Quick answer: replace the screw when the flight clearance reaches about twice its as-new value — and the as-new clearance is roughly the screw diameter divided by 1,000. For a 100 mm screw, the new flight clearance is about 0.1 mm per side, so once wear opens it to roughly 0.2 mm, the screw is at the end of its useful life for most applications. Below is how to apply that rule, the numbers by screw size, and why the “acceptable” limit actually depends on what you make.
By the BLOOM Engineering Team
The Core Rule: Clearance to 2× As-New
The single most useful wear limit in extrusion is based on flight clearance — the gap between the screw flight outside diameter and the barrel bore:
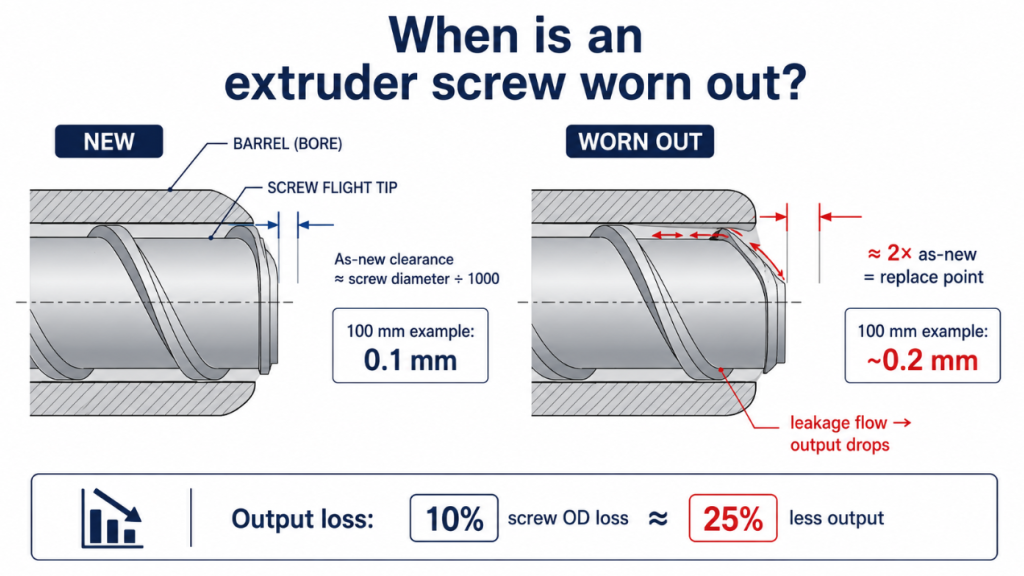
- As-new flight clearance ≈ screw diameter ÷ 1,000, per side. For a 90 mm screw that is about 0.09 mm; for a 120 mm screw about 0.12 mm.
- Replacement point ≈ 2× the as-new clearance. Industry guidance from extrusion specialists is that the screw should be replaced once the flight clearance increases to twice its as-new value for normal duty (Plastics Technology: troubleshooting screw and barrel wear).
Another common way to express the same idea is total diametrical clearance: a general guideline is that total clearance beyond about 0.8–1.0% of the nominal diameter signals significant wear. For practical diametrical wear limits, screw and barrel makers publish ranges like up to about 0.3 mm of clearance acceptable on large extruders (⌀100 mm+) before performance declines sharply, with smaller machines tolerating less.
Here is the rule applied across common screw sizes:
| Screw diameter | As-new clearance (≈ Ø÷1000, per side) | Approx. replacement clearance (≈ 2×) |
|---|---|---|
| 50 mm | ~0.05 mm | ~0.10 mm |
| 65 mm | ~0.065 mm | ~0.13 mm |
| 90 mm | ~0.09 mm | ~0.18 mm |
| 120 mm | ~0.12 mm | ~0.24 mm |
| 150 mm | ~0.15 mm | ~0.30 mm |
These are guidelines — your screw maker’s drawing gives the exact as-new figure for your screw.
“Acceptable” Depends on What You Make
Here is the nuance most simple answers miss: the acceptable wear limit is not a single number — it depends on how tolerant your product is. The same worn screw can be fine for one job and scrap-producing for another.
- Non-critical products (corrugated pipe, some profiles) can keep producing acceptable product with a very high level of wear — well past the 2× point.
- Critical-duty products (medical, precision film, tight-tolerance profile) need replacement right at the 2× clearance point, because they cannot tolerate the output and quality drift that wear causes.
So “how much wear is acceptable?” really means “how much output and quality variation can your product tolerate?” The 2× rule is the sensible default; tighten it for critical work, relax it for forgiving work. This is why we always ask what you are producing before advising on a worn screw.
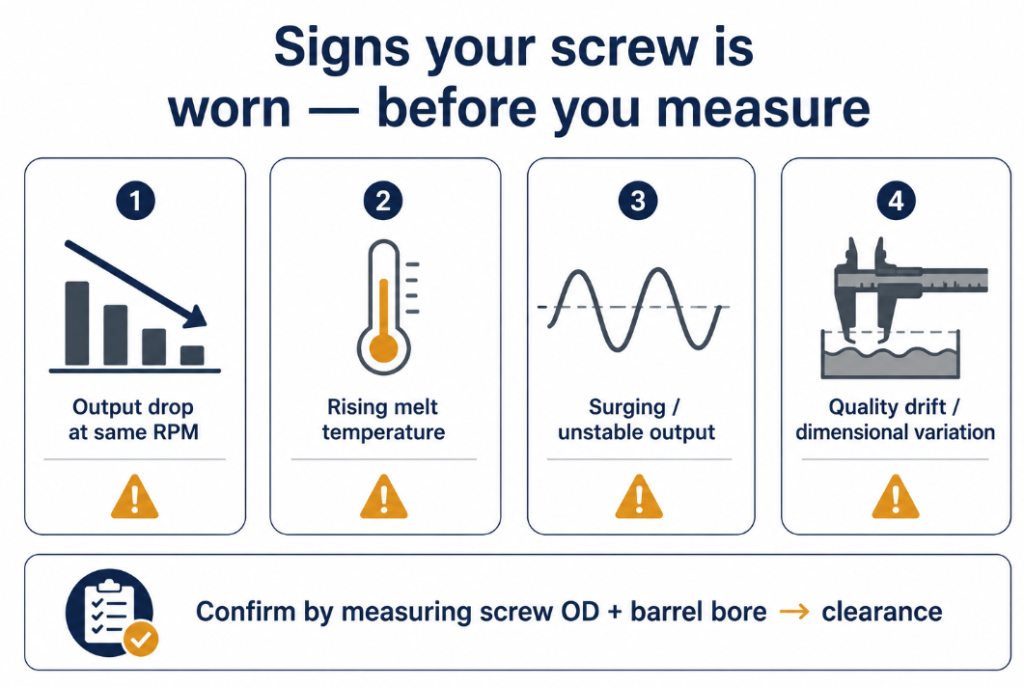
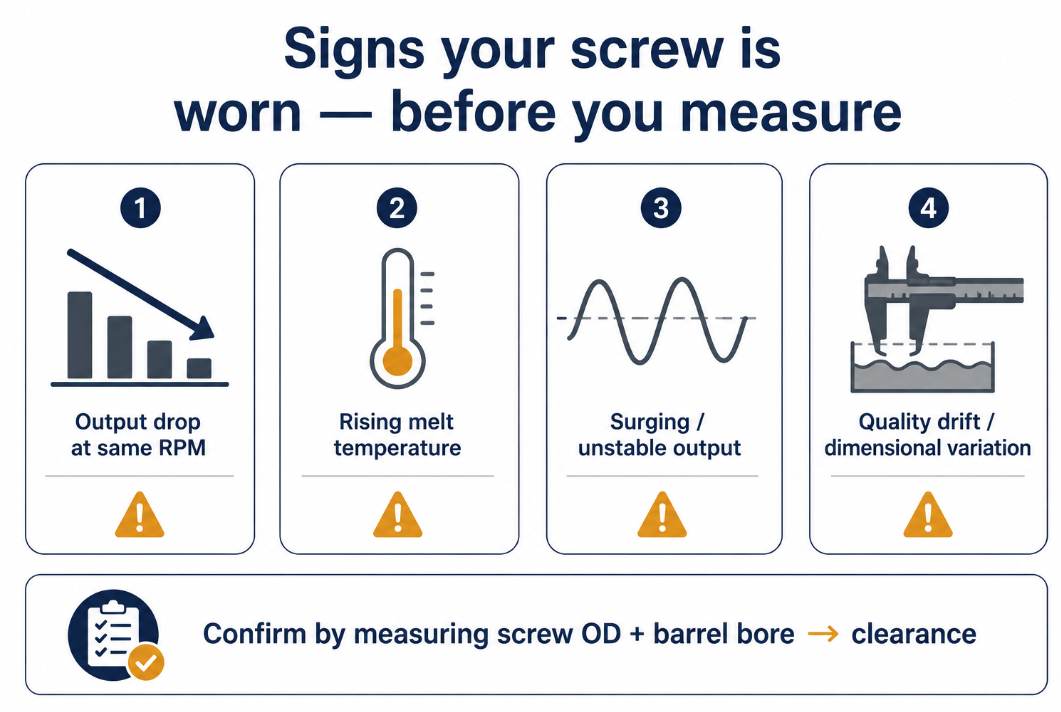
The Symptoms That Say “Worn” Before You Even Measure
Wear announces itself in the process well before a catastrophic failure. Watch for:
- Output drop at the same screw speed — melt is leaking back over the worn flights instead of being pumped forward.
- Rising melt temperature — the leakage and higher screw speeds needed to compensate add heat.
- Surging and unstable output — opened clearances destabilize the pumping.
- Quality drift — dimensional variation, inconsistent product.
A telling rule of thumb on the economics: a roughly 10% decrease in screw OD can cut output by as much as 25% — wear quietly steals a quarter of your capacity before you replace the part. At some point you are paying more in lost production and wasted material than a new screw would cost. For diagnosing these symptoms, see our output drop diagnostic guide.
How to Confirm It: Measure, Don’t Guess
The symptoms point to wear; measurement confirms it. Pull the screw and measure the flight OD at several points along its length with a micrometer (a flight micrometer that spans the flights), and measure the barrel bore with a bore gauge. Compare both to the as-new dimensions on the drawing. Remember that clearance is the sum of screw wear and barrel wear — a tired screw in a worn barrel is worse than either number alone, so measure both.
For the full measurement method and how to interpret the readings, see our screw and barrel wear analysis, and for getting the screw out safely to measure it, our guide on how to remove an extruder screw from the barrel.
At the Limit: Rebuild or Replace?
Once a screw reaches its wear limit, you have two options, and the right one depends on the screw’s condition and history:
- Rebuild (refurbish) — worn flights are re-hardfaced and ground back to dimension, often at 50–75% of new-screw cost. But a screw should not be refurbished more than about three times, because each rebuild’s welding gradually deteriorates the base metal and risks delamination between the hardfacing and the base.
- Replace — for a screw already rebuilt several times, or one with deep damage or a bent shaft, a new screw is the safer economics.
Either way, measure the barrel too: a new or rebuilt screw dropped into a worn barrel will not restore the clearance, because clearance depends on both parts. See our screw repair guide and barrel relining and replacement signs for the full decision.
The Bottom Line
For most extrusion, the screw is worn out when flight clearance reaches about twice its as-new value (as-new ≈ screw diameter ÷ 1,000 per side) — for a 100 mm screw, roughly 0.2 mm. But “acceptable” is really set by your product: forgiving products run well past that point, critical products need replacement right at it. Watch for output drop, rising melt temperature, and surging as early warnings, then pull and measure both screw and barrel to confirm. At the limit, rebuild (up to about three times) or replace, and never put a fresh screw in a worn barrel.
At BLOOM, we manufacture and rebuild extruder screws and barrels, and we will tell you honestly whether your worn parts are still serviceable, due for a rebuild, or ready for replacement. Send our engineering team your screw diameter, measured clearance, and what you produce on WhatsApp and we will give you a straight answer.




