PET is one of the most demanding polymers to extrude well — and one of the most commonly misunderstood at the screw-specification stage. A screw that runs PE or PP perfectly will produce yellowed, bubble-ridden, or low-strength PET, because PET fails in three ways those polymers never do: it absorbs moisture from the air, it hydrolyzes (chemically breaks down in the presence of water at melt temperature), and it has a narrow processing window that punishes excess residence time.
PET is a material we manufacture screws and barrels for regularly at BLOOM, across sheet, film, and fiber/bottle-chip applications. The single most common specification gap we see is customers treating PET like “just another thermoplastic” — copying a screw spec from a polyolefin line, skipping the vent section, and underestimating how much drying and L/D matter. This guide covers what makes PET different, how to specify the right screw for each application, the special case of recycled PET (rPET), and the production problems that trace back to a wrong screw choice.
By the BLOOM Engineering Team
1. Why PET Demands a Different Screw Than PE, PP, or PVC
The screw-design logic that works for polyolefins does not transfer to PET, for three reasons rooted in PET’s chemistry:
PET is hygroscopic. Unlike PE or PP, PET actively absorbs moisture from ambient air. Pellets left exposed will pick up enough water within hours to cause processing problems. This is not a minor housekeeping issue — it directly drives screw and process design.
PET hydrolyzes at melt temperature. When water is present in molten PET, it chemically cleaves the polymer chains — a reaction called hydrolysis. The result is a drop in intrinsic viscosity (IV), the molecular-weight measure that determines PET’s strength. Hydrolyzed PET produces weak, brittle product regardless of how well the line runs mechanically. This is why drying and venting dominate PET screw design.
PET has a narrow processing window. PET melts around 250–260 °C and processes at 270–290 °C, but it begins thermal degradation not far above that. Excess residence time or shear heating pushes PET into yellowing and chain scission quickly. The screw must deliver enough mechanical work to melt and homogenize PET without overheating it — a tighter balance than polyolefins require.
These three properties mean a PET screw is not a polyolefin screw with different temperature settings. It needs specific compression ratios, often a vent section, and an L/D long enough to stage the process without rushing it. For the contrast with polyolefin screw selection, see our guide on choosing extruder screws for PE and PP.
2. PET’s Three Critical Screw Requirements: Drying, Venting, and L/D
Three requirements separate a PET screw specification from a generic thermoplastic screw. Getting any one of them wrong produces defective product.
2.1 Drying and Hydrolysis Control
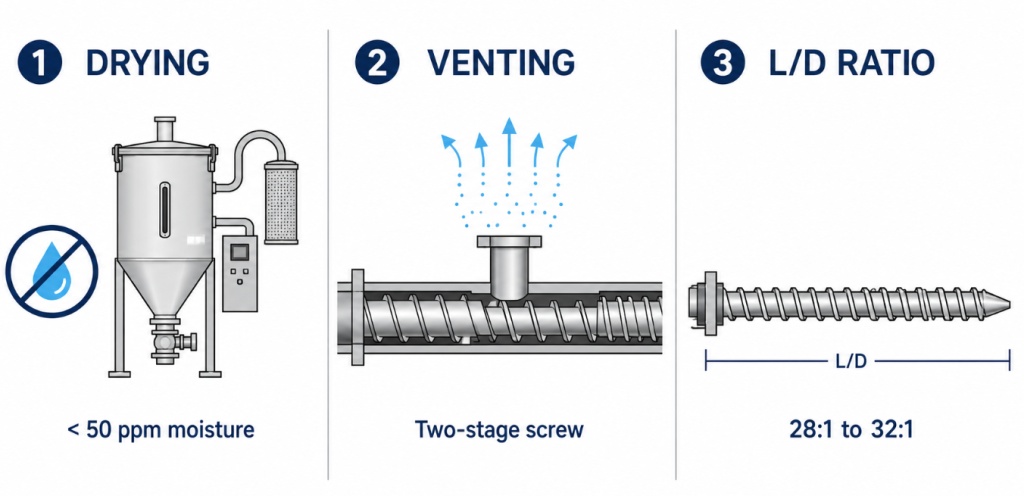
PET must be dried before extrusion — typically to below 50 ppm moisture (0.005%), achieved with a desiccant dryer running 4–6 hours at 160–180 °C. This is non-negotiable for non-vented screws. Customers who skip or shortcut drying are the single most common source of PET problems we field: the symptom is yellowing, bubbles, and a measurable IV drop in the final product.
The screw specification interacts with drying in an important way: a properly designed vented (two-stage) screw can remove residual moisture during extrusion, giving a margin of safety even when upstream drying is imperfect. This does not eliminate the drying requirement, but it makes the line far more forgiving.For the drying parameters and why PET must be dried, see do you have to dry PET before extrusion.
2.2 Venting — The Requirement Customers Most Often Miss
The most frequent specification mistake we see from PET customers is not knowing that PET typically needs a vent section. They request a standard single-stage screw, the same as they would for PE, and then struggle with bubbles and clear spots in the product.
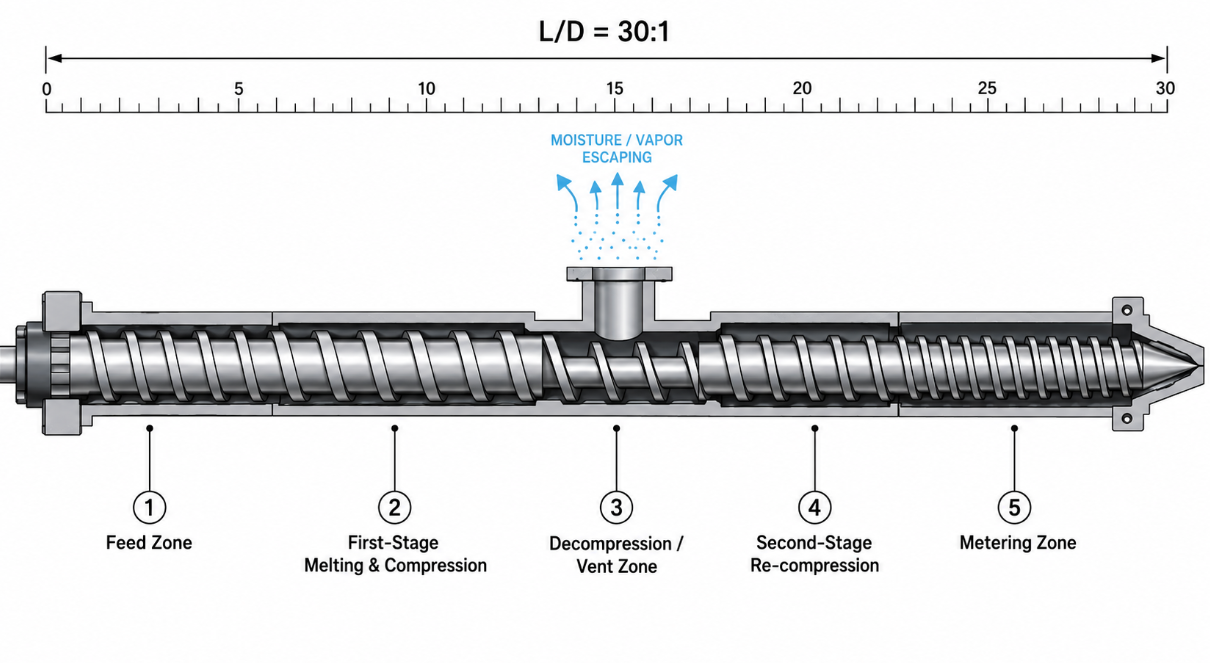
A vented PET screw is a two-stage design: the first stage melts and compresses the polymer, then a decompression zone at the vent port drops the pressure to near-atmospheric, allowing residual moisture and volatiles to escape through the vent. The second stage re-compresses and meters the melt toward the die. This devolatilization is what removes the water that would otherwise hydrolyze the PET.
Not every PET application strictly requires venting — fiber spinning lines with excellent upstream drying sometimes run non-vented — but for sheet and film, vented two-stage screws are the standard, and specifying a non-vented screw is usually a mistake.
2.3 L/D Ratio — PET Needs Length
PET requires a longer L/D than polyolefins, and customers frequently under-specify it. Two factors drive the requirement: PET’s higher melting point needs more barrel length for controlled, gradual melting; and the vent section itself consumes 5–8 L/D for decompression, devolatilization, and re-pressurization.
A typical PET screw runs 28:1 to 32:1, with vented designs at the longer end. Customers copying a 24:1 or 26:1 L/D from a polyolefin line end up with insufficient melting capacity and no room for a vent zone. For the full logic of L/D selection across polymers, see our extruder screw L/D ratio guide.
3. Screw Design Features Specific to PET
Beyond drying, venting, and L/D, several screw geometry choices are PET-specific.
Low compression ratio. PET screws typically run a compression ratio of 2.5:1 to 3:1, lower than the 3:1–4:1 common for polyolefins. PET’s low melt viscosity means an aggressive compression ratio over-shears the melt and generates excess heat, pushing toward degradation.
Barrier flight designs for sheet. PET sheet lines frequently use barrier screws, which separate the solid and melted polymer into different channels to ensure complete melting and consistent output. For high-output sheet, a barrier design with a mixing section delivers the melt homogeneity that sheet thickness uniformity demands.
Gentle metering section. The metering zone must build die pressure without overheating the already-hot PET melt. A shallow, long metering section distributes the work and limits shear heating.
Decompression zone geometry (vented designs). The vent zone screw geometry is critical: too little decompression and moisture cannot escape; too much and the melt floods the vent port (“vent flooding”). This is one of the areas where an experienced screw manufacturer earns its keep. For the broader design process, see our extruder screw design guide.
Feed section design for pellet form. PET feedstock comes in two physical forms — crystallized (opaque) pellets and amorphous (clear) pellets — and they feed differently. Crystallized PET has a higher softening point and feeds more consistently, while amorphous PET can soften and stick in the feed throat, causing bridging and feed instability. The feed section geometry, and in some cases feed-throat cooling, should match the feedstock form. This matters even more for rPET flake, which has irregular bulk density and demands a feed section designed for flake rather than uniform pellets. Specifying a screw without confirming the feedstock form is a common oversight that shows up later as inconsistent output.
4. PET Screw Selection by Application
PET screw requirements shift by application. The three most common PET applications we manufacture for — sheet, film, and fiber/bottle-chip — each have distinct priorities.
4.1 PET Sheet Extrusion
PET sheet (for thermoforming, packaging trays, blister packs) demands consistent thickness and good optical clarity. This calls for a vented two-stage screw with a barrier melting section and a mixing element to homogenize the melt. L/D runs 30:1 to 32:1 to accommodate the vent and mixing zones. Output stability is critical because sheet thickness variation scales directly with output variation.
4.2 PET Film Extrusion
PET film (packaging film, label film, technical film) requires even higher melt homogeneity than sheet because film gauges are thinner and defects are more visible. Vented two-stage screws are standard, with careful attention to the metering section to minimize pressure variation at the die. Film lines are among the least forgiving PET applications — small amounts of moisture or degradation show up immediately as gels or clear spots.
4.3 PET Fiber and Bottle-Chip / Strapping
PET fiber spinning and bottle-chip processing run at high output and often with excellent upstream drying. Some fiber lines run non-vented screws because the drying is so well-controlled, but vented designs add safety margin. The screw priority here is consistent melt temperature and IV preservation — fiber strength depends directly on maintaining molecular weight through the extruder.
PET screw specification by application:
| Application | L/D | Vent | Compression Ratio | Priority |
|---|---|---|---|---|
| PET sheet | 30:1 – 32:1 | Yes (two-stage) | 2.5:1 – 3:1 | Thickness uniformity |
| PET film | 30:1 – 32:1 | Yes (two-stage) | 2.5:1 – 3:1 | Optical clarity, gel-free |
| PET fiber / bottle chip | 28:1 – 32:1 | Optional* | 2.5:1 – 3:1 | IV preservation |
| PET strapping | 28:1 – 30:1 | Yes | 2.5:1 – 3:1 | Strength consistency |
*Vented strongly recommended unless upstream drying is exceptionally well-controlled.
5. Recycled PET (rPET): The Special Case
rPET is a fast-growing share of PET processing, driven by sustainability requirements and recycled-content mandates in packaging. It introduces challenges that virgin PET does not, and these challenges land directly on the screw.For a complete guide to recycled-material screw selection, see our recycled plastic screw guide.
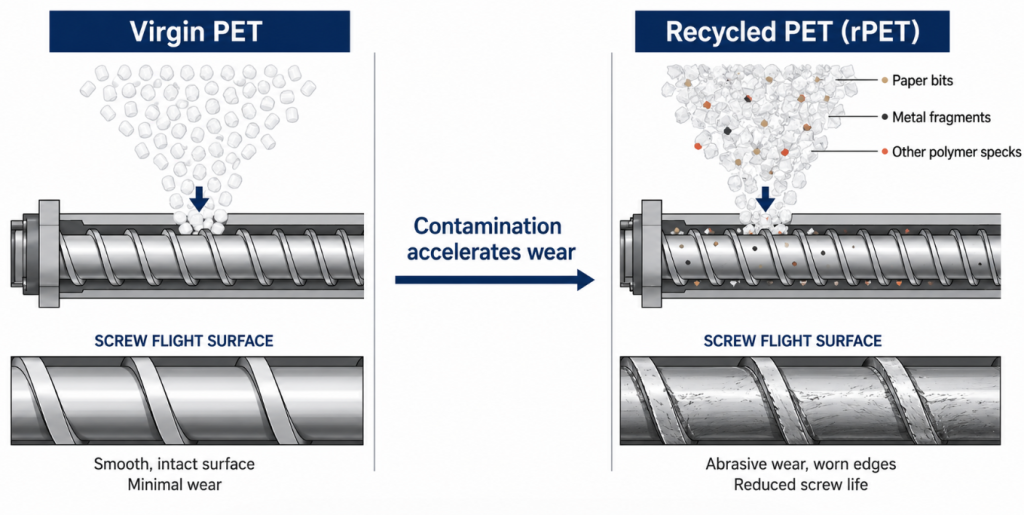
Contamination drives accelerated wear. Recycled PET flake carries contaminants — residual paper labels, adhesives, occasional metal fragments, and other polymers like PVC or PE. These contaminants, especially any abrasive or hard particles, accelerate screw and barrel wear dramatically. Abnormally fast wear on rPET lines is the single most common after-sales issue we field for recycled PET — and it traces directly to contamination abrasion, not a screw defect.
Variable IV and feeding behavior. rPET flake has inconsistent intrinsic viscosity from batch to batch and an irregular bulk density compared to virgin pellets. This causes feeding instability and inconsistent output if the feed section is not designed for flake rather than pellets.
Higher venting demands. rPET typically carries more moisture and more volatiles than virgin PET, making vented two-stage screws even more important.
The screw specification response to rPET is twofold: a wear-resistant material and surface treatment for the screw and barrel (see section 8), and a feed section designed for flake. Specifying a virgin-PET screw for an rPET line is a common and expensive mistake — the wear alone can halve screw service life. (A complete guide to recycled-material screw selection is a topic we will cover separately; for now, the key point is that rPET is not a drop-in for virgin PET at the screw level.)
6. Common PET Screw Specification Mistakes
Three specification mistakes account for the majority of PET problems we see at the quoting stage, and all three come from treating PET like a polyolefin.
Mistake 1: Specifying a Non-Vented Screw for PET
The most frequent mistake. Customers request a standard single-stage screw, not realizing PET sheet and film almost always need a vented two-stage design to remove residual moisture. The result is bubbles, clear spots, and product that fails QC. The fix is education at the quoting stage — confirming the application and recommending the vented design before the screw is cut.
Mistake 2: Underestimating Drying and Hydrolysis
Customers who treat drying as optional, or who do not budget for proper desiccant drying, run into yellowing and IV drop regardless of how good the screw is. While the screw cannot fully compensate for inadequate drying, we always flag the drying requirement when a PET screw is ordered — because a perfect screw on wet PET still produces bad product.
Mistake 3: Specifying Too Short an L/D
Customers copying L/D from a polyolefin line — typically 24:1 or 26:1 — end up with insufficient melting capacity and no room for a vent zone. PET needs 28:1 to 32:1. This is one of the more common quote revisions we send back, and it ties directly to the L/D logic covered in our L/D ratio guide.
7. Common PET Production Problems and Their Screw-Related Causes
When a PET line underperforms, the symptoms point to specific root causes. These four problems dominate the technical calls we receive for PET.
Problem 1: Abnormally Fast Screw and Barrel Wear
This is the top PET wear complaint, and it is concentrated in rPET lines. The cause is almost always contamination in recycled flake — abrasive particles, metal fragments, and hard contaminants grinding against the screw and barrel surfaces. The fix is a wear-resistant screw and barrel specification plus upstream filtration, not a screw redesign. For wear diagnosis generally, see our screw and barrel wear analysis.
Problem 2: PET Yellowing, Discoloration, and Degradation
Visible yellowing or browning in the extrudate signals thermal degradation, caused by either insufficient drying (moisture-driven hydrolysis discoloring the melt) or excessive melt temperature / residence time. The screw contributes when its compression ratio is too aggressive (shear heating) or its L/D forces excessive residence time. The diagnostic sequence: confirm drying first, then check melt temperature, then evaluate screw geometry.
Problem 3: Bubbles and Clear Spots in PET
Bubbles and clear spots in PET sheet or film are the signature of inadequate venting — residual moisture flashing to steam in the melt. The fix is a properly designed vent section, or correcting a vent that is flooding or not decompressing adequately. This is a screw-design problem, and it is why vented two-stage screws are standard for PET sheet and film.
Problem 4: PET Viscosity Drop and Molecular-Weight Scission
A measurable drop in IV from feedstock to finished product indicates hydrolysis — water cleaving the polymer chains at melt temperature. This produces weak, brittle product. The root cause is moisture: inadequate drying, inadequate venting, or both. The screw’s role is ensuring the vent section effectively removes the moisture that drying missed. For broader troubleshooting, see our plastic extruder troubleshooting guide.
8. Material and Surface Treatment for PET Screws
PET screw material selection depends heavily on whether the line runs virgin PET or rPET.
For virgin PET, standard nitrided 38CrMoAlA screws are usually adequate. Virgin PET is not especially abrasive, and the main concern is corrosion resistance against any acidic degradation products, which nitriding handles.
For rPET, the wear picture changes completely. The contamination-driven abrasion described in section 5 demands a more wear-resistant specification: bimetallic barrels with hard alloy liners, and screws with hardened flight surfaces or wear-resistant coatings. The incremental cost is justified by the difference in service life — an under-specified screw on rPET can wear out in a fraction of the time a properly specified one lasts. For the full material comparison, see our guide on 38CrMoAlA vs bimetallic vs tool steel, and for wear-resistance strategies, our guide on increasing screw wear resistance.
9. Frequently Asked Questions About PET Extruder Screws
Can I use my PE or PP screw for PET?
Not effectively. PET needs a vented two-stage design, a longer L/D (28:1–32:1), and a lower compression ratio than typical polyolefin screws. Running PET on a polyolefin screw usually produces bubbles, degradation, or insufficient melting. PET requires a purpose-designed screw.
Does PET always need a vented screw?
For sheet and film, almost always yes — venting removes the residual moisture that causes bubbles and hydrolysis. For fiber and bottle-chip lines with excellent upstream drying, non-vented screws are sometimes used, but vented designs add a valuable safety margin. When in doubt, specify vented.
What L/D ratio is right for PET?
Typically 28:1 to 32:1, with vented designs at the longer end (30:1–32:1) to accommodate the vent zone. Anything shorter than 28:1 usually means insufficient melting capacity and no room for proper venting.
Why does my PET product turn yellow?
Yellowing indicates thermal degradation, almost always from insufficient drying (moisture causing hydrolysis) or excessive melt temperature and residence time. Check drying first — PET must be dried to below 50 ppm moisture before extrusion.
Why does rPET wear out my screw so fast?
Recycled PET flake carries contaminants — paper, adhesives, metal fragments, other polymers — that are abrasive and accelerate screw and barrel wear far beyond virgin PET. rPET lines need wear-resistant screw and barrel specifications plus upstream filtration. A virgin-PET screw on an rPET line will wear out prematurely.
What is intrinsic viscosity (IV) and why does it matter for screw selection?
IV is the measure of PET’s molecular weight and the primary indicator of its strength. PET processing aims to preserve IV from feedstock to finished product. Hydrolysis (from moisture) and thermal degradation (from heat and shear) both reduce IV. A well-designed screw — correct compression ratio, effective venting, appropriate L/D — minimizes IV loss during extrusion.
Can the same screw run both virgin PET and rPET?
It can run both, but a screw specified for virgin PET will wear quickly on rPET due to contamination abrasion. If you run significant rPET volume, specify the wear-resistant materials and surface treatments described in section 8 from the start — retrofitting after premature wear is more expensive than specifying correctly upfront.
Choosing the Right PET Screw: Final Word
PET rewards correct screw specification and punishes shortcuts. The three requirements that separate PET from polyolefins — drying and hydrolysis control, venting, and adequate L/D — are not optional refinements; they are the difference between clear, strong product and yellowed, bubbled, brittle scrap. For recycled PET, wear-resistant materials move from “nice to have” to essential.
The most common PET mistakes all share one root: treating PET like a generic thermoplastic and copying a polyolefin screw spec. PET is its own discipline.
At BLOOM, we manufacture custom screw elements and vented bimetallic barrels for PET sheet, film, fiber, and rPET lines — virgin and recycled, single-stage and vented two-stage. If you are specifying a PET line, replacing a worn screw, or diagnosing a PET production problem, contact our engineering team on WhatsApp — bring your application (sheet/film/fiber), whether you run virgin or recycled PET, your target output, and any production symptoms, and we will walk through the specification with you. For a broader procurement framework, see our 2026 extruder screw and barrel sourcing guide.




