1. Why Separator Extruder Specification Demands Engineering Rigor
The lithium battery separator is a low-mass, high-stakes component: a 5–20 µm porous film whose pinhole, pore-size, and metal-ion profile directly determine cell safety, cycle life, and warranty exposure for the cell maker. Yet the extrusion system that produces it is anything but lightweight. A single wet-process line is a multi-million-dollar capital decision: per IndexBox’s 2026 European market analysis, a single wet-process line costs EUR 80–120 million and requires 3–5 years to reach full utilization.
The broader market context makes this even more consequential. Market Research Future projects the lithium-ion separator industry to grow from USD 15.34 billion in 2025 to USD 39.23 billion by 2035, at a CAGR of 9.84%. Within that growth, wet-process polyolefin films dominate share, while ceramic-coated variants are expanding fastest. For producers, the screw-and-barrel decision is not a commodity purchase — it sits upstream of every quality metric your downstream customer will measure.
This guide breaks that decision into eight engineering levers, each with quantitative targets, and supplies three reference tables to anchor specification discussions with suppliers.
2. Background: The Wet/Dry Process Bifurcation Drives Two Different Extruders
Polyolefin separator membranes are produced by two fundamentally different routes, and they impose fundamentally different extruder requirements.
Wet process (TIPS — Thermally Induced Phase Separation). Ultra-high-molecular-weight polyethylene (UHMWPE) — typically with viscosity-average molecular weight of 0.8–1.5 × 10⁶ g/mol — is dissolved in paraffin oil at high temperature in a co-rotating twin-screw extruder, cast through a T-die, biaxially stretched, then solvent-extracted. As documented in USEON’s published process notes, industrial UHMWPE-base wet-process configurations commonly load 20–30% UHMWPE powder with 70–80% paraffin oil. The plasticizer makes the melt processable; without it, UHMWPE simply does not flow.
Dry process (MD or MD+TD stretch). Polypropylene (PP), polyethylene (PE), or a coextruded PP/PE/PP trilayer is extruded into a precursor film, annealed to develop crystalline lamellae, then mechanically stretched to open slit-shaped micropores. There is no solvent. Celgard’s solvent-free dry-stretch route is the canonical reference, and its base films cover monolayer PP from 5–25 µm and trilayer PP/PE/PP from 10–38 µm.
Wet-process films are dominant. Mordor Intelligence reports that wet-process polyolefin led with 55.90% market share in 2025. Dry process retains a meaningful share — closer to 46% by Business Research Insights’ 2026 segmentation — and is preferred for thicker, mechanically anisotropic films, primary lithium batteries, and certain stationary energy-storage applications.
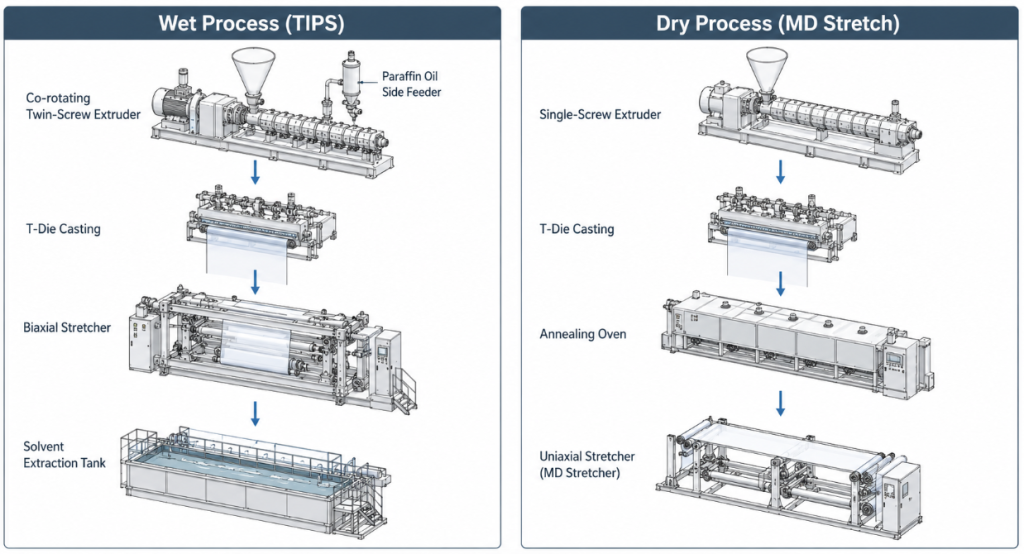
Table 1 — Wet vs. Dry Process: Extruder Specification Comparison
| Parameter | Wet Process (TIPS) | Dry Process (MD/MD+TD Stretch) |
|---|---|---|
| Primary polymer | UHMWPE (often blended with HDPE) | PP, PE, or PP/PE/PP trilayer |
| Plasticizer load | 70–80% paraffin oil | None |
| Extruder configuration | Co-rotating twin-screw, side-fed oil | Single-screw or coextrusion stack |
| L/D ratio (screw) | 52:1 to 60:1 | 25:1 to 30:1 (per layer) |
| Melt temperature | 200–230 °C | 200–240 °C |
| Specific torque target | ≥ 13 Nm/cm³ (premium ≥ 18) | 7–11 Nm/cm³ |
| Stretching | Biaxial (MD + TD), simultaneous or sequential | Uniaxial MD, or MD then TD |
| Achievable porosity | 40–50% | 35–45% |
| Typical final thickness | 5–20 µm (sub-9 µm trend for EV) | 10–38 µm |
| Single-line output (135 mm) | 50–100 million m²/year | Lower; thickness-dependent |
| Capital intensity | Very high (~EUR 80–120 M/line) | Moderate |
Sources: Coperion technical literature; USEON product specifications; Mordor Intelligence (2026); IndexBox Europe (2026); ScienceDirect / Celgard process review.
The single most important consequence of the table is this: the same machine cannot serve both processes well. Buyers running mixed product portfolios should plan for at least two extruder lines, not one flexible asset.
3. Decision 1 — Wet vs Dry Process: Extruder Architecture for Battery Separator
Once the process is fixed, the extruder architecture is largely determined.
For wet-process UHMWPE, the canonical configuration is a co-rotating, intermeshing twin-screw extruder with modular screw elements, a starve-fed solids inlet, and a downstream side feeder for paraffin oil. The long L/D is needed not for melting (UHMWPE never truly melts as a flow; it dissolves into the paraffin) but for thermal soak time and uniform phase mixing.
For dry-process PP or PE, a high-precision single-screw extruder or a coextrusion block of two or three single-screw units is standard. Trilayer PP/PE/PP films require precisely matched melt temperatures and viscosities at the feedblock; mismatched extruders produce delamination defects that fail downstream qualification.
Ceramic-coated separators — projected by Mordor Intelligence to grow at a 20.30% CAGR through 2031 — are a third architecture. The base film is produced by either wet or dry process, then passed to a separate coating line that applies an alumina or boehmite slurry. The coating line does not use an extruder in the conventional sense, but the upstream base-film extruder still has to meet the cleanliness and uniformity standards required for downstream coating adhesion.
4. Decision 2 — L/D Ratio and Free Volume: Why Wet Process Demands 52:1 to 60:1
L/D ratio defines the residence time available for the polymer–solvent system to homogenize. Published UHMWPE-separator research — see for example Yang et al.’s preparation study of UHMWPE microporous membranes — routinely reports twin-screw extruders at L/D = 60:1 for laboratory and pilot lines, with industrial machines often configured in the 52:1–60:1 range.
Equally important is free volume, governed by the outer-to-inner diameter ratio (Do/Di) of the screws. Higher Do/Di means more conveyable volume per turn, which translates directly into throughput. ENTEK’s HT72 product literature reports the highest free volume at 18 torque density, with a Do/Di of 1.61. Older European designs sit closer to 1.55; some legacy Asian designs at 1.44. For a producer evaluating two extruders of the same nominal screw diameter, a higher Do/Di can mean 10–20% more capacity without raising specific torque — a free lunch worth verifying in the supplier’s quotation.
Practical specification target for a wet-process UHMWPE line:
- L/D: 56:1 ± 4
- Do/Di: ≥ 1.55, ideally ≥ 1.60
- Number of barrel sections: 12–14, each independently temperature-controlled
5. Decision 3 — Specific Torque and Throughput Math
Specific torque, expressed in Nm/cm³, is the modern benchmark for twin-screw extruder capability. It captures how much shaft torque the gearbox and shaft can deliver per unit of free volume — and therefore how aggressively the machine can convey a high-viscosity melt without slipping into starve-feed instability.
Coperion’s ZSK Mc18 series advertises a specific torque of 18 Nm/cm³; ENTEK’s HT72 matches that figure with a torque density of 18. Mid-range industrial machines sit at 10–13 Nm/cm³, while legacy designs are at 7–9.
For UHMWPE wet-process service, the practical rule is:
- Below 11 Nm/cm³: throughput-limited; suitable only for low-MW UHMWPE blends or pilot lines.
- 13–16 Nm/cm³: industrial standard; supports 50–80 million m²/year on a 135 mm screw.
- ≥ 17 Nm/cm³: premium; supports ≥ 100 million m²/year and accommodates ultra-high-MW UHMWPE.
The industrial throughput envelope is well-documented. USEON’s separator-line specifications cite annual outputs in the range of 50–100 million m² for a 135 mm Φ co-rotating twin-screw at long L/D, with the exact figure varying by film thickness and operating regime. Comparable figures appear in Coperion case studies for the ZSK Mc18 platform.
Throughput estimation rule of thumb (informal): for a wet-process line,
Annual output (M m²/year) ≈ 0.6 × screw diameter (mm) × specific torque (Nm/cm³) ÷ film thickness (µm)
This is a planning-stage estimate, not a guarantee — final output depends on die width, line speed, and stretching ratios — but it lets a procurement team sanity-check supplier claims in a quotation.
6. Decision 4 — Screw Element Configuration: The Counter-Intuitive UHMWPE Rule
Engineers used to compounding glass-fiber-filled PA or PP carbon-black masterbatch often default to aggressive kneading-block sequences for separator UHMWPE. This is wrong. UHMWPE is shear-sensitive: excessive local strain rate causes chain scission, lowers effective molecular weight, and degrades the mechanical properties of the finished film — precisely the properties the customer is paying for.
A technical study published via Adsale Plastics Network reports that higher molecular weight affects the consistency of the melt, and that processability is recovered by reducing solid content, raising die-head pressure, and tuning screw configuration — not by adding shear. Optimized lab-scale runs reported by Liu et al. (Shanghai Research Institute of Chemical Industry) for a 1.2-million-MW UHMWPE/paraffin system converge around an extrusion temperature near 225 °C and a deliberately low twin-screw speed in the 30–40 rpm range, far below the 300–500 rpm typical of compounding service.
A defensible UHMWPE screw element configuration combines:
- Long conveying section at the solids feed, with full-flighted elements, to bring UHMWPE powder forward without compaction
- Side-feeder injection of paraffin oil at barrel 3 or 4, never at barrel 1; injecting oil into the powder hopper fluidizes the powder and disrupts feed metering
- Low-shear distributive mixing zones built from 30° forward-staggered kneading discs, 5–7 disc stacks, with relatively wide discs to maximize residence time at minimum strain rate
- Avoidance of narrow kneading discs and 90° or reverse blocks, which raise local viscous dissipation and drive chain scission
- Downstream vacuum vent at L/D ≈ 40–45 to remove residual moisture and volatile breakdown products before the discharge zone
- Mild compression at the discharge end to build pressure at the gear pump or die without overheating
The same plant team that thinks of “kneading blocks” as universally good will overshoot the UHMWPE process window every time. UHMWPE wet-process screws are an exercise in restraint.
7. Decision 5 — Screw and Barrel Material Selection for Battery Separator Service: The Iron Migration Problem
In compounding service, screw and barrel material is selected against abrasive and adhesive wear. In battery separator service, a second criterion enters the specification: metal-ion contamination of the finished film.
Trace iron, chromium, nickel, or molybdenum ions migrating from the extruder flow path into the separator can act as internal redox shuttles in the finished cell, accelerating self-discharge, capacity fade, and in worst cases dendrite-initiation events. Cell makers performing inbound separator qualification routinely run ICP-MS scans for sub-ppm metallic impurities; films that fail this test are rejected without recourse, regardless of mechanical performance. This puts the screw and barrel material decision on the same footing as the cleanroom-grade conveying and packaging downstream.
Paraffin oil is, paradoxically, a relatively gentle process environment from a wear standpoint — there is no glass fiber, no mineral filler, no acidic decomposition product like HCl from PVC. Wear rates of properly nitrided components in clean UHMWPE service can be one-third to one-fifth those seen in PVC profile service. The contamination risk, however, is far higher.
Table 2 — Screw and Barrel Material Selection Matrix for Battery Separator Service
| Material / Treatment | Surface Hardness | Corrosion Resistance | Metal-Ion Migration Risk | Relative Cost Index | Recommended Use |
|---|---|---|---|---|---|
| 38CrMoAlA, gas-nitrided | HV 950–1100, ~0.4–0.5 mm case | Moderate | Medium (Cr, Mo at sub-ppm) | 1.0× (baseline) | Dry-process PP; non-critical wet-process pilot |
| Bimetallic — Ni-WC overlay (centrifugal cast) | HRC 60–65 surface | Good | Medium (WC particle release if liner cracks) | 1.8–2.5× | Wet-process when wear dominates; not first choice for sub-9 µm EV grades |
| Powder-metallurgy tool steel (CPM 9V / Vanadis 4E) | HRC 60–62 (uniform, low segregation) | Good | Low | 2.5–3.5× | Premium wet-process for EV-grade separator |
| Inconel 625 / 718 nickel alloy | HRC 40–45 | Excellent (resists chlorides, acids) | Very low | 4–5× | Ultra-high-cleanliness lines; cathode slurry crossover lines |
| Hard-chromium plated nitrided base | HV 800–950 plating | Moderate | Medium-high (Cr release risk) | 1.3× | Generally not recommended for battery separator service |
Surface finish. The internal bore of the barrel and the working surfaces of the screw should be polished to Ra ≤ 0.4 µm for battery separator service, against the Ra 0.8–1.6 µm typical of general compounding. A rougher surface accumulates polymer residue, raises the probability of carbonized “black specks” entering the melt stream, and increases mechanical abrasion of any release coatings.
For most producers entering wet-process EV-grade production for the first time, the defensible specification is powder-metallurgy tool steel screw elements with bimetallic-lined or PM-lined barrel sections, all polished to Ra ≤ 0.4 µm. Inconel is reserved for the most demanding cleanliness specifications or for sections that see slurry rather than melt.
8. Decision 6 — Temperature Uniformity: The ±1 °C Window
UHMWPE in paraffin solution has a narrow processing window. Below the dissolution temperature, undissolved gels form; above the upper bound, paraffin volatilizes and chain scission accelerates. The Liu et al. optimization study published via Hilaris puts the practical window for a 1.2-million-MW UHMWPE/paraffin blend at roughly 215–230 °C melt temperature, with the optimum near 225 °C.
In practical terms, this means each independently controlled barrel zone — and there should be 10–14 of them on a 56:1 L/D wet-process machine — must hold temperature to better than ±1 °C under load. PID-only controllers with single-loop tuning rarely achieve this; cascaded loops with melt-thermocouple feedback do.
Heating-medium choice matters. Hot-oil heating with circulating temperature-control units gives the most uniform axial profile, at the cost of higher capex and routine seal maintenance. Cartridge or band electric heating is cheaper and faster to repair, but produces axial temperature gradients of 3–6 °C between mid-zone and end-of-zone unless heater density is doubled. For premium wet-process lines, hot-oil heating with redundant chiller loops on the feed and venting zones is now the industry default.
9. Decision 7 — Contamination Control: Why Black Specks Equal Recalls
In commodity compounding, a few dark specks in a pellet are a cosmetic concern. In a battery separator film, a single carbonized particle bridging the 12 µm thickness is an internal short waiting to happen — and in a 100-Ah cell, that is a thermal-runaway initiation event.
Contamination management on a battery separator extruder therefore looks more like pharmaceutical extrusion than commodity compounding. Specification points buyers should write into the purchase contract:

- Polished bore Ra ≤ 0.4 µm (see Decision 5)
- Documented first-fill cleaning protocol by the OEM before shipment, including hydrocarbon flush, ultrasonic cleaning of all screw elements, and certificate of cleanliness with witness samples
- No painted internal surfaces anywhere in the flow path; paint flakes have caused multiple documented recalls
- No copper or brass components in the wetted flow path; copper trace ions are particularly damaging to LFP and NMC chemistries
- Cleanroom assembly area at the OEM for premium specifications, with personnel garbing and particle-count records
- A defined commissioning purge protocol for the buyer’s site — typically a 12–24 hour high-throughput PE purge before introducing UHMWPE, with film samples retained for hold-point inspection
This is the area where Chinese-made extruders most often diverge from European equivalents. The hardware can be matched; the documented cleanliness protocols and audit trails frequently cannot, and this is a legitimate procurement risk — covered in the next section.
10. Decision 8 — 5-Year TCO of Battery Separator Twin-Screw Extruders: Imported vs. China-Sourced
The headline price of a wet-process line is misleading on its own. A defensible buying decision requires a 5-year total-cost-of-ownership view that includes spares, energy, downtime, and — uniquely for this application — qualification-cycle risk.
Table 3 — 5-Year TCO Benchmark: Imported vs. China-Sourced 135 mm Twin-Screw Wet-Process Line
Reference basis: single 135 mm Φ co-rotating twin-screw extruder, L/D 56:1, target 70 million m²/year of 12 µm UHMWPE separator. USD figures, 2026, rounded to whole values for planning use only.
| Cost Item (5-year basis) | Imported (Coperion / ENTEK class) | China-Made (Premium Tier) | Notes |
|---|---|---|---|
| Initial equipment (extruder + barrel + screw set) | $2.5 – 3.5 M | $0.8 – 1.5 M | Same nominal Φ135, L/D 56:1 |
| Auxiliary feeding (loss-in-weight, oil pump skid) | $250 – 350 K | $120 – 200 K | Premium feeders often imported regardless |
| Installation + commissioning | $150 – 250 K | $80 – 150 K | Travel, site service hours |
| Spare screws & kneading blocks (5 yr) | $200 – 300 K | $80 – 150 K | BLOOM-grade PM tool steel achievable in China |
| Barrel re-lining (years 3–5) | $150 – 250 K | $60 – 120 K | One re-line cycle assumed |
| Energy, 5 yr @ $0.08/kWh, 8000 hr/yr | $320 – 360 K | $360 – 420 K | China-made 8–15% less efficient typically |
| Unplanned downtime (parts lead time, support response) | $50 – 100 K | $150 – 300 K | Imported support inside Asia is faster than reverse |
| Qualification-cycle risk premium | Low (priced in) | Medium-to-High | First-year cell-maker rejections more likely |
| 5-Year TCO Range | $3.6 – 5.1 M | $1.7 – 2.8 M | Imported is 1.8–2.0× higher |
The math is unambiguous on capex. The math is less unambiguous on qualification risk: a single major cell-maker rejection during the qualification cycle can cost a separator producer 6–12 months of revenue from that account, easily wiping out the headline saving on equipment. Buyers should not assume that a 40–50% capex saving is a 40–50% TCO saving; in some scenarios it is, in others it is not.
For mid-tier separator producers serving consumer-electronics and energy-storage customers, premium Chinese-made equipment is increasingly defensible. For tier-1 EV cell makers — particularly North American and European OEM-linked producers operating under IRA or EU Battery Regulation supply requirements — the import premium is typically warranted, at least for the first wet-process line. A common pattern is one imported reference line plus subsequent China-sourced expansion lines once the supplier’s metallurgy and cleanliness protocols have been audited against the reference.
11. Procurement Checklist: 8 Questions to Ask Every Bidder
Distill the eight decisions above into eight specification questions for any RFQ:
- Process scope. Is the line specified for wet, dry, or coextrusion? What is the polymer-grade range (UHMWPE viscosity-average MW from __ to __ × 10⁶ g/mol)?
- L/D and free volume. Quote L/D, Do/Di, and barrel-section count. Justify against the throughput target.
- Specific torque. State Nm/cm³ at rated speed and provide the gearbox torque curve.
- Screw element library. Provide the proposed element-by-element configuration, with each element’s geometry (forward/neutral/reverse, disc width, stagger angle).
- Materials. Specify screw element material, barrel liner material, and surface finish Ra. Provide ICP-MS or comparable metal-ion certificate for representative new components.
- Temperature control. Number of zones, control method (cascaded loop preferred), heating medium, demonstrated temperature uniformity ±°C at rated load.
- Cleanliness protocols. Provide the OEM’s first-fill cleaning protocol, painted-surface declaration, copper/brass exclusion declaration, and cleanroom assembly evidence if applicable.
- TCO commitment. Provide energy consumption at rated output, spare-parts price book valid for 5 years, expected first re-line interval in operating hours, and named in-region service engineers.
Every line item above is verifiable in writing. The bidder who balks at one or more of them is telling you something useful.
12. FAQ — High-Frequency Procurement Questions
Q1. Can a standard PE compounding extruder be retrofitted for UHMWPE wet-process service? In limited cases — pilot output, low-MW UHMWPE blends, non-EV-grade product — yes, by adding a side feeder, extending L/D with additional barrel sections, and upgrading screw element materials. For industrial UHMWPE-base EV-grade separator, no: the original gearbox specific torque, free volume, and temperature-control granularity are almost always inadequate, and retrofit cost typically exceeds 60–70% of a new purpose-built machine.
Q2. What is a realistic lead time for a 135 mm twin-screw extruder configured for separator service? 12–18 months for imported (Coperion ZSK Mc series, ENTEK HT series). 8–14 months for premium Chinese suppliers including custom screw configuration and metallurgy. Note that qualification of the finished separator at the cell maker adds another 9–18 months on top of equipment lead time; this is the dominant time-to-revenue constraint, not the machine itself.
Q3. How often must screws and barrels be replaced in clean UHMWPE wet-process service? With PM tool-steel screw elements at Ra ≤ 0.4 µm and properly tuned thermal profile, expected screw element life is 30,000–50,000 hours before flight-tip wear or measurable surface degradation triggers replacement. Bimetallic barrel liners commonly last 50,000–80,000 hours before relining. These intervals are materially longer than the equivalent components in PVC profile or glass-filled compounding service, where 8,000–20,000 hours is typical.
Q4. Why not specify Inconel for the entire flow path if metal-ion contamination is the main risk? Cost and capability mismatch. Inconel 625/718 in the full flow path raises material cost by 4–5× over baseline, lengthens lead time by 6–8 months, and introduces a softer surface (HRC 40–45) that is more vulnerable to abrasion if the process ever ingests a hard particle. PM tool steel at Ra ≤ 0.4 µm delivers acceptable metal-migration performance at one-third to one-half the cost. Inconel is appropriate for cathode slurry contact, not necessarily for clean UHMWPE/paraffin melt service.
Q5. The separator film market is forecast to grow fastest in ceramic-coated products. Does that change my base-film extruder specification? Yes, in one specific way: cleanliness becomes more, not less, important. Ceramic coating relies on adhesion to a uniform, defect-free base film. Pinholes or surface contamination in the base film show through the coating and amplify the defect rate downstream. Specification for ceramic-coated supply chains should hold the same — or tighter — Ra and metal-ion limits as bare-film supply, even though the buyer may believe coating “hides” base-film defects. It does not.
13. From Specification to Qualified Supply
A wet-process battery separator line is among the most demanding extrusion installations a polymer producer will ever commission. Capex sits in the eight-to-nine-figure USD range, qualification cycles measure in years, and a single contamination-driven cell rejection can erase the savings from a lower equipment bid. The eight engineering decisions above — process type, L/D, specific torque, screw element configuration, materials, temperature uniformity, contamination control, and 5-year TCO — are not a checklist of preferences. They are the boundary conditions inside which the line either qualifies its output, or does not.
For producers entering wet-process EV-grade separator manufacturing, the practical procurement sequence is: anchor the imported reference line first, audit the metallurgy and cleanliness protocols of two or three premium Chinese suppliers against that reference, and only then commit subsequent expansion lines to local supply. The capex saving is real, but so is the qualification risk — and only one of those shows up on the purchase order.
Sources & Further Reading
Market & industry data
- IndexBox. Lithium-Ion Battery Separator Market in Europe — 2026 Forecast and Insights. European wet-process line capex and capacity utilization data. https://www.indexbox.io/store/europe-lithium-ion-battery-separator-market-analysis-forecast-size-trends-and-insights/
- Market Research Future. Lithium-Ion Batteries Separator Market — Size, Share & Growth 2025–2035. USD 15.34 B → 39.23 B at 9.84% CAGR. https://www.marketresearchfuture.com/reports/lithium-ion-batteries-separator-market-25661
- Mordor Intelligence. Lithium-Ion Battery Separator Market for EV Applications — 2026 Report. Wet-process share, ceramic-coated CAGR, regional split. https://www.mordorintelligence.com/industry-reports/global-lithium-ion-battery-separator-market-for-electric-vehicle-application
- Business Research Insights. Battery Separator Films Market — 2026 Outlook to 2035. Dry vs wet process segmentation. https://www.businessresearchinsights.com/market-reports/battery-separator-films-market-108290
Equipment & technology references 5. Coperion. Battery Separator Films — High-End Twin-Screw Extrusion. ZSK Mc18 specific-torque and process specification. https://coperion.com/en/industries/plastics/battery-separator-films 6. ENTEK. Twin-Screw Extruders — HT72 Product Series. Torque density and Do/Di reference. https://entek.com/extrusion-solutions/manufacturing-products/twin-screw-extruders/ 7. USEON. Extruder for UHMWPE Battery Separator Film Extrusion. Screw-diameter, L/D, and m²/year output guidance. https://www.useon.com/uhmwpe-battery-separator-films/ 8. Celgard / Asahi Kasei Mobility. Base Films — Dry-Stretch Process Reference. Monolayer PP and trilayer PP/PE/PP product data. https://www.celgard.com/technology/base-films 9. ScienceDirect (Elsevier). Celgard — Process Overview. Wet vs dry porosity reference (40–50% vs 35–45%). https://www.sciencedirect.com/topics/engineering/celgard
Peer-reviewed and technical literature 10. Yang et al. Preparation and properties of UHMWPE microporous membrane for lithium-ion battery diaphragm. Twin-screw L/D = 60:1 wet-process reference. ResearchGate. https://www.researchgate.net/publication/324265281_Preparation_and_properties_of_UHMWPE_microporous_membrane_for_lithium_ion_battery_diaphragm 11. Adsale Plastics Network. A study on the application of UHMWPE in wet separator. TIPS processability and screw-configuration findings. https://www.adsalecprj.com/en/news_show-78361.html 12. Liu et al. (Shanghai Research Institute of Chemical Industry). Ultra-High Molecular Weight Polyethylene (UHMWPE) material for lithium battery separators. Optimized 225 °C / 36 rpm process window. https://www.hilarispublisher.com/proceedings/ultrahigh-molecular-weight-polyethylene-uhmwpe-material-for-lithium-battery-separators-10510.html
BLOOM manufactures custom screws, barrels, and screw elements for twin-screw and single-screw extruders, including high-cleanliness configurations for battery separator and pharmaceutical service. For a technical discussion of any specification point in this guide, contact our engineering team.




