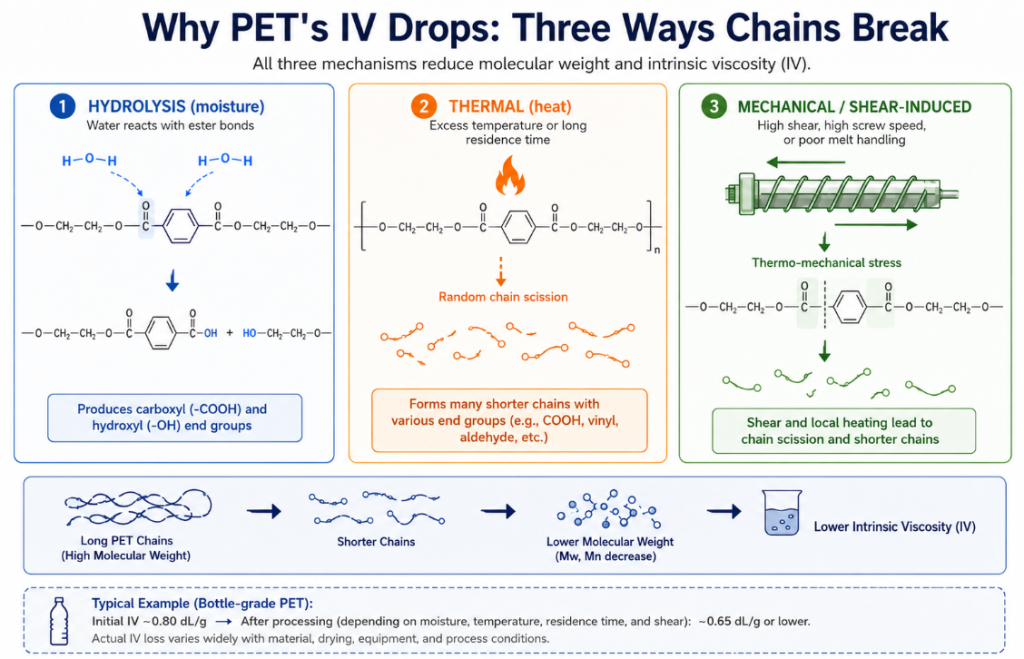
Quick answer: PET’s intrinsic viscosity (IV) drops because the polymer chains break during processing — from three causes that often act together: hydrolysis (moisture), thermal degradation (heat), and mechanical degradation (shear). Each cuts the long PET chains into shorter ones, lowering molecular weight and therefore IV. A typical example: bottle-grade PET can fall from around 0.80 to 0.65 dL/g after a few extrusion passes. Since IV is a direct measure of PET’s strength, every drop matters. Here is what causes it and how to limit it.
By the BLOOM Engineering Team
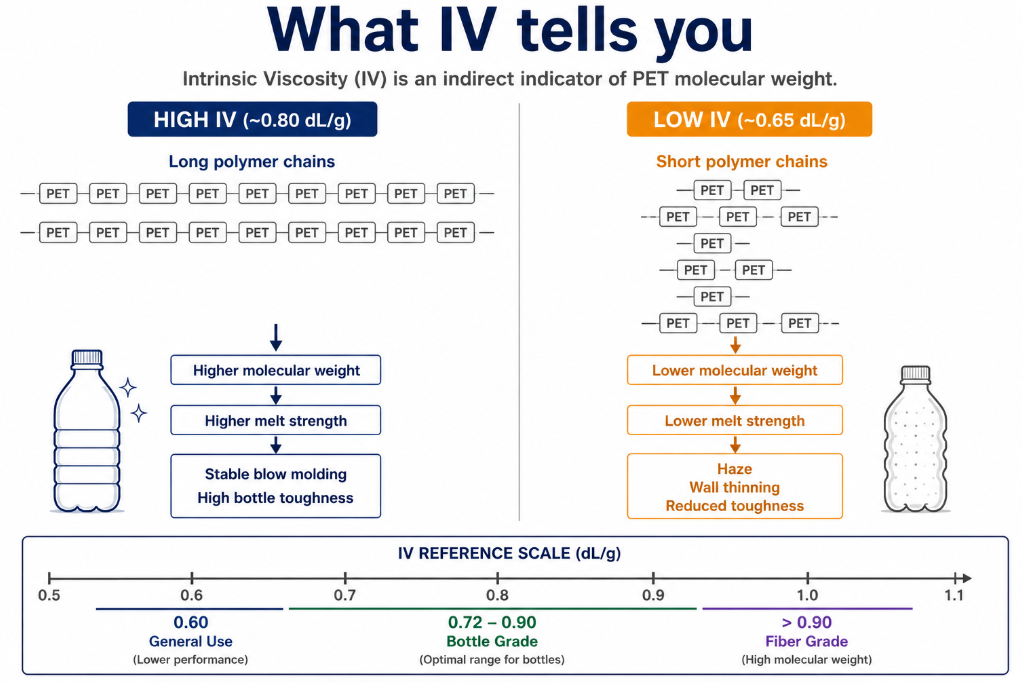
What IV Is and Why It Falls
Intrinsic viscosity (IV), measured in dL/g, is a measure of PET’s molecular weight — the length of its polymer chains. Longer chains = higher IV = stronger material. Bottle-grade PET typically runs 0.72–0.90 dL/g; fiber grade can need 0.9 or more; lower grades sit around 0.6.
IV “dropping” means the chains are getting shorter — they are being cut (chain scission) during processing. Shorter chains mean lower molecular weight, which shows up as:
- Lower IV (the direct measurement).
- Lower mechanical strength — the product is weaker, more brittle.
- Lower melt strength and higher melt flow rate — the melt is runnier, which can hurt processing (e.g., bottle blowing).
- Haze, off-color, and acetaldehyde in worse cases.
The drop is real and measurable: under controlled repeated extrusion, bottle-grade PET has been shown to fall from about 0.80 to 0.65 dL/g over four consecutive passes, with molecular weight dropping in step (study on repeated thermo-mechanical processing of bottle-grade PET, NCBI). So the question isn’t whether IV drops during processing — it’s which of the three causes is doing the cutting on your line.
Cause 1: Hydrolysis (Moisture)
The most common and most preventable cause. PET is hygroscopic and absorbs moisture from the air; if it isn’t dried, that water chemically splits the polymer chains at melt temperature — hydrolytic chain scission. Each split shortens a chain and drops the IV.
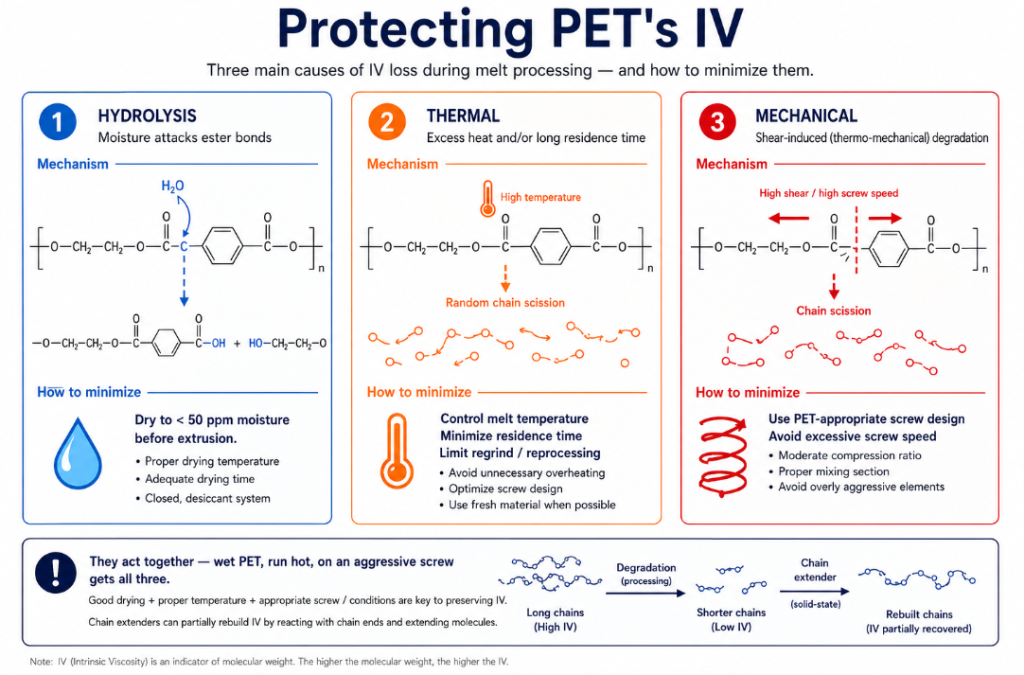
This is why drying is non-negotiable for PET — it directly protects IV. PET must be dried to below about 50 ppm moisture before extrusion, because above that, hydrolysis runs and IV falls. Hydrolysis is the cause you have the most control over: dry the PET properly and you remove the single biggest IV-killer. See our guide on drying PET before extrusion for the parameters.
Cause 2: Thermal Degradation (Heat)
Even bone-dry PET loses IV if it gets too hot or stays hot too long. At melt temperature, the ester linkages in the chain break thermally (random chain scission), again shortening chains and dropping IV. The hotter the melt and the longer the residence time, the more degradation.
The levers here are melt temperature and residence time:
- Excess melt temperature accelerates thermal scission — running hotter than necessary costs you IV.
- Long residence time at temperature compounds it — PET sitting in a hot barrel (low output, oversized machine, dead spots) degrades more.
- Repeated heat history adds up — every pass through an extruder spends more of PET’s thermal budget, which is why regrind lowers IV and why carboxyl end-groups rise with each processing cycle.
Keeping melt temperature controlled and residence time short — which is partly a screw-design and sizing question — limits thermal IV loss.
Cause 3: Mechanical Degradation (Shear)
The third cause is mechanical: high shear forces in the melt can physically break the chains (shear-induced chain scission). In extrusion, this is thermomechanical — shear and heat act together, and excessive shear both cuts chains directly and adds shear heat that drives thermal scission.
This is where screw design matters directly. An over-aggressive screw, or too high a screw speed, applies more shear than PET needs and accelerates IV loss. A screw designed for PET applies enough shear to melt and mix uniformly, but not so much that it tears the chains — gentle, efficient melting rather than brute shear. A worn screw can make this worse by forcing higher speeds to maintain output. For the screw-design side, see our PET extruder screw selection guide.
How the Three Causes Stack Up
| Cause | What breaks the chains | How to limit it |
|---|---|---|
| Hydrolysis (moisture) | Water chemically splits chains at melt temp | Dry to < 50 ppm before extrusion |
| Thermal (heat) | Ester linkages break from heat/residence time | Control melt temp, short residence, limit regrind |
| Mechanical (shear) | High shear physically tears chains | PET-appropriate screw, avoid excess speed |
In practice they act together — wet PET run hot on an aggressive screw gets all three at once. The good news is they’re all reducible: dry the resin, control temperature and residence time, and use a screw matched to PET. And when IV has already dropped (especially in recycled PET), reactive chain extenders can partially rebuild molecular weight by re-linking the broken chain ends — a common route to restoring rPET toward usable IV.
A Note on Recycled PET
Recycled PET (rPET) is where IV loss bites hardest, because the material has already been through heat, moisture, and shear at least once before it reaches you. Post-consumer PET arrives with chains already shortened by prior processing and weathering, so it starts at a lower IV and has less margin to lose. This is why rPET processing leans so heavily on thorough drying, gentle screw design, controlled temperature, and often chain extenders or solid-state polymerization to bring IV back up. See our recycled plastic screw guide for handling these streams.
IV loss isn’t a single problem with a single fix — it’s the sum of moisture, heat, and shear cutting the polymer chains, so protecting IV means addressing all three: dry the PET properly, keep it no hotter and no longer in the melt than needed, and run it on a screw that melts efficiently without tearing the chains, which together keep the polymer’s strength where your product needs it.
At BLOOM, we design extruder screws and barrels for PET and rPET that melt efficiently at controlled temperature and shear to protect IV — including vented designs for recycled streams. If your PET is losing IV and you suspect the screw is applying too much shear or heat, send our engineering team your material and process details on WhatsApp and we’ll help. For the related basics, see our PET screw selection guide and guide to drying PET.




