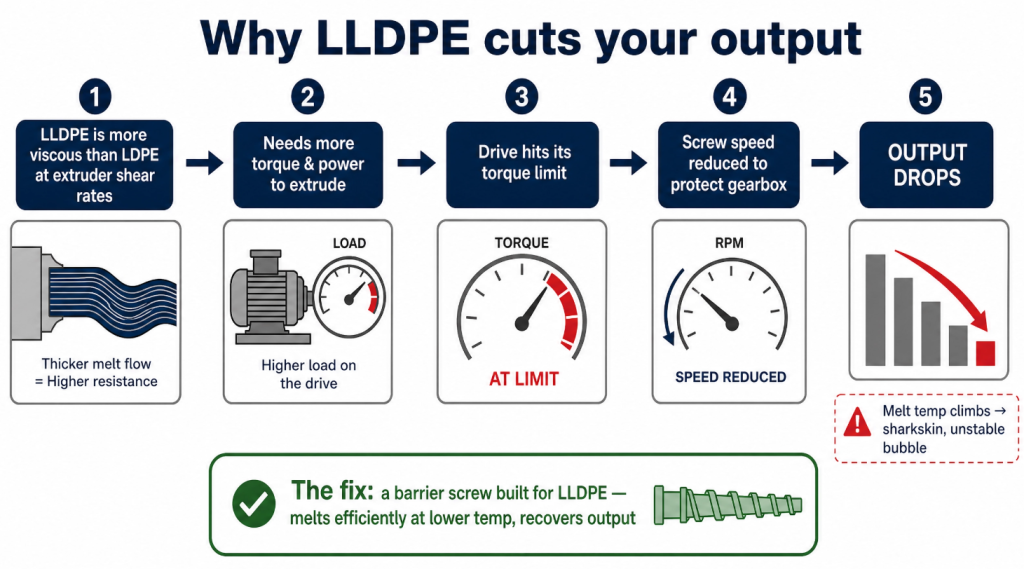
Quick answer: LLDPE needs far more torque and power to extrude than LDPE, so on a screw or drive designed for LDPE, the motor hits its torque limit and you have to slow the screw down — which directly cuts your output. LLDPE is more viscous than LDPE at extruder shear rates, so it takes more energy to push through; the same line that ran LDPE comfortably can be torque-limited and starved on LLDPE. The fix is a screw designed for LLDPE’s rheology — a barrier screw — and, where needed, grooved-feed and drive upgrades. Here is why it happens and what actually helps.
By the BLOOM Engineering Team
Why LLDPE Limits Output
The root cause is rheology. LLDPE has a different molecular structure than LDPE and is more viscous in the range of shear rates an extruder operates at, so it simply requires more energy — more torque and more power — to extrude. Industry and academic sources are consistent: LDPE screws, used for LLDPE, require more torque than is available from most blown-film extruder drives, and tend to deliver melt temperatures much higher than wanted for film.
That sets off a chain of problems:
- The drive hits its torque limit. LLDPE demands more torque than the motor and gearbox were sized for on an LDPE line.
- You’re forced to slow the screw down. To protect the gearbox and thrust bearings from overload, screw speed has to be reduced — and since output is roughly proportional to screw speed, throughput drops with it. This is the direct cause of the low output you’re seeing.
- Melt temperature climbs. Pushing a viscous resin generates frictional shear heat, so the melt runs hotter than ideal for film — which hurts bubble stability and film properties, and can cause sharkskin (surface roughness).
So “low LLDPE output” is usually not a setting you can simply turn up — it’s the line running into LLDPE’s higher power demand on hardware built for LDPE. HDPE, by the way, is even more demanding — its torque requirement can be roughly double that of LDPE.
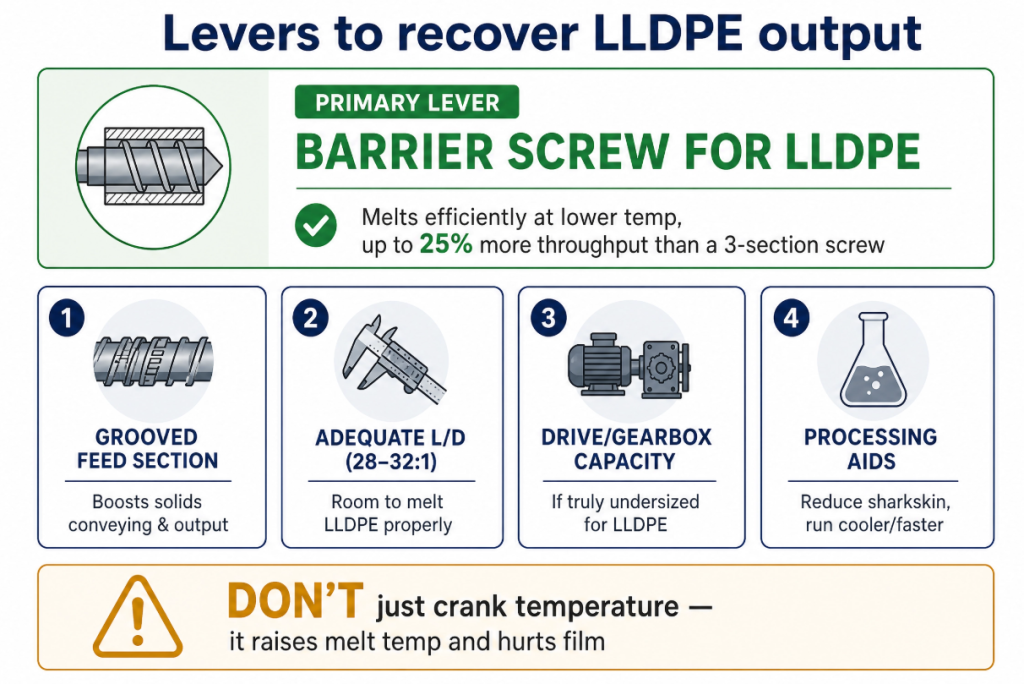
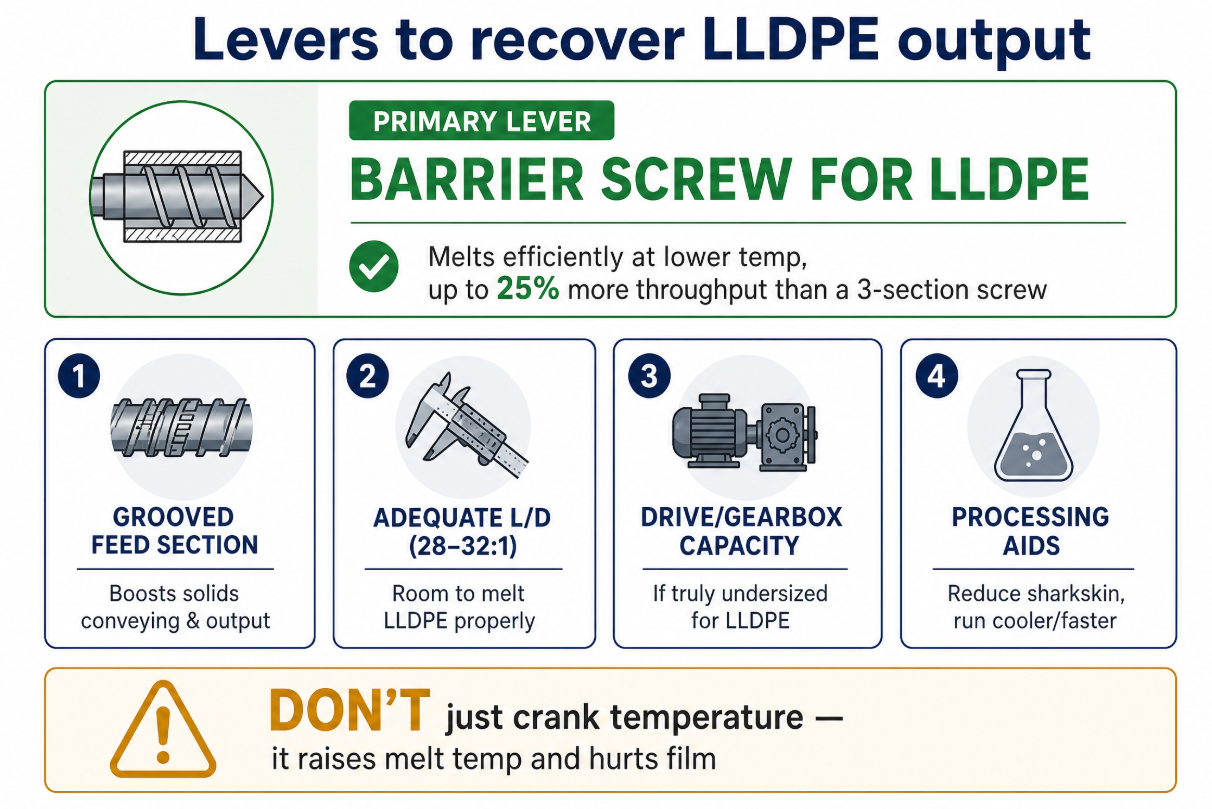
The Main Fix: A Barrier Screw Designed for LLDPE
The single most effective fix is the right screw. A barrier screw separates the solid resin from the melt along a secondary flight, which melts the polymer more efficiently and at a lower, more controlled melt temperature — exactly what LLDPE needs. Because it melts more efficiently, it also lets you run more output before hitting limits: a barrier screw can give meaningfully higher throughput than a conventional three-section screw on the same machine.
The most common root cause we see is simply running LLDPE on a general-purpose or LDPE screw. A screw designed for LLDPE’s rheology — barrier melting section, appropriate channel depths, a mixing section for uniformity — addresses the output and melt-temperature problems together. Real-world reports bear this out: replacing a general screw with a dedicated LLDPE barrier screw can improve bubble stability immediately and cut gel counts, alongside the throughput gain. For the full screw-design picture, see our blown film extruder screw guide, and for why melt uniformity matters so much in film, our guide on eliminating gels and fish-eyes.
Other Levers That Help
Beyond the screw, several things move LLDPE output:
- Grooved feed section. A grooved-bore feed zone dramatically improves solids conveying and feeding, raising output — especially powerful when combined with a barrier screw. (It does demand more from the drive and needs good cooling, so it’s a design choice, not a bolt-on.)
- Adequate L/D. Film screws generally want 28–32:1; below about 25:1 you risk poor melting and unstable output on LLDPE blends. Too short an L/D leaves no room to melt LLDPE properly at usable rates. See our L/D ratio guide.
- Drive/gearbox capacity. If the line was built for LDPE and you’ve fully committed to LLDPE, the drive may genuinely be undersized — sometimes regearing or a larger drive is the honest answer for a permanent throughput gain.
- Processing aids. Polymer processing aids (fluoropolymer-based) reduce melt fracture/sharkskin and can let you run a bit faster or cooler — a resin-side lever that complements the screw.
- Don’t just crank the temperature. Raising barrel temperatures to reduce viscosity seems tempting, but it pushes melt temperature even higher (hurting film and bubble stability). The better path is melting efficiency from screw design, not brute heat.
Diagnosing Your Situation
A quick way to locate your bottleneck:
| Symptom | Likely bottleneck | Direction |
|---|---|---|
| Motor at max amps/torque, screw slowed to compensate | Torque/power limit | Barrier screw, possibly drive upgrade |
| Melt temperature too high, sharkskin on film | Inefficient melting / too much shear heat | Barrier screw, processing aid |
| Output unstable, bubble breathing | Poor melting / short L/D | Barrier screw, adequate L/D |
| Feeding/surging at the throat | Solids conveying limit | Grooved feed |
If the motor is pinned at its torque limit and you’ve had to dial screw speed down, that’s the classic LLDPE-on-an-LDPE-screw signature — and the barrier screw is where the biggest gain lives.
LLDPE doesn’t have to mean low output, but it does mean the line has to be built for it: the higher viscosity that gives LLDPE its strength and toughness is the same property that demands a barrier screw, enough L/D, and adequate drive — so match the equipment to the resin rather than fighting the resin on equipment meant for LDPE, and the throughput comes back.
At BLOOM, we design and build barrier extruder screws specifically for LLDPE and LLDPE/LDPE blends — sized for your machine to melt efficiently at lower melt temperature and recover the output an LDPE screw gives up — along with matched barrels. If your LLDPE output is down and the motor is torque-limited, send our engineering team your machine details, screw diameter, and resin on WhatsApp and we’ll recommend a screw to fix it.




