Film is the application where the screw has the least room for error. In a 25-micron blown film, a single unmelted particle becomes a visible gel or fish-eye — a defect that can ruin a roll, and one that thicker products like pipe or profile would never show. The film itself is a magnifying glass for any imperfection in the melt, which means a film screw has to deliver near-perfect melt uniformity, every minute, for the entire production run. That demand for uniformity is what separates a film screw from an ordinary one.
By the BLOOM Engineering Team
Across the blown film screws we manufacture at BLOOM — LDPE, LLDPE, and HDPE for packaging and agricultural films — the same priorities come up: excellent melt homogeneity to prevent gels, a barrier screw with a mixing section (especially for LLDPE), and a long enough L/D for complete plasticization. This guide explains why film demands the most uniform melt, how the screw delivers it, why LLDPE is uniquely demanding, and the production problems that trace back to the screw.
1. Why Film Extrusion Demands the Most Uniform Melt
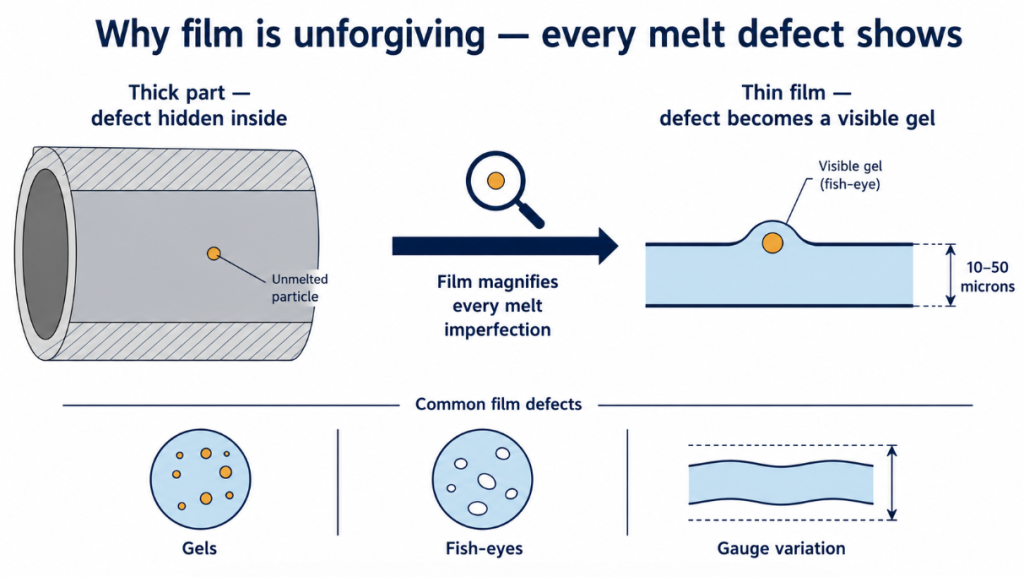
Every plastic application wants a well-mixed, fully-melted melt, but film demands it to a degree no other product does. The reason is simple geometry: film is extremely thin — often 10 to 50 microns — so any inhomogeneity in the melt that would be invisible in a thick part becomes a visible, measurable defect in film.
The two defects that define film quality both come back to melt uniformity:
Gels and fish-eyes are small granular dots or circles in an otherwise clear film, caused by inhomogeneity in the melt — unmelted or partially-melted polymer, or degraded material, passing through to the film. In a thin transparent film these are immediately visible and can make a roll unsellable.
Thickness and property variation comes from unstable or non-uniform output, which shows up as gauge variation across the film.
Because film is so unforgiving, the screw’s job is not just to melt and pump — it is to melt completely and uniformly, mix thoroughly, and deliver a stable output, continuously. This is why film screws lean heavily on barrier designs and mixing sections, and why the most common film customer mistake we see is underestimating the mixing and plasticization the application requires. A screw that produces acceptable melt for a thick-walled product can produce a gel-ridden, unsellable film. The bar is simply higher. The underlying screw-design principles are covered in our extruder screw types guide; this article is about applying them to the uniquely demanding case of film.
2. The Film Types We Make Blown Film Screws For
Across the blown film orders we see, three polyethylene types dominate, each with different screw implications.
LDPE (low-density polyethylene) is the classic blown film material — easy to process, forgiving, used for general packaging and agricultural film. It melts readily and is the least demanding of the three on the screw, though it still needs good melt uniformity for film quality.
LLDPE (linear low-density polyethylene) is where film screws get difficult. LLDPE has a different molecular structure and rheology than LDPE — higher viscosity under processing conditions and a strong tendency to limit output on a standard screw (section 4). It is widely used for its strength and is often blended with LDPE, but it needs a screw designed for it: barrier with good mixing. Running LLDPE on an LDPE screw is one of the most common film mistakes.
HDPE (high-density polyethylene) is used for high-strength thin films — vest/shopping bags, thin liners. It is run at high stalk in blown film and needs good melting and mixing for the thin, strong films it produces.
Many real film lines run blends — LDPE/LLDPE in particular — and the screw must handle the blend’s processing behavior, which trends toward the more demanding component (LLDPE).
| Film material | Processing ease | Key screw demand | Common products |
|---|---|---|---|
| LDPE | Easy | Good melt uniformity | General packaging, ag film |
| LLDPE | Difficult | Barrier + strong mixing, handles torque | Strong films, stretch, blends |
| HDPE | Moderate | Good melting + mixing | Vest bags, thin liners |
| LDPE/LLDPE blend | Moderate–difficult | Designed for the LLDPE fraction | Most packaging films |
3. Gels and Fish-Eyes: The Film Defect That Starts at the Screw
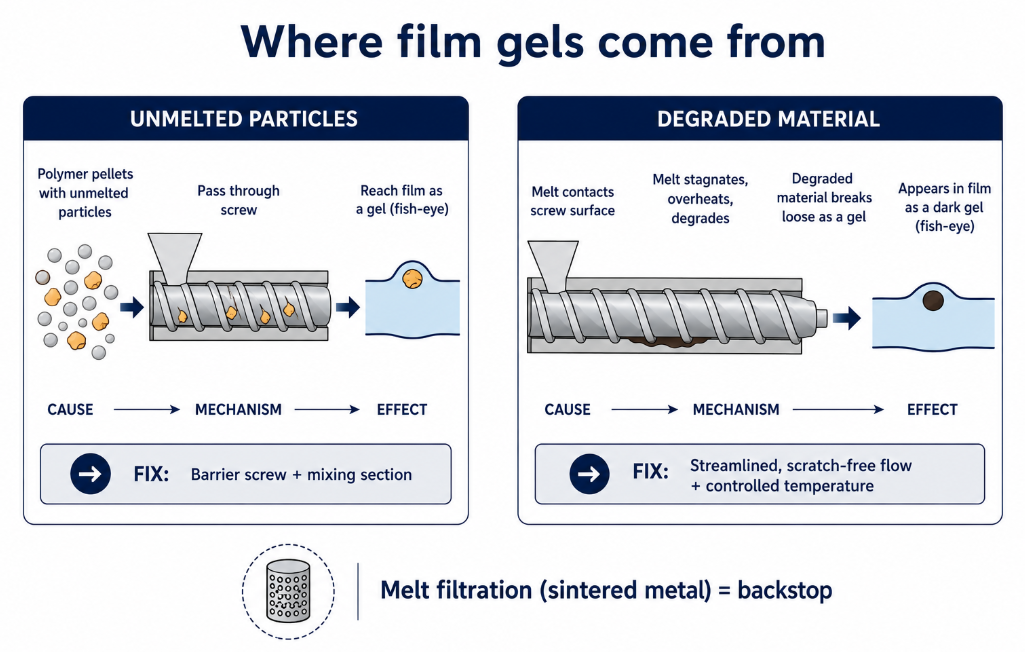
Gels and fish-eyes are the signature film defect, and most of them originate in melt quality — which means they originate at the screw. They appear as granular specks or small circles in the film, and they come from two main sources: unmelted or partially-melted polymer (poor plasticization/mixing) and degraded material (overheated or stagnant melt that has cross-linked or burnt).
On the screw side, gels are addressed several ways:
Complete, uniform melting. A barrier screw with a mixing section ensures the polymer is fully melted and homogenized before it reaches the die, so no unmelted particles pass through as gels. Incomplete melting is a leading gel source, and unmelts that survive to the film show up as gels.
Streamlined, clean flow paths. Degradation gels come from melt that stagnates, overheats, and cross-links in dead spots. To avoid creating gels, the screw and die should have a streamlined design, and the screw, barrel, and die surfaces should be free of grooves, scratches, or gouges where melt can collect and degrade (Plastics Technology: what’s causing your gels). A worn or scratched screw becomes a gel factory.
Avoiding excess heat. Degradation gels also come from too-high melt temperature, often from excess shear heat — which ties back to screw design and screw speed (section 7).
Beyond the screw, gels are also controlled with melt filtration — depth filters such as sintered-metal media are a long-standing tool for removing gels in high-quality film, though they add cost and need regular replacement (Plastics Technology: what’s causing your gels). But filtration is a backstop; the first line of defense is a screw that melts uniformly and runs clean. For diagnosing melt-quality faults generally, see our plastic extruder troubleshooting guide.
4. The LLDPE Challenge: Why It Needs a Special Blown Film Screw
If there is one thing that surprises film buyers, it is how differently LLDPE behaves from LDPE on the same machine. LLDPE’s molecular structure gives it a higher viscosity under processing conditions and a strong tendency to consume torque, which dramatically limits output on a screw not designed for it.
The magnitude is striking: an extruder that runs LDPE comfortably at, say, 80 rpm can be maxed out on motor torque at around 30 rpm when switched to LLDPE, in some cases — a large reduction in achievable output (Plastics Technology: a film processor’s guide to materials and equipment). A buyer who specifies a screw based on LDPE output, then runs LLDPE, finds the line cannot reach the expected throughput — and may also see incomplete melting and gels as they push the machine.
The screw response to LLDPE:
A barrier screw design separates the solid and melt channels, forcing efficient, complete melting even with LLDPE’s higher viscosity — this is the foundation for running LLDPE well.
A good mixing section (barrier-mixing or Maddock-type) homogenizes the melt to prevent gels, which LLDPE is prone to showing if melting is incomplete.
Appropriate compression and channel depth matched to LLDPE’s rheology, not copied from an LDPE screw.
The mistake we see most with LLDPE is running it on a general-purpose or LDPE screw — the result is limited output, torque problems, and gels. LLDPE needs a screw designed around its specific behavior. Customers running LDPE/LLDPE blends should also design for the LLDPE fraction, since it dominates the processing difficulty.
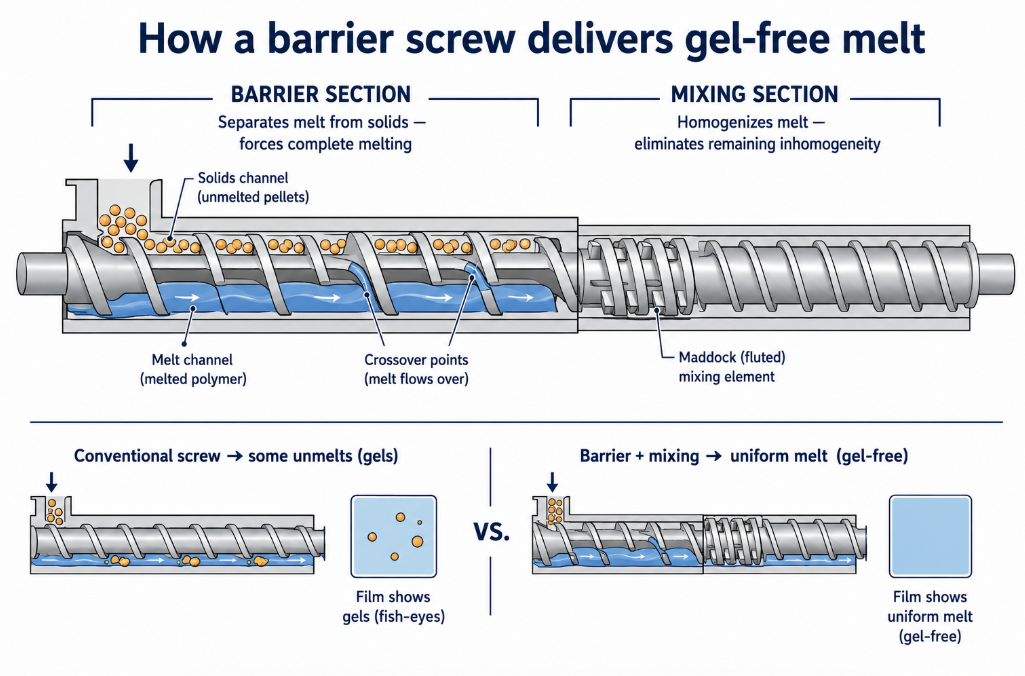
5. Barrier Screws and Mixing Sections for Film Extrusion
The barrier screw with a mixing section is the workhorse of quality film extrusion, and understanding why connects directly to the gel and uniformity demands above.
A barrier screw has a secondary flight that divides the channel into a solids channel and a melt channel along the transition. As the polymer melts, melt crosses into the melt channel while unmelted solids are held back, so by the end of the barrier section the melting is complete and uniform. This is far more effective at eliminating unmelted particles — and thus gels — than a conventional single-flighted screw. For demanding film, especially LLDPE, the barrier design is close to essential.
A mixing section — added downstream of the barrier section — homogenizes the melt thermally and compositionally. Two common types serve film: distributive mixers (like pin or tooth mixers) that spread material without much shear, and dispersive mixers (like Maddock/fluted mixers) that apply shear to break down any remaining inhomogeneity. Industry guidance for demanding polyolefin film confirms that barrier mixing screws work very well and Maddock-type mixing sections are effective (Plastics Technology: polyolefin film properties).
The combination — barrier melting plus a mixing section — is what delivers the gel-free, uniform melt film requires. The trade-off is cost and a slightly more complex screw, but for film the melt-quality benefit is decisive. The dispersive-versus-distributive mixing logic is covered in depth in our extruder screw types guide, and the broader PE/PP screw context in our PE and PP screw selection guide.
6. L/D Ratio for Blown Film Extruder Screws
Film screws benefit from a longer L/D, and under-specifying it is a common film mistake. The reason follows from everything above: complete melting, a barrier section, and a downstream mixing section all consume screw length, and film’s uniformity demand means you cannot shortchange any of them.
Typical film screw L/D runs 30:1 and above, with 30:1 to 33:1 common for blown film — long enough to fully melt and homogenize the polymer, accommodate the barrier and mixing sections, and deliver a stable, uniform melt. General film-extrusion guidance puts the practical minimum at around 24:1, with longer preferred for demanding resins and the best melt quality (Plastics Technology: polyolefin film properties). A customer copying a shorter L/D from a non-film process ends up with insufficient melting capacity and no room for the mixing the film needs — and the gels and output limits follow.
L/D also interacts with the LLDPE challenge: because LLDPE is harder to melt and mix, the longer L/D helps achieve complete melting at usable output. The full L/D logic — and why longer is not always better in every application — is in our extruder screw L/D ratio guide.
7. Blown Film Screw Selection by Material, Melt Temperature, and Output
Bringing the parameters together, the film screw specification varies by material, and two operating factors — melt temperature and output stability — round out the picture.
| Material | L/D | Screw design | Notes |
|---|---|---|---|
| LDPE | 30:1 | Barrier + mixing | Forgiving; uniformity still matters |
| LLDPE | 30:1+ | Barrier + strong mixing | Higher torque, limits output; design for it |
| HDPE | 30:1 | Barrier + mixing | High-stalk blown film |
| LDPE/LLDPE blend | 30:1+ | Designed for LLDPE fraction | Most packaging |
Melt temperature matters because too-high melt temperature degrades the polymer and creates degradation gels, while too-low leaves unmelted material. The screw should achieve complete melting without excess shear heat — a barrier screw helps by melting efficiently rather than relying on brute shear. Excess melt temperature also harms film properties (clarity, strength), so a screw that runs hot from over-aggressive design is a film-quality problem, not just an energy one.
Output stability matters because gauge uniformity depends on steady output. Surging or pulsing output produces thickness variation in the film. A well-designed, properly-worn screw delivers stable output; an unstable feed or a worn screw produces variation. For diagnosing output problems, see our output drop diagnostic guide, and for keeping the screw in spec, our screw and barrel wear analysis — a worn screw both loses output and starts generating gels, a double problem for film.
8. Common Blown Film Extruder Screw Mistakes
Three specification mistakes account for most of the film problems we see, all rooted in underestimating film’s uniformity demand.
Mistake 1: Underestimating the Mixing and Plasticization Film Needs
The most common. Customers treat a film screw like a general-purpose screw and do not specify the barrier design and mixing section that film’s gel-free uniformity requires. The result is gels, fish-eyes, and inconsistent film. Film needs more melting and mixing capability than thicker products — it is the most demanding application for melt quality.
Mistake 2: Running LLDPE on an LDPE or General-Purpose Screw
Customers move to LLDPE — or an LLDPE-rich blend — without a screw designed for it. LLDPE’s viscosity limits output (sometimes dramatically) on a standard screw and produces gels from incomplete melting. LLDPE needs a barrier screw with strong mixing, designed around its rheology.
Mistake 3: Specifying Too Short an L/D for Film
Customers copy an L/D from a non-film process, leaving insufficient length for complete melting plus a barrier and mixing section. Film screws typically need 30:1 or more. Too short an L/D means incomplete melting (gels) and limited output, especially with LLDPE.
9. Common Blown Film Production Problems and Screw-Related Causes
Three problems dominate the film technical calls we receive, and each maps to melt quality or the screw.
Problem 1: Gels and Fish-Eyes in the Film
Granular specks or circles in the film, the signature film defect. The causes are incomplete melting (a screw without adequate barrier/mixing capability) or degradation (overheated or stagnant melt, often from a worn/scratched screw or excess shear heat). The fixes: a barrier screw with a mixing section for complete melting, streamlined clean flow paths, controlled melt temperature, and melt filtration as a backstop.
Problem 2: Output Won’t Reach Target / Incomplete Plasticization
The line cannot hit its throughput, or the melt is not fully plasticized. With LLDPE especially, this is often the screw not being designed for the material’s torque demand and viscosity. The fixes: a barrier screw matched to the material, adequate L/D, and a screw designed for LLDPE’s behavior rather than copied from LDPE.
Problem 3: LLDPE Processing Difficulty
LLDPE specifically causes torque problems, limited output, and gels on a screw not designed for it. The fix is a barrier screw with strong mixing, appropriate compression and channel depth for LLDPE’s rheology, and adequate L/D — a screw engineered for LLDPE rather than a general-purpose or LDPE design.
10. Frequently Asked Questions About Blown Film Extruder Screws
Why does my blown film have gels or fish-eyes?
Gels come from melt inhomogeneity — usually incomplete melting (unmelted particles passing to the film) or degraded material (overheated or stagnant melt). On the screw side, the fixes are a barrier screw with a mixing section for complete, uniform melting, streamlined and scratch-free flow paths to avoid degradation, and controlled melt temperature. Melt filtration helps as a backstop.
Why can’t my extruder reach output when running LLDPE?
LLDPE has higher viscosity under processing conditions and consumes more torque than LDPE — an extruder running LDPE at 80 rpm might max out on torque around 30 rpm with LLDPE. If the screw was specified for LDPE, it will not reach the expected output on LLDPE. LLDPE needs a barrier screw designed for its rheology.
Do I need a barrier screw for blown film?
For quality film, especially LLDPE and demanding applications, a barrier screw with a mixing section is close to essential. It ensures complete, uniform melting (preventing gels) far better than a conventional screw. LDPE is more forgiving, but a barrier-plus-mixing screw is the standard for consistent film quality.
What L/D ratio do I need for a blown film screw?
Typically 30:1 or more, with 30:1 to 33:1 common for blown film. The practical minimum for film is around 24:1, but longer is preferred for complete melting, room for barrier and mixing sections, and the best melt quality — especially with harder-to-melt LLDPE. Too short an L/D causes incomplete melting and limited output.
Why is my film thickness uneven?
Gauge variation usually comes from unstable output — surging or pulsing — which can stem from feed problems, a worn screw, or an unstable process. A well-designed screw in good condition delivers steady output; a worn screw both loses output stability and starts producing gels.
Can I run LDPE, LLDPE, and HDPE on the same screw?
A well-designed barrier-plus-mixing screw with adequate L/D can run a range of polyethylenes, but if you run a lot of LLDPE, design for LLDPE (the most demanding) and the screw will handle LDPE and HDPE as well. A screw optimized only for LDPE will struggle with LLDPE’s torque and output limits.
Why does melt temperature matter so much for film?
Too-high melt temperature degrades the polymer, creating degradation gels and harming film properties like clarity and strength; too-low leaves unmelted material that becomes gels. A barrier screw melts efficiently without relying on excess shear heat, helping hit the right melt temperature. A screw that runs hot from over-aggressive design hurts film quality.
Choosing the Right Blown Film Screw: Final Word
A blown film extruder screw is defined by one demand above all: melt uniformity. Because film is so thin, every imperfection in the melt becomes a visible gel, fish-eye, or gauge variation — so the screw must melt completely, mix thoroughly, and run stably, continuously. That is why film leans on barrier screws with mixing sections and longer L/D, and why LLDPE — with its torque and viscosity demands — needs a screw engineered specifically for it rather than a general-purpose design.
The common thread in film screw mistakes is underestimating how much more melt quality film requires than thicker products. A screw that is fine for pipe or sheet can produce gel-ridden, unsellable film. Film earns its reputation as the most demanding melt-quality application.
At BLOOM, we manufacture blown film extruder screws and barrels — barrier screws with mixing sections, designed for LDPE, LLDPE, HDPE, and blends, with the L/D and mixing capability film quality demands. If you are specifying a film line, fighting gels or fish-eyes, struggling to reach output on LLDPE, or unsure what screw your film needs, contact our engineering team on WhatsApp — tell us your film material (LDPE/LLDPE/HDPE or blend), products, and target output, and we will recommend the right screw design. For the underlying screw-design principles, see our extruder screw types guide and PE and PP screw selection guide, and for the broader procurement picture, our 2026 extruder screw and barrel sourcing guide.




