By the BLOOM Engineering Team
A 36:1 extruder will not always outperform a 24:1, and choosing the wrong L/D class for your material can cut your output by 30% or push your screw into early failure. Yet L/D ratio is the single most-misunderstood specification on an extruder data sheet — operators routinely treat it as a “bigger is better” number when it is really a deliberate trade-off between melting capacity, residence time, mixing quality, and machine cost.
At BLOOM we manufacture custom screws and barrels for clients evaluating extruder L/D ratio decisions across everything from rigid PVC pipe to glass-fiber-filled engineering compounds. The single most common mismatch we see in the field is not a wrong screw geometry — it is a screw running on the wrong L/D barrel for the polymer being processed. This guide breaks down what L/D ratio actually controls, what ratio you should specify for each application, and how to diagnose problems caused by an incorrect L/D.
1. What Is L/D Ratio? Definition, Formula, and Why It Matters
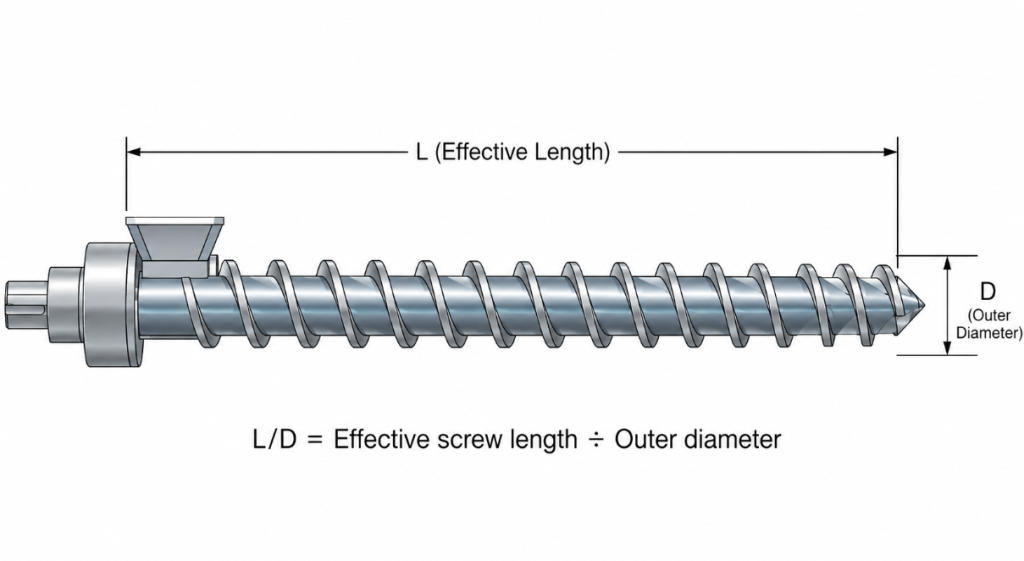
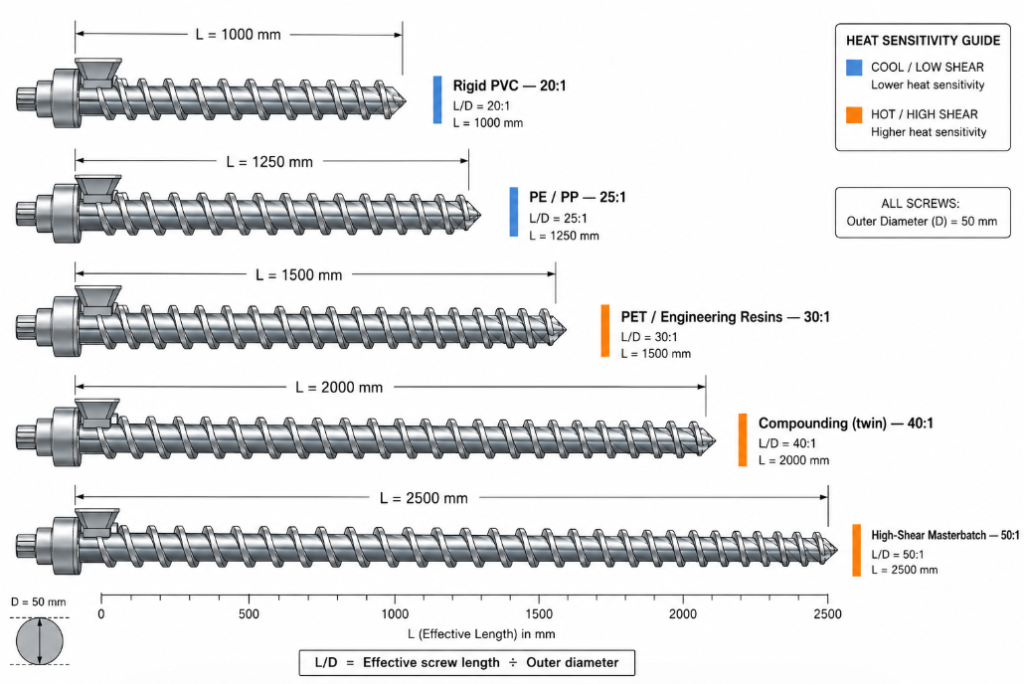
L/D ratio is the ratio between the effective length (L) of an extruder screw and its outer diameter (D), expressed as a single number followed by “:1”. A screw with a 1,500 mm effective length and a 50 mm outer diameter has an L/D ratio of 30:1.
L/D = Effective screw length ÷ Screw outer diameterA few definitional details matter when comparing specs across manufacturers:
- Effective length means the working length of the flighted screw, typically measured from the rear edge of the feed throat to the screw tip. Total mechanical length (including the shank) is longer and is not the spec you should compare.
- D is the outer diameter at the flight crest, not the root or core diameter.
- For twin-screw extruders, L/D is conventionally measured along the barrel cylinder length divided by the barrel bore diameter — not the screw OD — because the screws share an intermeshing geometry.
Why does the screw L/D ratio get so much attention? Because L/D effectively determines the residence time of the polymer inside the extruder at a given screw speed, and residence time controls almost everything that happens to the melt: heat absorption, viscosity development, mixing, devolatilization, and any chemical reactions in the case of reactive extrusion. A 16:1 barrel and a 36:1 barrel running the same screw speed will produce dramatically different melt quality from the same resin.
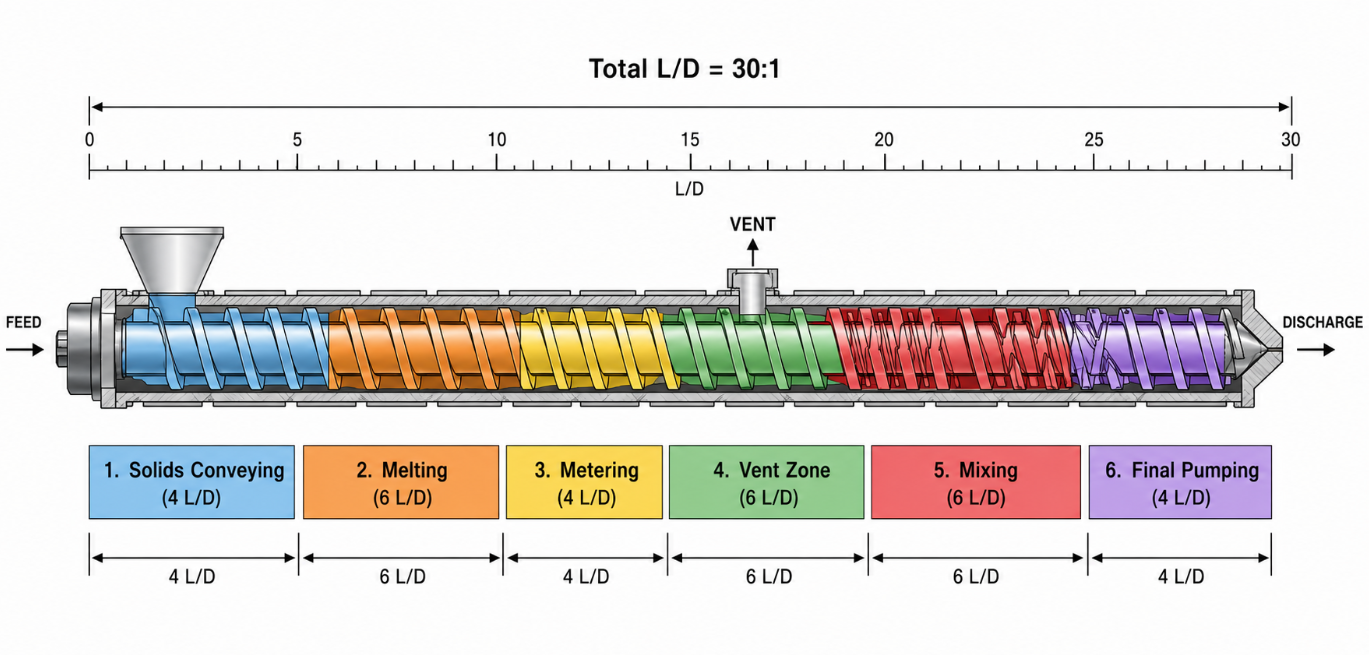
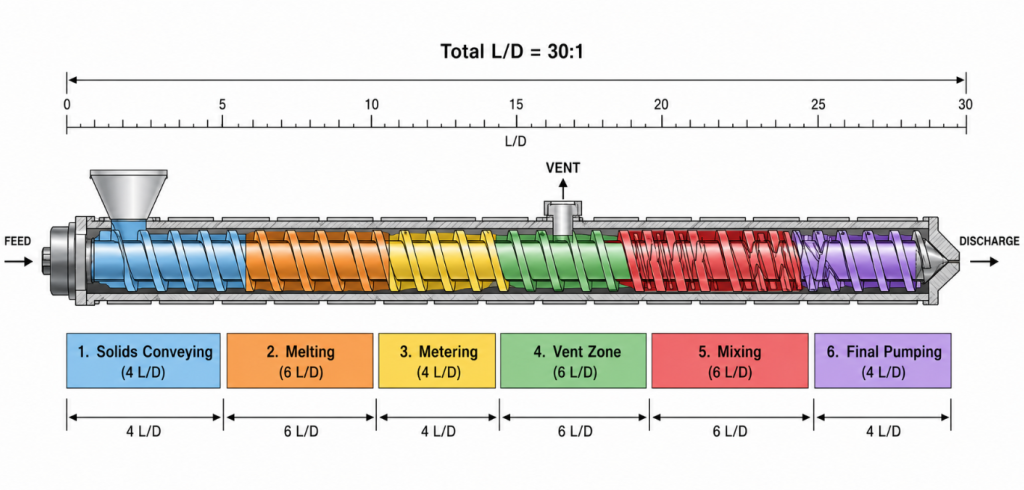
The L/D ratio also indirectly sets the available screw real estate for functional zones — feed, compression, metering, mixing, venting, and pumping. A short barrel forces you to compress the functions; a long barrel lets you stage them deliberately.
2. How L/D Ratio Affects Extruder Performance
Four performance metrics scale with L/D, but not in the same way and not linearly. Treating L/D as a single dial that controls “throughput” is the most common engineering mistake we see.
2.1 L/D Ratio and Melting Capacity
The energy required to melt a polymer comes from two sources: external barrel heaters and the mechanical work delivered by the screw. The mechanical contribution dominates at production speeds, and it accumulates as a function of how much screw flight is acting on the polymer melt pool.
A longer L/D barrel provides more flight surface area, more shear work per unit time, and more time for heat conduction from the heated barrel into the bulk. For high-melting-point resins (PET at 270 °C, PA66 at 260 °C) and resins with broad melting ranges (LDPE), insufficient L/D shows up as unmelted pellets in the melt stream, surging at the die, or excessive barrel temperature settings that operators are forced to compensate with.
If you are running into chronic temperature compensation — for example, the operator keeps cranking zone 3 up to 240 °C just to keep extrusion stable — the underlying issue is often L/D shortage, not heater capacity. For a structured approach to diagnosing this kind of problem, see our guide on optimizing extrusion process parameters.
2.2 L/D Ratio and Mixing Quality
Distributive and dispersive mixing both improve with longer L/D, but only up to the point where the mixing elements are actually present. A 40:1 barrel filled with a standard metering screw is no better at mixing than a 24:1 barrel filled with the same screw — what matters is whether the additional length is occupied by mixing elements (Maddock, pineapple, rhomboid pin, distributive mixers) or by passive metering flights.
This is especially important for twin-screw compounding. A 40 L/D co-rotating twin screw with poorly designed element configuration will underperform a 36 L/D machine with thoughtful kneading block placement. The barrel L/D sets the upper limit on mixing potential; the twin screw element configuration determines how much of that potential is realized.
2.3 L/D Ratio and Output Rate
Specific output (kg/hr per RPM) increases modestly with L/D in single screw extruders, but the gain plateaus past 30:1 for most commodity polymers. The reason is that mass throughput in the metering section is limited by drag flow, which is set by screw geometry — diameter, channel depth, helix angle — not by total length.
What longer L/D buys you is the ability to run stable output at higher screw speeds without sacrificing melt homogeneity. A 24:1 machine at 90 RPM may match the throughput of a 32:1 machine at 60 RPM, but the 24:1 line will exhibit more surging, hotter melt, and more die-face variation. Stability, not peak throughput, is what extra L/D really delivers.
2.4 L/D Ratio, Residence Time, and Shear History
Residence time scales directly with L/D at constant screw speed. A polymer pellet entering a 36:1 barrel sees roughly 50% more residence time than the same pellet in a 24:1 barrel running at the same RPM. For thermally stable polymers (PE, PP) this is benign. For heat-sensitive polymers (PVC, PLA, certain medical-grade compounds), excess residence time means degradation, color shift, and shorter shelf life of the final product.
Residence time also affects screw and barrel wear patterns. Polymers spending longer in contact with the metal surfaces — particularly filled or reinforced compounds — accelerate abrasive wear, and that wear distribution shifts depending on L/D. For more on how this shows up in the field, see our analysis of wear patterns in screws and barrels.
3. Common L/D Ratios by Application
The following table reflects what we ship most often for OEM-replacement and new-line projects in 2026. These are starting points, not absolutes — final L/D should always be validated against your specific resin grade, additives, and output target.
| Application | Typical L/D Range | Why This Range |
|---|---|---|
| Rigid PVC pipe (counter-rotating twin) | 18:1 – 22:1 | Minimize residence time; PVC degrades quickly above 200 °C |
| Flexible PVC profile (single screw) | 20:1 – 24:1 | Slightly more length for plasticizer dispersion |
| LDPE / HDPE film and pipe | 25:1 – 30:1 | Balance melting and mixing; PE handles longer L/D well |
| Polypropylene profile, sheet | 25:1 – 30:1 | Similar to PE; longer L/D for high-output sheet lines |
| PET sheet / film (vented) | 28:1 – 32:1 | Higher melting point + vent zone needed for moisture |
| Engineering resins (PC, PA, ABS) | 28:1 – 32:1 | High melt temperatures; vent zone for moisture removal |
| Compounding (co-rotating twin) | 36:1 – 48:1 | Modular elements for staged mixing, devolatilization |
| High-shear masterbatch / specialty | 48:1 – 60:1+ | Maximum element flexibility for difficult dispersions |
| Wire and cable insulation | 24:1 – 30:1 | Melt homogeneity drives surface quality |
| Blown film (HDPE / LLDPE) | 28:1 – 32:1 | Stability for thin-gauge films |
| Reactive extrusion | 40:1 – 60:1+ | Sufficient residence time for reaction completion |
For application-specific deep dives, our guides on choosing extruder screws for PVC and PE and PP screw selection cover the L/D-and-flighted-zone interactions in detail. The optimal L/D ratio for PVC sits squarely in the 18–22 range — pushing beyond this invites the heat-degradation problems PVC formulators spend years tuning stabilizer packages to avoid.PET needs a longer L/D and a vent section.
A note on regional convention: European manufacturers (Leistritz, KraussMaffei, Coperion) tend toward longer L/D in standard product lines than Asian counterparts. North American convention sits in the middle. When evaluating a used or imported extruder, do not assume the L/D matches your domestic standard for the same application — confirm with the original equipment manufacturer or measure directly.
4. L/D Ratio in Single vs Twin Screw Extruders
L/D is defined and used differently across machine architectures. Direct comparisons across machine types based on L/D alone are misleading.
Single-screw extruders typically range from 18:1 to 36:1, with the bulk of commodity machines in the 24:1–32:1 band. L/D is measured along the screw, and the screw is one continuous machined component. Longer L/D in a single screw must be balanced against torsional load on the screw shaft — beyond roughly 36:1, screw deflection and shaft stress become significant design constraints, which is why single-screw L/D rarely exceeds 40:1 in production machines.
Co-rotating twin-screw extruders routinely run 36:1 to 48:1, with high-performance compounding machines pushing 60:1 and beyond. The architecture allows this because the screws are built from modular elements on a splined shaft — the shaft handles torque, and the elements handle process function. Length comes cheap relative to single-screw design constraints. For a deeper architectural comparison, see our single vs twin screw extruder comparison.
Counter-rotating twin-screw extruders — almost exclusively used for rigid PVC pipe and profile — run short L/D, typically 18:1 to 24:1. The positive-displacement pumping action of counter-rotating screws does not benefit from extra length the way co-rotating designs do, and the short residence time is essential for PVC heat stability.
Conical twin-screw extruders present a special case: the screws taper from larger feed diameter to smaller discharge, so a single L/D figure underrepresents the actual geometry. Conical machines are typically specified by feed diameter / discharge diameter / total length rather than a single L/D number. Our analysis of conical vs parallel twin screw geometry explains the trade-offs.
The practical implication: when you read “L/D = 32:1” on a quotation, always confirm the machine architecture before benchmarking it against another supplier’s quote.
5. Short L/D vs Long L/D: Trade-offs You Must Know
The temptation to over-specify L/D — “more is always better, let’s go 36:1” — is one of the most expensive procurement mistakes in extrusion. The cost of an extruder scales with barrel length: longer barrels mean more steel, more heating zones, more cooling channels, larger drive motors, and more floor space. A 36:1 line can cost 30–50% more than an equivalent 24:1 line for nothing more than the additional length and supporting infrastructure.
When Longer L/D Pays Off
- Heat-sensitive resins requiring controlled melting: PET, PA, PC benefit from gradual, staged melting that a longer barrel allows.
- Vented and devolatilization processes: Each vent zone needs space for pressure release, melt seal, and re-pressurization — typically 5–8 L/D per vent.
- Compounding with multiple feed streams: Side feeders for fiber, filler, or downstream additives require dedicated barrel sections.
- High-output blown film and pipe lines: Output stability at high screw speeds requires the buffer that long L/D provides.
- Reactive extrusion: Residence time must match reaction kinetics; under-specifying L/D means incomplete reaction.But longer isn’t always better — for the real downsides of too high an L/D, see are there disadvantages to a long extruder screw.
When Shorter L/D Is Smarter
- Rigid PVC compounds: Heat-sensitive polymers actively benefit from minimum residence time.
- Pre-compounded materials (masterbatch processing): The hard mixing was done upstream; long L/D is wasted floor space and energy.
- Quick-change production environments: Shorter barrels are faster to clean, change colors, and disassemble for screw replacement.
- Cost-sensitive applications: Where output and mixing demands are modest, paying for L/D you do not use is pure capex waste.
The trade-off also extends to wear and replacement economics. A 32:1 screw is roughly 33% longer than a 24:1 screw of the same diameter, which means proportionally more material, more machining time, and a larger replacement bill when wear catches up to you. Material selection becomes more consequential at long L/D — see our comparison of screw material options including 38CrMoAlA, bimetallic, and tool steel for guidance.
A useful rule of thumb: add L/D only where you can specify a function for the additional length. If you cannot describe what the extra 4 L/D between a 28:1 and a 32:1 spec will do, the additional cost is unjustified.
6. How to Calculate the Right L/D for Your Production Line
There is no single formula that outputs an “optimal L/D” — but there is a structured way to arrive at a defensible specification. We use this five-step procedure with custom-order clients at BLOOM:
Step 1: Identify the limiting process step. Is your bottleneck melting capacity (unmelted pellets, surging)? Mixing quality (visual streaking, filler agglomeration)? Devolatilization (moisture or volatile retention)? Residence time control (degradation, color drift)? The dominant constraint sets the L/D priority.
Step 2: Map functional zones. List every process function the screw must perform: solids conveying, melting, compression, metering, vent 1, post-vent metering, mixing, pumping. Each function requires a minimum L/D allocation — typically 2–4 L/D for solids conveying, 4–6 L/D for melting, 5–8 L/D per vent zone, 3–5 L/D for high-shear mixing. Sum the requirements.
Step 3: Add a stability margin. Add 10–20% to the sum from Step 2 to allow for variation in feed material, ambient conditions, and process drift. A barrel sized exactly to theoretical requirement will run at its limit constantly.
Step 4: Validate against output target. Use the manufacturer’s specific output curves (kg/hr per RPM at your target screw geometry) to confirm the L/D you arrived at can hit your throughput at a screw speed below 75% of rated maximum. Running near maximum RPM continuously is a wear and reliability problem.
Step 5: Confirm against material chemistry. For heat-sensitive polymers, calculate expected residence time at your operating RPM. If it exceeds the polymer’s thermal stability window — for rigid PVC, 4–6 minutes above 190 °C is a typical practical limit — shorten the L/D or accept faster screw speeds.
A worked example: a client running glass-fiber-reinforced PA66 at a target 800 kg/hr asked us to spec a co-rotating twin-screw barrel. The functional zones added to 32 L/D (solids 4 + melt 6 + main metering 4 + side feed for glass fiber 4 + mixing 6 + vent 6 + final pumping 2). Adding 15% margin brought us to 37 L/D, and we specified a 40 L/D barrel (the next standard increment), which gave room for a downstream additive port the client had not yet committed to. Two years later that side port was added, validating the margin. For a deeper look at the design process from drawing to delivery, see our extruder screw design guide for 38CrMoAlA.
7. L/D-Related Problems: Diagnosing Issues from the Ratio
When an extrusion line underperforms, L/D mismatch is often a candidate root cause, but it presents differently depending on whether the barrel is too short or too long for the application.
Symptoms of insufficient L/D:
- Unmelted pellets visible at the die or in extrudate cross-section
- Surging output (cyclic variation) that does not respond to screw speed adjustments
- Operator forced to set rear zones unusually high to compensate for poor melting
- Motor amperage running near maximum at modest screw speeds
- Inability to add a downstream vent or feed port due to no available barrel length
Symptoms of excess L/D for the application:
- Color drift or yellowing in heat-sensitive resins
- Reduced filler reinforcement (fiber breakdown from extended residence)
- Excessive energy consumption per kg of throughput
- Accelerated screw wear in mid-barrel zones from prolonged contact with abrasive compounds
- Output instability at low RPM (insufficient pressure development)
Diagnosing L/D issues requires distinguishing them from screw geometry problems and process parameter issues. Surging, for example, can come from L/D mismatch, but also from screw design, feed throat issues, or barrel temperature profile. A structured diagnostic approach — checking process parameters first, screw geometry second, and L/D last — saves time. For step-by-step diagnostics on the most common throughput problems, see why extruder output drops and how to diagnose it, and for broader troubleshooting, our plastic extruder troubleshooting guide.
It is worth noting that you cannot retrofit L/D on an existing extruder without replacing the barrel and screw — and on most machines, you cannot simply swap to a longer barrel because the gearbox, drive motor, and frame are sized to a specific barrel length and torque envelope. If your diagnosis points to an L/D mismatch, the realistic options are: optimize within the current L/D (most common), or specify a new line at the correct L/D for the next capacity expansion.
8. Frequently Asked Questions About L/D Ratio
What is considered a “good” L/D ratio for an extruder?
There is no universal answer — “good” is application-dependent. For general-purpose single-screw lines running commodity polymers, 28:1 to 30:1 is the most common specification. For compounding twin-screw, 40:1 is the modern default. The right L/D is the one that matches your specific melting, mixing, and residence time requirements with a 10–20% margin for stability.
Can I change the L/D of an existing extruder?
In nearly all cases, no — at least not without replacing the entire barrel and screw and confirming the gearbox, motor, and frame can support a longer barrel. Some twin-screw machines allow barrel extension if originally designed with this option, but it is the exception, not the rule. Most often, “increasing L/D” means specifying a new machine.If you process PET rather than polyolefins, the screw logic is different — PET needs venting, drying, and a longer L/D. See our PET extruder screw selection guide.
Does a higher L/D always produce more output?
No. Output per unit screw speed plateaus past about 30:1 for most commodity polymers in single-screw machines. What longer L/D provides is stable output at higher screw speeds and better melt quality at any given speed — not raw throughput in kg/hr.
What is the L/D of a typical injection molding screw?
Injection molding screws are much shorter, typically 18:1 to 22:1. The process is reciprocating rather than continuous, and the screw is designed to plasticize a shot volume during each cycle, not to deliver continuous output. Direct L/D comparison between an extruder and an injection screw is not meaningful.
How does L/D affect energy consumption?
Longer L/D generally means higher absolute energy consumption per unit time — more barrel to heat, more screw to drive. However, specific energy consumption (kWh per kg of output) often improves with longer L/D because melting and mixing are more efficient. The trade-off depends on whether your operation is throughput-limited or energy-cost-limited.
What L/D ratio is appropriate for biodegradable polymers (PLA, PBAT)?
Calculate your screw’s L/D ratio with the tool below (switch to the “L/D Ratio” tab):
Biodegradables sit between rigid PVC and engineering resins in terms of heat sensitivity. For PLA, an L/D of 24:1 to 28:1 is typical, with careful temperature control. PBAT and biodegradable blends can run on similar L/D. The critical parameter is residence time control, not L/D in isolation.
What is the L/D of a blown film extruder?
Modern blown-film extruders typically run 28:1 to 32:1 for HDPE and LLDPE applications. Older lines may be 24:1 to 28:1. The longer L/D supports the melt homogeneity needed for thin-gauge film stability.
Can I specify a custom L/D when ordering replacement screws and barrels?
Yes — custom screw and barrel manufacturing is the rule, not the exception, in the OEM-replacement market. The constraint is matching the gearbox and drive of your existing machine; the screw and barrel can be specified to any reasonable L/D that the mechanical envelope supports. For more on the custom ordering process, see our 2026 extruder screw and barrel sourcing guide.
Choosing the Right L/D Ratio: Final Word
L/D ratio is a deliberate engineering trade-off, not a universal “more is better” metric. The right L/D is the one matched to your polymer, your throughput, your mixing requirements, and your stability needs — with enough margin to absorb the variation that real production environments always introduce. Over-specifying L/D wastes capex and energy; under-specifying it costs output and product quality.
At BLOOM, we manufacture custom screw elements and bimetallic barrels for clients running every L/D class from 18:1 PVC pipe lines to 60:1 compounding extruders. If you are specifying a new line or replacing screws on an existing machine and want a second opinion on whether the L/D is right for the application, contact our engineering team on WhatsApp — bring the resin grade, target output, and current machine specs, and we will walk through the analysis with you.




