
Written by Kara
Kara is the Chief CEO of BLOOM, bringing over 26 years of frontline industry experience in extrusion machinery, screw and barrel metallurgy, and polymer processing. With a deep understanding of factory-floor realities and global supply chain dynamics, Kara specializes in helping plastics manufacturers worldwide optimize production line efficiency, resolve complex material shear heat challenges, and significantly reduce their Total Cost of Ownership (TCO).
The question you’re already answering wrong
Most buyers walk into an extruder specification meeting with a question they’re already answering wrong: water or air cooling?
It’s an understandable instinct. Water cools harder and faster. The air vs water cooling for extruder barrel debate has dominated buyer conversations for decades, and water has been the default for big lines, demanding polymers, and any process with serious shear heat. So water gets ticked on the spec sheet, and the conversation moves on.
The problem is that independent research — and the trend reports coming out of the 2026 extrusion equipment cycle — point the other way. Across all common polymer families, air-cooled barrels consume less total energy than their water-cooled equivalents once you account for pumps, chillers, water treatment, and the energy you waste re-removing heat that your own motors generated. The performance gap that used to justify water has narrowed enough that the question itself is outdated.
That doesn’t mean every line should run on air. It means the air-vs-water decision is a consequence of the eight criteria below, not the starting point. Buyers who specify cooling systems by leading with the medium choice tend to inherit decisions they don’t fully understand. Buyers who specify by working through the criteria first end up with cooling systems that actually fit their process.
What the cooling system actually has to do
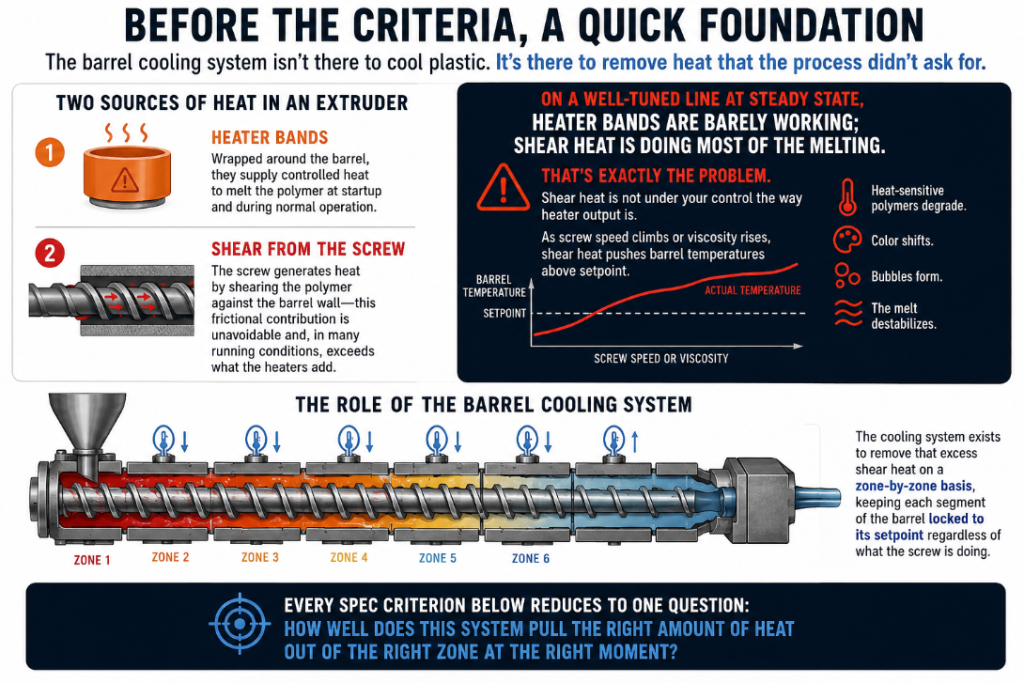
Before the criteria, a quick foundation. The barrel cooling system isn’t there to cool plastic. It’s there to remove heat that the process didn’t ask for.

An extruder generates heat from two sources. Heater bands wrapped around the barrel supply controlled heat to melt the polymer at startup and during normal operation. The screw itself generates heat by shearing the polymer against the barrel wall — this frictional contribution is unavoidable and, in many running conditions, exceeds what the heaters add. On a well-tuned line at steady state, heater bands are barely working; shear heat is doing most of the melting.
That’s exactly the problem. Shear heat is not under your control the way heater output is. As screw speed climbs or viscosity rises, shear heat pushes barrel temperatures above setpoint. Heat-sensitive polymers degrade. Color shifts. Bubbles form. The melt destabilizes.
The cooling system exists to remove that excess shear heat on a zone-by-zone basis, keeping each segment of the barrel locked to its setpoint regardless of what the screw is doing. Every spec criterion below reduces to one question: how well does this system pull the right amount of heat out of the right zone at the right moment?
Criterion 1 — Material chemistry
Start here. The polymer you’re processing sets the thermal boundary conditions for everything downstream.
Rigid PVC is the classic case in the PVC extruder barrel cooling air or water debate. It used to demand water cooling outright because its frictional heat is high and its degradation window is narrow — overshoot the setpoint and you get HCl release, discoloration, and burn marks. But modern PVC compounds with improved stabilizer packages have widened that window, and modern screw designs reduce the worst shear hot spots. Many PVC lines today run cleanly on air.
PET goes the other direction. Its melting point is high, its viscosity profile is unforgiving, and its sensitivity to thermal abuse is severe. PET still benefits from water’s aggressive heat removal in specific zones.
Polyolefins (PE, PP) sit in the middle: gentle chemistry, moderate shear, no strong reason to prefer water. Engineering plastics — nylon, polycarbonate, PEEK — vary case by case and usually need a process engineer’s read.
If your material is forgiving, air is on the table. If your material is brittle to thermal abuse, water still earns its keep.
Criterion 2 — Throughput and screw diameter
Heat load scales with output. A 45 mm single-screw line running 80 kg/h has a fundamentally different cooling problem than a 150 mm twin-screw compounding line running 1,200 kg/h.
As a rough orientation: small-to-mid single-screw lines (up to roughly 90 mm) are almost always good air-cooling candidates regardless of material — there isn’t enough total heat in motion to overwhelm a properly designed air system. Above that, the calculus tightens. Large twin-screw compounders, high-throughput PET sheet lines, and any process running near its mechanical limit may still justify water in the most thermally loaded zones.
Don’t take vendor rules of thumb at face value here. Ask for the calculated heat removal requirement in kW per zone and let that drive the medium choice.
Criterion 3 — Cooling medium
Now the central decision is informed, not arbitrary. Honest trade-offs:
| Air | Water | Oil (HTM) | |
|---|---|---|---|
| Response speed | Moderate | Very fast | Moderate |
| Control precision | Good with modern jackets | Risk of overshoot / thermal shock | Excellent |
| Energy consumption | Low | High (pumps, chillers, treatment) | Moderate |
| Installation complexity | Simple | High (piping, valves, chillers) | Moderate |
| Leak / safety risk | None | Real | Moderate |
| Best fit | Most modern lines | PET, large twin-screw, heavy duty | Tight control on demanding materials |
Water’s biggest weakness isn’t response speed — it’s over-response. Water removes heat so aggressively that it can carry away meaningful fractions of the drive energy your motors just put in. You’re paying twice: to generate the heat, then to remove it. Air doesn’t have that failure mode.
Criterion 4 — Cooling jacket design
This is where the historical air-vs-water gap closed without most buyers noticing.
Older finned cast aluminum heater-cooler assemblies relied on bare convection — air passed over fins and pulled some heat away, but unevenly and inefficiently. Modern shrouded jacket designs route forced air through a controlled pathway around the heater, with insulating layers that prevent heat radiating back into the factory.
A modern shrouded air jacket can remove substantially more heat than a 1990s finned design in the same footprint. If you’re comparing air-cooled options, ask specifically what jacket generation the vendor is quoting. “Air cooled” alone means little. “Shrouded aluminum jacket with low-profile centrifugal blowers, insulated outer layer” means something.
Criterion 5 — Control type
This is where the energy story lives. Two control architectures are still in the field, and the difference between them is significant.
On-off control runs fans or solenoid valves at full output the moment a zone exceeds setpoint, then shuts them off the moment it falls below. The result is overcooling and undershoot — exactly the pattern that drags drive energy out of the extruder.
Proportional control modulates fan speed (via VFD/inverter) or valve opening continuously based on how far the zone is from setpoint. The cooling system only ever does as much work as the deviation requires. Energy use drops, melt stability improves, the overcooling penalty largely disappears.
Modern lines should specify proportional control as baseline. If a vendor is quoting on-off control in 2026, ask why.
Criterion 6 — Chilled water source
This criterion only applies if you’ve landed on water for one or more zones. The water source matters more than buyers usually realize.
Three options: a dedicated closed-loop chiller, a shared cooling tower, or plant water. Closed-loop chillers give the tightest temperature control because the inlet is stable year-round. Cooling towers are cheaper but their water temperature drifts with outside temperature and humidity, which leaks into your control loop. Plant water is the cheapest and the least stable.
Factor in winter freeze risk, water treatment costs, and the energy cost of the chiller itself. Sometimes the chiller’s energy bill alone makes the air option more attractive in retrospect.
Criterion 7 — Energy cost and TCO math
Extruder cooling system energy efficiency is no longer a sustainability talking point — it’s a line item on the P&L. Sticker price is a poor proxy for what the cooling system costs you over its life. The math that actually matters:
- Annual cooling-system energy = installed cooling power × duty cycle × annual run hours
- Annual cost = annual energy × your local $/kWh
- Lifecycle cost = installation + (annual cost × system life) + maintenance + downtime
For a mid-sized extrusion plant running 6,000 hours per year, the energy delta between an old on-off water system and a modern proportional air system can run into tens of thousands of dollars annually. Industry trend data points to specific energy consumption targets approaching 100 Wh/kg for melting in modern lines; significantly higher numbers in your existing operation signal cooling-system inefficiency as a likely contributor.
The buyer who runs this math before signing the PO is the buyer who doesn’t get blindsided by the utility bill in year two.
Case Study: TCO Comparison in a Real-World Plant
To better understand the TCO impact, consider a recent plant upgrade where a manufacturer producing Polyolefins (HDPE) transitioned from a traditional water-cooled barrel to a VFD-controlled air cooling system.
- The Water-Cooled Pain Points: The old system incurred hidden costs: monthly pipeline descaling, frequent solenoid valve cleanings, and high energy loads from the central chiller.
- The Air-Cooled Reality: The new VFD blower setup drastically simplified maintenance. The maintenance crew now only replaces blower bearings and cleans the air intake mesh periodically.
- The Result: Over a 12-month period, the plant reduced thermal-related maintenance downtime by 85% and cut their cooling energy consumption by 18%. Unless you are processing heat-sensitive Rigid PVC or running a massive twin-screw compounding line for PET, the TCO of proportional air cooling almost always wins over a 5-year cycle.
Criterion 8 — Maintenance burden
Every cooling system imposes a maintenance load. The question is what skill mix your plant actually has.
Water systems require solenoid valve cleaning and replacement, descaling of cooling passages, leak inspection on piping joints, chiller compressor service, and water treatment monitoring. None of this is difficult work, but it requires sustained attention and a maintenance crew comfortable with chilled-water systems.
Air systems are dramatically simpler: blower bearing replacement at scheduled intervals, occasional cleaning of intake screens, electrical inspection of VFDs and contactors. Most plants can handle this in-house.
Match the cooling system to the maintenance reality, not the maintenance plan that exists on paper.
How to specify an extruder barrel cooling system: putting the criteria in order

These extruder barrel cooling system selection criteria aren’t a flat checklist. They sequence:
- First, answer Criterion 1 (material) and Criterion 2 (throughput). These set the boundary conditions.
- Then Criterion 3 (medium) — at this point the answer mostly suggests itself.
- Then Criteria 4 and 5 (jacket design and control type) — these are the modernization decisions that determine whether you get current-generation performance regardless of medium.
- Then Criterion 6 (water source) if water made the cut.
- Finally Criteria 7 and 8 (TCO and maintenance) — pressure-test the decision against business reality.
If the answer to Criteria 1 and 2 doesn’t strongly push you toward water, the default in 2026 should be modern air with proportional control. The burden of proof has shifted.
Frequently asked questions
Can I retrofit a water-cooled line to air? Yes, and the market for water-to-air conversions has grown sharply. The conversion typically pays back within two years on energy savings alone, before counting reduced maintenance and eliminated chiller load.
What about oil (heat transfer medium) cooling? Oil remains useful for processes that need tight control without water’s thermal shock — some demanding engineering plastics, certain rubber lines. It’s a niche choice; specify it only when a process engineer recommends it.
Does air cooling work in hot factory environments? Yes, as long as intake air is reasonably ducted and not pulling from the hottest part of the plant. A 35°C ambient is fine. If your factory regularly exceeds 45°C around the extruders, you have a building ventilation problem first.
How many cooling zones do I actually need? Most modern barrels are zoned in 4–8 segments. The zones near the feed and metering sections are the most active; mid-barrel zones often run with cooling barely engaged. Don’t over-zone — each zone adds control complexity.
How do I know if my current cooling system is the problem? Watch for chronic zone overshoot, melt temperature variability shift-to-shift, scrap rates that climb with throughput, and chiller bills that climb faster than production. Any of those signals warrant a cooling audit.
Stop asking the wrong question
The buyer who walks into a specification meeting and asks “water or air?” has already given up control of the conversation. The vendor knows the answer they want to sell, and the discussion narrows to features rather than fit.
The buyer who walks in with these eight criteria — material chemistry, throughput, medium as a consequence, jacket generation, control type, water source if relevant, TCO math, maintenance burden — runs the meeting. The cooling medium becomes an output, not an input. The vendor either matches the criteria or doesn’t.
That’s how to specify an extruder barrel cooling system in 2026: not by picking a medium first, but by working the criteria in order. That’s the difference between buying a cooling system and specifying one.




