Compounding and masterbatch production live or die on the screw configuration. Unlike straightforward extrusion, where the screw just needs to melt and pump, a compounding screw has to disperse pigment evenly, wet out high loadings of filler, blend additives homogeneously, pull air and volatiles out of the melt, and do all of it without overheating the material. Get the screw element configuration wrong and you get color streaks, filler agglomeration, or output that will not climb — problems no amount of temperature tweaking will fix.
By the BLOOM Engineering Team
Compounding twin-screw work is the core of what we manufacture at BLOOM. Across the color masterbatch, filler masterbatch, and functional masterbatch orders that come through our shop, the same hard-won lessons repeat: the screw element layout is everything, side feeding and venting are non-negotiable for high filler loadings, and wear resistance is mandatory for abrasive fillers. This guide explains why compounding needs a twin-screw, how the modular screw elements work, and the production problems that trace back to a wrong configuration.
1. Why Compounding and Masterbatch Need a Twin-Screw, Not a Single Screw
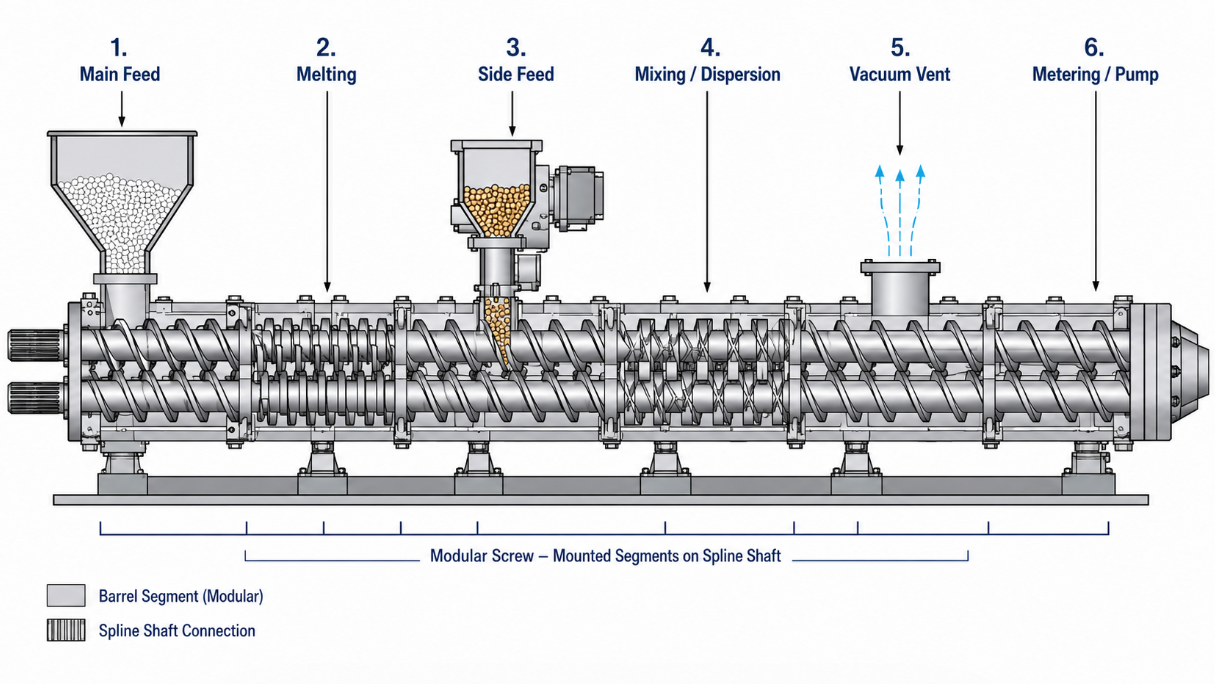
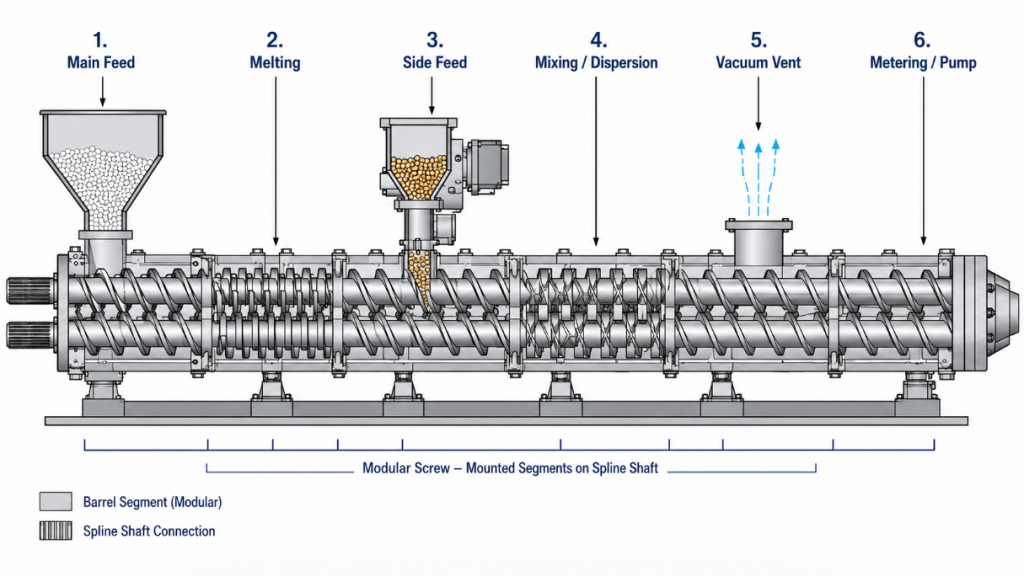
Compounding and masterbatch production almost always run on a co-rotating twin-screw extruder, and for good reason. The co-rotating intermeshing twin-screw is recognized across the industry as the most efficient continuous compounding device available — capable of very high screw speeds, with a modular barrel and screw design that lets the processor sequence different operations (melting, mixing, downstream filler addition, vacuum venting) along the length of the machine (Plastics Technology: managing pressure in co-rotating TSE).
A single-screw extruder cannot match this. Its fixed-geometry screw has limited mixing capability and no practical way to add side feeders or multiple vents mid-barrel. For dispersing pigment, blending additives, or incorporating high filler loadings, the single screw simply lacks the tools. This is why compounding is twin-screw territory — the architecture difference is covered in our single-screw vs twin-screw comparison, and the choice of co-rotating specifically in our co-rotating vs counter-rotating guide.
The defining advantage is modularity: the screw is not one piece, but a shaft onto which conveying elements, kneading blocks, and mixing elements are assembled in whatever sequence the formulation needs. Change the formula, reconfigure the elements. That flexibility is the entire reason compounding uses this machine.
2. The Compounding and Masterbatch Types We Manufacture For
Across the compounding and masterbatch orders we see, three types dominate, each with distinct screw implications.
Color masterbatch disperses high concentrations of pigment into a carrier resin. The screw challenge is dispersive mixing — breaking up pigment agglomerates so the color is uniform and streak-free. This needs well-placed kneading blocks to apply the shear that breaks agglomerates, without so much shear that heat-sensitive pigments degrade. Industry practice often uses a split-feed approach — feeding pigment separately rather than pre-mixed — with a downstream mixing section that wets the pigment out into the melt before final devolatilization (Plastics Technology: twin-screw tools for color pigment dispersion).
Filler masterbatch incorporates high loadings of inorganic filler — calcium carbonate, talc — into a polymer. The challenge here is twofold: feeding the high volume of low-bulk-density filler (usually via side feeders), and the abrasive wear the filler causes. Filler loadings can be very high, which makes side feeding and venting critical.
Functional masterbatch blends additives — modifiers, stabilizers, flame retardants, processing aids — into a carrier. The challenge is distributive mixing to spread the additive evenly, often with care to avoid degrading heat-sensitive actives.
| Masterbatch type | Primary screw challenge | Mixing emphasis | Key requirement |
|---|---|---|---|
| Color masterbatch | Pigment dispersion | Dispersive (high shear) | Kneading blocks to break agglomerates |
| Filler masterbatch | High filler loading + abrasion | Distributive + wear resistance | Side feeding, venting, wear-resistant build |
| Functional masterbatch | Even additive distribution | Distributive (gentle) | Avoid degrading heat-sensitive actives |
| Glass-fiber reinforced | Disperse without breaking fiber | Gentle distributive | Side feeding, wear resistance, low-shear elements |
3. Modular Screw Elements: The Heart of a Compounding Screw
The single most important — and most often misconfigured — aspect of a compounding screw is the screw element layout. The most common mistake we see is customers who do not know how to configure the mixing elements: wrong kneading block placement, wrong number, or wrong type for the formulation.
A compounding screw is built from three broad element families:
Conveying elements transport material along the screw with minimal shear. Their pitch (the lead angle of the flight) controls how fast material moves and how full the channel runs.
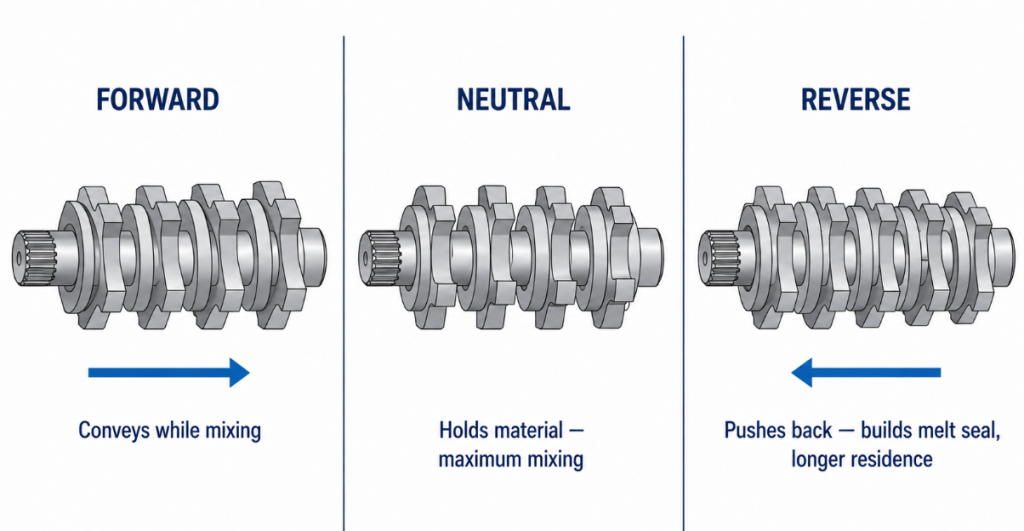
Kneading blocks are the workhorses of compounding. Made of staggered discs, they apply intensive shear that disperses pigment and filler. The stagger angle controls the mixing character — a forward-staggered block conveys while mixing, a neutral block holds material for maximum mixing, and a reverse-staggered block pushes material backward to build a melt seal and maximize residence time. Placement and stagger angle are what separate a screw that disperses pigment perfectly from one that streaks.
Mixing elements (such as tooth-mixing or other distributive geometries) spread material evenly without the high shear of kneading blocks — used for gentle distributive mixing of shear-sensitive additives.
| Element family | Function | Shear level | Used for |
|---|---|---|---|
| Conveying elements | Transport material along the screw | Low | Feeding, conveying between zones, metering |
| Kneading blocks | Melt and disperse via staggered discs | Medium–high | Pigment dispersion, filler wetting, melting |
| Mixing elements (tooth/distributive) | Spread material evenly | Low–medium | Distributing shear-sensitive additives |
| Reverse / sealing elements | Push material back, build melt seal | High (localized) | Vent seals, residence-time control |
The kneading blocks themselves behave very differently depending on how their discs are staggered, which is the parameter that most directly controls mixing character:
| Stagger | Net conveying | Mixing intensity | Typical use |
|---|---|---|---|
| Forward | Forward (with flow) | Moderate | Conveys while mixing — general dispersion |
| Neutral (90°) | None | High | Holds material for maximum mixing |
| Reverse | Backward (against flow) | Very high | Melt seal, longest residence, vent sealing |
The art is in the sequencing: solids conveying, then melting (kneading), then downstream feed addition, then mixing, then venting, then pressure build-up to the die. The same dispersive-versus-distributive logic that governs single-screw mixing sections applies here, but with far more configurability. Our twin screw elements guide covers element selection in depth, and our extruder screw types guide explains the underlying dispersive-versus-distributive distinction.
A practical reality we emphasize to customers: the same machine reconfigures for different jobs. A screw set up for color masterbatch can be rebuilt for glass-fiber compound by swapping the high-shear kneading blocks for low-shear elements — a fraction of the cost of a new machine. That reconfigurability is the core value of modular compounding screws.
4. Side Feeding: Why Compounding Screws Need Multiple Feed Ports
A frequent gap in customer specifications is not knowing that compounding often requires side feeders — secondary feed ports partway down the barrel where filler or glass fiber is introduced, separate from the main feed.
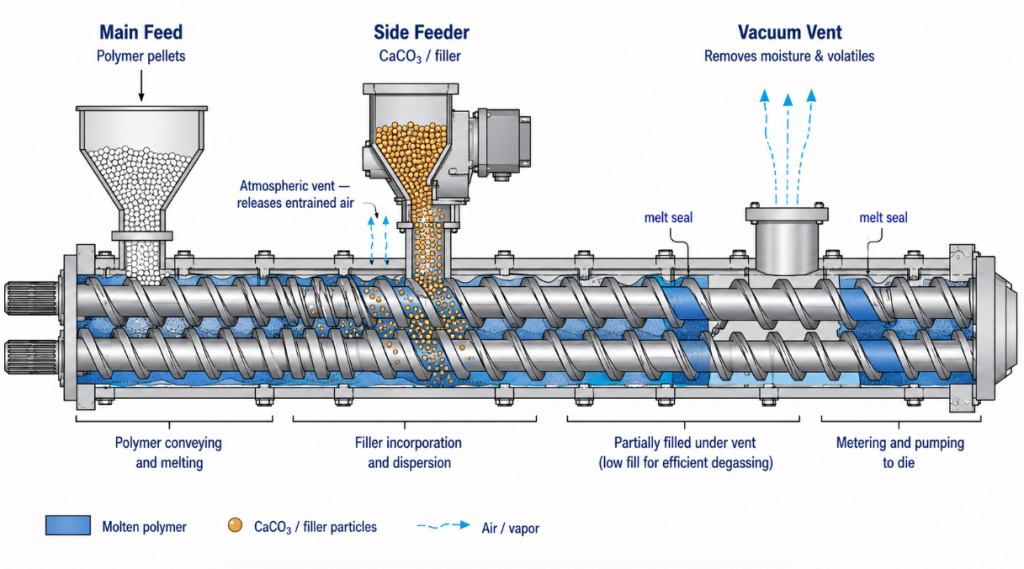
The reason is straightforward. If you try to feed high loadings of low-bulk-density filler through the main feed throat along with the polymer, the filler displaces the polymer and the feed throat chokes. By melting the polymer first and side-feeding the filler downstream into the already-molten material, the filler incorporates smoothly at loadings that would be impossible through the main feed. For glass fiber, downstream side feeding also protects fiber length — adding fiber after the polymer is molten avoids the aggressive melting-zone shear that would shatter it.
Side feeding brings a companion requirement: atmospheric venting. Side-fed filler drags a large volume of air into the barrel, and that air has to escape or it disrupts the flow. Industry guidance confirms that side feeding low-bulk-density fillers at high loadings — up to 80% in some compounds — requires multiple atmospheric vents to remove the large volumes of air the filler carries in (Plastics Technology: solving venting problems on compounding extruders). A compounding screw specified without side feeders, or without the venting to support them, cannot handle high filler loadings — a common reason a line fails to hit its filler target.
5. Devolatilization and Venting in Compounding Screws
Venting is the requirement customers most often overlook entirely, and it serves two distinct purposes in compounding: removing entrained air (from side-fed fillers) and removing volatiles and moisture from the melt (devolatilization).
A devolatilization zone is a section of screw that runs partially filled at low pressure, isolated between two melt-filled sealing zones, so volatiles can diffuse out of the melt and escape through the vent. Vacuum is usually applied to the devolatilization vent to increase the driving force; compounding lines typically run vacuum in the range of 100–300 mbar. A useful rule of thumb from the industry: each vent stage can reduce the volatile concentration by roughly an order of magnitude, which is why heavily-volatile feedstocks use multiple vents in series.
One real failure mode worth knowing — and one our customers report — is vent flooding, where melt comes up out of the vent port instead of staying in the screw channel. This happens when the filled length of screw needed to build pressure reaches back to the vent opening. The fix is increased vent area or relocating the sealing elements, not simply turning down the output (Plastics Technology: solving venting problems). Venting is genuinely a screw-design problem, not just a machine accessory.
This venting logic overlaps heavily with recycled-material and PET compounding, both of which carry moisture and volatiles — see our recycled plastic screw guide and PET extruder screw selection guide.
6. Wear Resistance for High-Filler Compounding Screws
When compounding abrasive fillers — calcium carbonate, talc, and especially glass fiber — wear resistance moves from optional to essential. The abrasive particles grind the kneading blocks and barrel bore continuously, and a standard nitrided screw wears out far faster than it would on unfilled polymer. Fast screw and barrel wear on high-filler compounds is one of the more common after-sales issues we field.
The wear-resistant response mirrors other abrasive applications:
- Bimetallic barrels with a hard alloy liner resist the abrasive wear far better than nitrided bores.
- Hardened or wear-resistant kneading blocks and screw elements — through-hardened tool steels or hardfaced/coated elements — protect the high-wear mixing zones.
Because compounding screws are modular, there is a cost advantage here: the high-wear elements (kneading blocks in the mixing zones) can be replaced individually without scrapping the entire screw. This is one reason modular compounding screws have favorable long-term consumable economics for abrasive work, despite the higher upfront cost. For material options, see our 38CrMoAlA vs bimetallic vs tool steel comparison and our high-glass-fiber twin-screw wear solutions; for wear mechanics generally, our screw and barrel wear analysis.For choosing among hardfacing, carbide, and bimetallic for abrasive fillers, see our extruder screw coating and surface treatment guide.
7. L/D and Screw Configuration for Compounding Output
Compounding needs a longer L/D than simple extrusion, and under-specifying it is a recurring mistake. The reason is that a compounding screw has to fit many functional zones along its length: solids conveying, melting, downstream side feeding, distributive mixing, devolatilization, and final pressure build-up. Each consumes barrel length.
Typical compounding L/D runs 36:1 to 48:1, with reactive compounding and heavily-vented processes going to 52:1 or beyond. A customer copying a 30:1 L/D from a simpler process will not have the length budget to fit a side-feed zone, a vacuum vent, and adequate mixing — and the line will not reach its output or quality target. The full L/D logic is covered in our extruder screw L/D ratio guide.
Output on a compounding twin-screw is also decoupled from screw speed in a way single screws are not: feed rate and screw rpm are set independently, allowing the operator to optimize mixing and devolatilization separately from throughput. When output will not climb despite available motor power, the cause is usually an element configuration that is not conveying efficiently, or an L/D too short to stage the process — not simply a speed limit.
8. Common Compounding & Masterbatch Screw Specification Mistakes
Three specification mistakes account for most of the compounding problems we see at the quoting stage.
Mistake 1: Not Knowing How to Configure the Mixing Elements
The most frequent and most consequential. Customers specify a compounding screw without understanding kneading block placement, count, and stagger angle for their formulation. The result is poor dispersion — color streaks, filler agglomeration, inconsistent additive distribution. The fix is configuring the element layout to the formula, which is where an experienced screw maker earns its keep. We work from the formulation backward to the element sequence rather than supplying a generic screw.
Mistake 2: Not Specifying Side Feeders for High Filler Loadings
Customers running high filler or glass-fiber loadings often do not plan for side feeders, expecting to feed everything through the main throat. The feed throat chokes, and the line cannot reach its filler target. High filler loadings need downstream side feeding, with atmospheric venting to handle the entrained air.
Mistake 3: Not Planning for Devolatilization and Venting
Customers overlook venting entirely, then struggle with bubbles, voids, and entrained air in the product. Compounding needs atmospheric vents (for side-feeder air) and usually a vacuum vent (for volatiles and moisture). The screw must be configured with the sealing elements that make venting work — it is not an afterthought accessory.
9. Common Compounding & Masterbatch Production Problems
Three problems dominate the compounding technical calls we receive, and each maps to a configuration cause.
Problem 1: Uneven Mixing, Color Variation, and Filler Agglomeration
Color streaks, shade variation, or visible filler clumps signal inadequate dispersion — the wrong kneading block configuration for the formulation. The fix is reconfiguring the mixing elements: more or differently-staggered kneading blocks for dispersion, or a different downstream mixing section. This is the signature compounding-screw problem, and it is a configuration issue, not a process-setting one. For broader diagnostics, see our plastic extruder troubleshooting guide.
Problem 2: Fast Screw and Barrel Wear on High-Filler Compounds
Abrasive fillers — calcium carbonate, talc, glass fiber — grind the kneading blocks and barrel bore, wearing them faster than unfilled polymer. The symptom is declining dispersion quality and output stability as clearances open up. The fix is wear-resistant construction (section 6), and on a modular screw, replacing the worn high-wear elements individually.
Problem 3: Compounding Output Cannot Reach Target
When output will not climb despite available motor power, the cause is usually an element configuration that conveys inefficiently, or an L/D too short to stage all the process functions. Because feed rate and screw speed are independent on a twin-screw, the diagnosis is rarely a simple speed limit — it is a configuration or length issue. See our output drop diagnostic guide for the systematic approach.
10. Frequently Asked Questions About Compounding & Masterbatch Screws
Why does compounding use a co-rotating twin-screw instead of a single screw?
The co-rotating intermeshing twin-screw is the most efficient continuous compounding device available, with modular screw elements that can be sequenced for melting, mixing, side feeding, and venting along the barrel. A single screw has fixed geometry, limited mixing, and no practical way to add side feeders or multiple vents — so it cannot do what compounding requires.
What are kneading blocks and why do they matter?
Kneading blocks are screw elements made of staggered discs that apply the intensive shear that disperses pigment and filler. Their placement, count, and stagger angle determine the mixing character — forward for conveying-while-mixing, neutral for maximum mixing, reverse for building a melt seal. They are the most important element in a compounding screw, and the most often misconfigured.
Do I need side feeders for masterbatch production?
For high filler or glass-fiber loadings, yes. Feeding high volumes of low-bulk-density filler through the main throat chokes the feed; side-feeding it downstream into already-molten polymer allows much higher loadings. Side feeders also need atmospheric venting to remove the air the filler drags in.
Why does melt come out of my vacuum vent?
This is vent flooding — it happens when the filled length of screw needed to build pressure reaches back to the vent opening. The fix is increasing the vent area or relocating the sealing elements upstream, not just reducing output. It is a screw-design and configuration issue.
What L/D ratio do I need for compounding?
Typically 36:1 to 48:1, with reactive compounding and heavily-vented processes going to 52:1 or beyond. Compounding needs the length to fit solids conveying, melting, side feeding, mixing, venting, and pressure build-up. A shorter L/D copied from a simpler process usually means insufficient room for these functions.
Can one twin-screw run different masterbatch formulations?
Yes — that is the core advantage of modular screws. The same machine reconfigures by swapping screw elements: high-shear kneading blocks for color masterbatch, low-shear elements for glass-fiber compound. Reconfiguring costs a fraction of a new machine and is why modular compounding screws have strong long-term ROI.
Why is my masterbatch poorly dispersed despite high screw speed?
Dispersion quality depends on the element configuration, not just screw speed. If the kneading blocks are wrong for the formulation — too few, wrong stagger, wrong placement — more speed will not fix it, and may add degrading heat instead. The fix is reconfiguring the mixing elements to the formulation.
Choosing the Right Compounding Screw: Final Word
Compounding and masterbatch production are screw-configuration disciplines more than anything else. The co-rotating twin-screw provides the platform; the modular elements — kneading blocks for dispersion, mixing elements for distribution, side feeders for high filler loadings, vents for air and volatiles — are what turn that platform into a screw matched to a specific formulation. Configure them correctly and the line produces uniform, well-dispersed, void-free compound; configure them wrong and the failures are predictable: streaks, agglomeration, vent flooding, or output that will not climb.
The common thread in compounding mistakes is treating the screw as a generic component rather than a formulation-specific configuration. The formula should drive the element layout, not the other way around.
At BLOOM, compounding twin-screw work is our core business — we manufacture custom screw elements and complete screws for color, filler, functional, and reinforced compounding, configured to the formulation and built wear-resistant for abrasive fillers. If you are specifying a compounding line, fighting dispersion or wear problems, or trying to hit a filler loading your current screw cannot reach, contact our engineering team on WhatsApp — tell us the formulation, the filler loading, your target output, and any quality problems, and we will work back to the right element configuration. For a broader procurement framework, see our 2026 extruder screw and barrel sourcing guide.




