
A practical engineering guide for plant managers, process engineers, and procurement teams specifying extruder barrels for plastics processing.
If you run an extruder, the barrel choice between nitrided and bimetallic is one of the most consequential procurement decisions you’ll make. Get it right, and you’ll see years of stable output, consistent melt quality, and predictable maintenance schedules. Get it wrong, and you’ll be replacing barrels every 12 months while fighting throughput drops, gels, and pressure surging.
This guide draws on our manufacturing experience producing both barrel types for extruder OEMs and end-users across PVC, polyolefin, engineering plastics, compounding, and recycling lines. We’ll walk through the metallurgy, the real cost differences, three application case studies, and a decision framework you can apply to your own line.
TL;DR — Nitrided barrels are the right choice for clean, low-filler polyolefins and standard PVC at moderate output. Bimetallic barrels are essential when you process abrasive fillers (CaCO₃ ≥ 20%, glass fiber, mineral reinforcements), corrosive compounds (flame retardants, halogenated polymers), or recycled material streams with contamination. The price premium is typically 2–3×, but service life is 3–5× longer in demanding applications — making bimetallic the lower total cost of ownership in most modern compounding and recycling lines.
What Is a Nitrided Barrel?
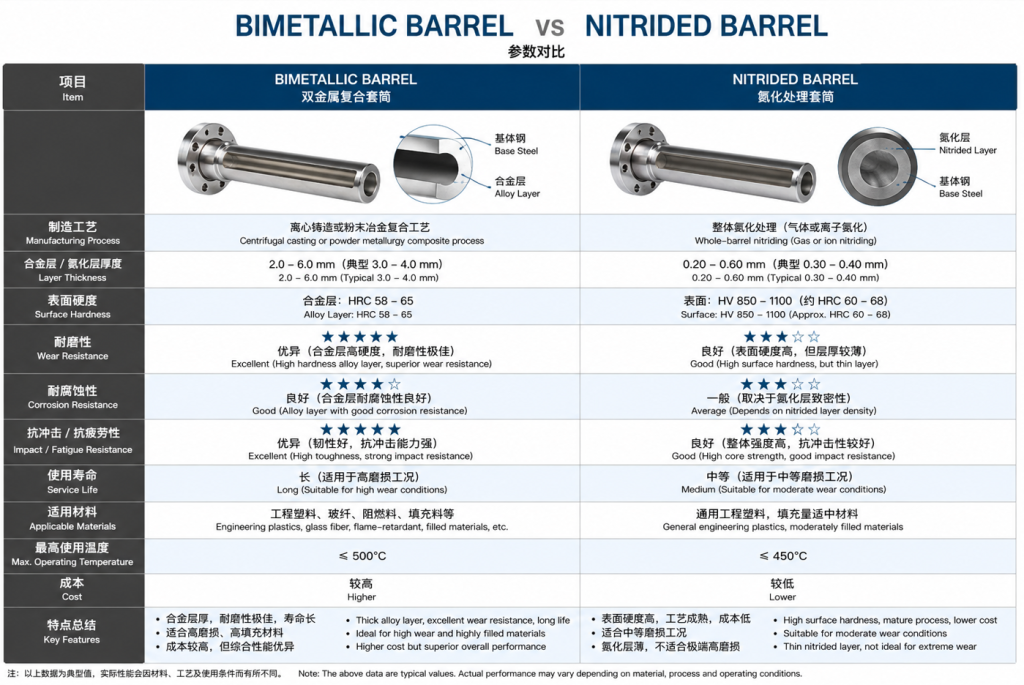
A nitrided extruder barrel is machined from a single piece of nitriding-grade alloy steel — most commonly 38CrMoAlA (Chinese GB standard), EN-41B (British/Indian), or Nitralloy 135M (US) — and then surface-hardened by diffusing nitrogen into the bore at 500–550 °C in a gas or plasma nitriding furnace. The diffusion process creates a hardened case roughly 0.4–0.6 mm deep, with surface hardness in the range of 950–1100 HV (approximately 65–70 HRC equivalent).
Beneath this hardened case, the core retains the toughness and ductility of the base steel (~280–320 HB). This combination gives nitrided barrels good wear resistance for non-abrasive processing, good dimensional stability, and excellent fatigue strength.
Table 1 — Standard Nitrided Barrel Specifications
| Parameter | Specification | Notes |
|---|---|---|
| Base material | 38CrMoAlA / EN-41B / Nitralloy 135M | Pre-heat-treated to HB 280–320 |
| Nitriding process | Gas nitriding or ion (plasma) nitriding | Plasma gives tighter case-depth control |
| Surface hardness | 950–1100 HV (≈ 65–70 HRC) | Per DIN 50190-3 |
| Case depth | 0.4–0.6 mm (standard); up to 0.7–0.8 mm extended | Hardness limit defined as core + 50 HV |
| Brittleness grade | ≤ Grade 2 (NF A04-200) | Critical to avoid case spalling |
| Bore roughness | Ra ≤ 0.4 µm after honing | Affects melt film quality |
| Bore straightness | ≤ 0.015 mm/m | Affects screw-barrel clearance |
The key engineering limitation is the case depth. Once abrasive wear penetrates beyond 0.5 mm, the soft core is exposed and wear accelerates rapidly — there is no “second chance” with a nitrided barrel.
What Is a Bimetallic Barrel?
A bimetallic barrel uses a different strategy: instead of hardening the surface of a single steel, it uses a high-strength steel shell (typically 38CrMoAlA or equivalent) with a wear-resistant alloy liner centrifugally cast inside the bore.
The centrifugal casting process — performed at ~1100 °C with the barrel shell rotating at controlled speed — produces a metallurgical bond between the shell and liner, with the liner thickness ranging from 1.5 mm to 3.0 mm depending on the application. The liner composition is selected based on the dominant wear mode (abrasive vs. corrosive vs. combined).
Table 2 — Bimetallic Alloy Liner Options
| Liner Alloy Family | Composition Highlights | Surface Hardness | Best For | Wear Mode Addressed |
|---|---|---|---|---|
| Iron-based (Fe-Cr-B) | Cr + B + W carbides in Fe matrix | 58–62 HRC | General abrasion: CaCO₃, talc, mid-fiber | Abrasive |
| Nickel-based (Ni-Cr-B-W) | Ni matrix + Cr, B, W carbides | 60–65 HRC | PVC, CPVC, halogen FR | Corrosive + abrasive |
| Tungsten-carbide rich | WC particles in Ni/Co matrix | 65–70 HRC | Glass fiber, mineral-filled engineering plastics | Severe abrasive |
| HVOF Tungsten Carbide spray | WC-Co or WC-CrC coating | 70–75 HRC | Extreme abrasion (SiC, high-% GF) | Severe abrasive |
Because the wear-resistant material extends 1.5–3 mm deep into the bore — versus 0.5 mm for nitriding — a bimetallic barrel maintains its working geometry far longer under abrasive load. When wear does occur, it progresses through a homogeneous alloy with stable hardness, not a steep hardness gradient.
Bimetallic vs Nitrided: Head-to-Head Comparison
Below is the engineering comparison most procurement teams want to see. The figures reflect typical industry performance for properly manufactured barrels operating within design parameters.

Table 3 — Bimetallic vs Nitrided: Engineering & Commercial Comparison
| Attribute | Nitrided Barrel | Bimetallic Barrel | Notes |
|---|---|---|---|
| Bore hardness | 950–1100 HV (65–70 HRC) | 58–70 HRC (alloy-dependent) | Nitrided surface is slightly harder, but thinner |
| Effective wear depth | 0.4–0.6 mm | 1.5–3.0 mm | 5–6× greater material reserve |
| Corrosion resistance | Moderate | Good to excellent (Ni-based liners) | Critical for PVC/CPVC/halogen-FR |
| Service life (clean PE/PP) | 24–48 months | 60–120 months | Bimetallic over-spec for clean polyolefin |
| Service life (CaCO₃-filled PVC, 20%+) | 12–18 months | 36–60 months | Per Plastics Technology and our service data |
| Service life (30%+ glass fiber) | 6–12 months | 24–48 months | WC liner can extend further |
| Manufacturing complexity | Low–medium | High (centrifugal casting required) | Bonding integrity is critical QC point |
| Initial cost (index) | 1.0× | 1.8–3.0× | Varies by alloy grade and size |
| Repair / refurbishment | Re-nitride if dimensions allow | Re-machine within liner thickness; re-cast possible | Both can be refurbished |
| Lead time (typical OEM) | 3–5 weeks | 5–8 weeks | Centrifugal casting cycle adds time |
| Best fit | Clean polyolefins, standard PVC, low-throughput | Filled, fiber-reinforced, recycled, corrosive, high-output | — |
The headline number — bimetallic lasts 2–3× longer in moderate-wear service, and 3–7× longer in heavy-wear service — is supported by published industry data and matches what we observe in field returns from customers across Europe, North America, and Southeast Asia.
Application Matrix: Which Materials Demand Which Barrel?
Different polymers, fillers, and additives generate different dominant wear mechanisms. The table below summarizes our recommended barrel type by application — based on what actually delivers acceptable barrel life (≥ 24 months) at competitive total cost.
Table 4 — Recommended Barrel Type by Application
| Application / Material | Dominant Wear Mode | Recommended Barrel | Notes |
|---|---|---|---|
| LDPE / HDPE film, virgin | Adhesive, mild abrasive | Nitrided | Bimetallic is over-engineered |
| PP virgin (general purpose) | Adhesive | Nitrided | Standard |
| PET bottle/sheet, virgin | Mild abrasive (TiO₂) | Nitrided (or Fe-based bimetallic for high output) | TiO₂ ≥ 2% justifies upgrade |
| PVC pipe (rigid, low filler) | Mild corrosive | Nitrided (Ni-based bimetallic preferred) | HCl byproducts attack steel |
| PVC profile / cable (20–40% CaCO₃) | Abrasive + corrosive | Bimetallic (Ni-Cr-B-W) | Nitrided fails in 12–18 months |
| CPVC | Severe corrosive | Bimetallic (Ni-based) | Nitrided not recommended |
| Halogen-free FR (HFFR) compounds | Abrasive (ATH/MDH) + thermal | Bimetallic (Ni-Cr-B-W) | Critical for cable lines |
| Glass-fiber compounding (PA, PBT, PP-GF) | Severe abrasive | Bimetallic WC-rich or HVOF WC | Single most demanding application |
| Engineering plastics with mineral fill | Severe abrasive | Bimetallic (WC-rich) | — |
| Masterbatch (high pigment, additive) | Mild abrasive + corrosive | Nitrided (Bimetallic for premium grades) | Depends on pigment chemistry |
| Recycled PE/PP (post-consumer) | Mixed: contamination, fines, residual filler | Bimetallic (Fe-based or Ni-based) | Contamination unpredictable |
| Wood-plastic composite (WPC) | Severe abrasive | Bimetallic (WC-rich) | Wood flour + coupling agents |
| Rubber compounding | Adhesive, mild abrasive | Nitrided (Bimetallic for filled rubber) | — |
When the application is on the boundary, two questions tend to settle it: (1) Is the filler content above 20% by weight? (2) Is the line running > 6,000 hours per year? If yes to either, bimetallic almost always wins on TCO.
Real-World Case Studies
The three cases below reflect typical wear patterns and ROI calculations we’ve documented for customers. Specific customer identities are anonymized; you can request reference contacts under NDA.
Case Study 1 — PVC Cable Compound Line, Southeast Asia
Customer profile: A mid-tier PVC compound producer running a Φ65 mm parallel twin-screw extruder for cable-grade PVC with 30% CaCO₃ filler.
Initial setup: Standard 38CrMoAlA nitrided barrel, 0.5 mm case depth.
Problem observed: Output dropped from 320 kg/h to 245 kg/h over 14 months — a 23% throughput loss. Bore inspection revealed scoring up to 0.8 mm, with the soft core exposed in the metering zone. Replacement was required.
Intervention: Customer specified a Ni-Cr-B-W bimetallic barrel for the replacement. Initial cost was 2.3× the nitrided unit.
Outcome after 36 months:
| Metric | Nitrided (Original) | Bimetallic (Replacement) |
|---|---|---|
| Service life to wear limit | 14 months | 36 months and counting |
| Output retention at end of life | 77% of new | 96% of new (current) |
| Unplanned downtime events | 4 | 0 |
| Off-spec product (scrap rate) | Rose from 1.8% → 4.2% | Stable at 1.6% |
| Annualised barrel cost | $14,200 / year | $9,300 / year (projected) |
Verdict: Bimetallic paid back the cost premium in approximately 18 months through reduced downtime and scrap alone, before considering barrel replacement frequency.
Case Study 2 — Glass-Fiber Reinforced PA66 Compounding, Central Europe
Customer profile: Tier-2 automotive compounder running a Φ70 mm co-rotating twin-screw extruder for 30% GF-reinforced PA66.
Initial setup: Nitrided barrel — chosen on initial-cost basis despite our recommendation.
Problem observed: Severe scoring in the kneading-block zone within 7 months. Glass fiber acts as a continuous abrasive jet against the bore. Pressure surging began at month 6 and the line was shut down at month 8 for emergency barrel replacement.
Intervention: WC-rich bimetallic barrel installed.
Outcome:
| Metric | Nitrided (Original) | WC-Rich Bimetallic |
|---|---|---|
| Time to functional failure | 8 months | 42+ months (still in service) |
| Replacement barrel cost | $11,500 | $32,000 |
| Effective $/month of service | $1,438 | $762 |
| Production hours lost | 96 hours | 0 |
Verdict: For glass-fiber compounding, the cost question isn’t whether to spec a bimetallic barrel — it’s which alloy grade. WC-rich liners are the minimum responsible specification at GF loading ≥ 20%.
Case Study 3 — HDPE Pipe Extrusion, North America (When Nitrided Wins)
Customer profile: HDPE pressure pipe manufacturer running a Φ90 mm single-screw extruder on virgin PE100 resin, no fillers.
Initial setup: Nitrided barrel specified by us during the OEM project.
Outcome after 5 years: Bore wear measured 0.18 mm — well within tolerance. Output retention 99% of nameplate. Customer evaluated whether to switch to bimetallic at planned mid-life refurbishment; ROI analysis indicated no payback within the projected 10-year line life.
Verdict: Specifying bimetallic for clean polyolefin pipe extrusion would have added ~$15,000 to the original barrel cost with no operational benefit. Nitrided was — and remains — the correct engineering choice for this application. The most common procurement mistake we see is over-specifying bimetallic for clean processing.
Total Cost of Ownership: A 5-Year View
Initial cost is the wrong KPI. The right KPI is cost per kilogram of stable, in-spec output over the barrel’s service life. The table below models a typical compounding line running 6,000 hours/year processing CaCO₃-filled PVC.
Table 5 — 5-Year TCO Comparison (Φ65 mm Twin-Screw, PVC + 30% CaCO₃)
| Cost / Performance Element | Nitrided Path | Bimetallic Path |
|---|---|---|
| Initial barrel cost | $12,000 | $28,000 |
| Barrel replacements in 5 years | 3 (every ~18 months) | 0 (5+ year life) |
| Total barrel hardware cost | $36,000 | $28,000 |
| Production downtime per replacement | 18 hours | — |
| Downtime cost (3 × 18 hr × $450/hr) | $24,300 | $0 |
| Scrap/off-spec cost (avg 2% over baseline × period) | ~$32,000 | ~$6,000 |
| Re-grind, screw realignment, ancillary labor | $9,000 | $2,000 |
| 5-year total cost | $101,300 | $36,000 |
| Cost per operating hour | $3.38/hr | $1.20/hr |
The gap widens further when you factor in lost margin on premium-grade output that requires tight tolerances — a barrel with > 0.3 mm clearance drift produces measurably more gels, color drift, and dimensional variation.
How to Choose: A Decision Framework
Walk through these five questions in order before specifying any barrel:
- What is the filler load and filler type? > 20% CaCO₃, any glass fiber, any mineral fill = bimetallic. Below that threshold for non-fiber fillers, evaluate further.
- Is the polymer or formulation corrosive? PVC, CPVC, FR compounds with halogens, certain pigments → bimetallic with Ni-based liner.
- Is the feed stream recycled or contaminated? Unpredictable abrasive content (metal fines, sand, paper) → bimetallic; the contamination risk dwarfs the cost premium.
- What is the annual operating intensity? Above 6,000 hr/year, the TCO math favors bimetallic for almost any non-trivial application.
- What is the planned line life vs. barrel cost premium? If you’ll run the line ≥ 5 years, bimetallic almost always pays back. If you’re prototyping or running a short program, nitrided may be the right answer.
When Nitrided Is Still the Right Choice
We want to be explicit here, because the industry trend toward bimetallic can be over-applied. Nitrided is the correct, cost-effective specification when:
- You process clean virgin polyolefins (LDPE, HDPE, PP) with no filler.
- You run standard PVC pipe with low filler loading and good thermal management.
- Your output rate and operating hours are moderate.
- Capital budget constraints are tight and the application is mild.
- The line is a development or pilot unit with a < 3-year horizon.
A well-made nitrided barrel from a competent manufacturer will deliver 5–10 years of reliable service in these conditions, at roughly half the capital cost. There is no engineering merit in over-specifying.
The bimetallic-versus-nitrided choice is, at its core, a match between the dominant wear mode in your process and the wear architecture of the barrel. Nitrided barrels offer a thin, very hard surface — excellent against adhesive wear and mild abrasion, but vulnerable once the case is penetrated. Bimetallic barrels offer a thicker, alloyed wear reserve with tunable corrosion and abrasion properties — essential for filled, fiber-reinforced, corrosive, or recycled feedstreams.
If you’d like an application-specific recommendation for your line — including a barrel-alloy spec, expected service life, and TCO projection based on your throughput and material — our engineering team can prepare one within 48 hours. Send us your material data sheet, screw drawing, and current operating parameters, and we’ll model the comparison for your specific case.
Frequently Asked Questions
How long does a bimetallic barrel last compared to a nitrided barrel?
In clean polyolefin processing, both can last 5+ years and the difference is negligible. In abrasive applications (≥ 20% CaCO₃, glass fiber, mineral fillers) or corrosive applications (PVC, FR compounds), bimetallic typically lasts 2–3× longer in moderate wear and 3–7× longer in severe wear. For PVC compounding with 30% CaCO₃, expect 36–60 months bimetallic vs. 12–18 months nitrided. Actual service life depends on alloy grade, output rate, operating temperature, and screw clearance management.
Is a bimetallic barrel worth the higher price?
For applications with abrasive fillers, corrosive chemistry, recycled feedstock, or annual operating hours above 6,000, bimetallic almost always delivers lower total cost of ownership within 18–24 months. The savings come from longer service life, less downtime, lower scrap rates, and stable output. For clean polyolefin processing at moderate output, the price premium is unlikely to be recovered and nitrided remains the better economic choice. A simple TCO model based on your specific throughput is the most reliable way to settle this.
Can I replace my nitrided barrel with a bimetallic one on the same extruder?
Yes, in almost all cases, provided the external dimensions and flange/feed-port geometry match. The internal bore diameter, screw-to-barrel clearance, and L/D ratio must be preserved within tolerance. Heat-up behavior is slightly different because bimetallic alloys have different thermal conductivity, so heater zone PID settings usually need to be re-tuned over the first 1–2 production runs. Reputable barrel manufacturers will produce a drop-in replacement to your existing extruder’s drawing.
What hardness should a bimetallic extruder barrel be?
The working bore should reach 58–65 HRC for general iron- or nickel-based alloys, and 65–75 HRC for tungsten-carbide-rich liners or HVOF WC coatings. The wear-resistant layer should be at least 1.5 mm thick, ideally 2–3 mm. Surface roughness after honing should be Ra ≤ 0.4 µm, and bore straightness should be within 0.015 mm/m. Always request a metallurgical report with the hardness profile (surface to substrate) and bonding-integrity verification — this is the single most important QC document for a bimetallic barrel.
What causes premature wear in extruder barrels, and how can I prevent it?
The five most common causes we see in field returns are: (1) undersized barrel specification for the application (e.g., nitrided used with filled material); (2) excessive screw-barrel clearance — once the gap exceeds 0.3 mm, wear accelerates non-linearly; (3) uncontrolled feed contamination, especially in recycling lines; (4) overheating that softens the case or anneals the alloy; and (5) poor screw design that concentrates wear in one zone. Preventive practice: measure bore wear every 6 months with a bore gauge, monitor output drift (>10% drop = inspect), keep feed clean, control barrel temperatures, and replace screws and barrels as a matched set — never re-use a worn screw against a new barrel.




