needing the same wear-resistant, low-shear, vented screw approach. Rice husk contains silica, which can make it even more abrasive than wood flour, raising the wear-resistance requirement further.
How to Choosing the Right WPC Screw
A WPC extruder screw and barrel is a specialist part because WPC attacks it three ways at once: abrasion from the high wood-flour loading, scorching if the melt exceeds the wood’s ~190°C degradation point, and moisture from the hydrophilic wood fiber. The screw must be wear-resistant, low-shear and cool-running, and vented — all together, even though wear protection and gentle low-temperature handling pull in different directions. Get all three right and the line produces strong, uniform, well-colored WPC; get any one wrong and the failures follow predictably — premature wear, scorching, or bubbles.
The common thread in WPC mistakes is applying ordinary-polymer logic — high temperature, high shear, standard wear protection — to a material that punishes all three. WPC needs its own screw design discipline.
At BLOOM, we manufacture WPC extruder screws, conical counter-rotating screws, and wear-resistant bimetallic barrels for PE/PP-based and PVC-based WPC, high wood-filler compounds, and bamboo or rice-husk composites — built wear-resistant for the filler and low-shear for the wood. If you are specifying a WPC line, fighting fast wear, scorching, or bubble problems, or unsure whether you need a conical configuration, contact our engineering team on WhatsApp — tell us your matrix (PE/PP or PVC), wood-filler level and fiber type, products, and output, and we will recommend the right screw and barrel. For the wear-protection options, see our coating and surface treatment guide, and for the broader procurement picture, our 2026 extruder screw and barrel sourcing guide.




