Quick answer: yes — PET must be dried before extrusion, and it’s not optional. PET absorbs moisture from the air, and if you melt it wet, the water chemically attacks the polymer (hydrolysis), permanently weakening it. For most extrusion you need to dry PET to below about 50 ppm (0.005%) moisture, using a desiccant dryer at roughly 160–180°C for 4–6 hours with a dew point below −40°C. Drying in the extruder itself does not work — it has to be done first. Here is why, and the parameters that matter.
By the BLOOM Engineering Team
Why PET Must Be Dried (and Most Other Plastics Don’t)
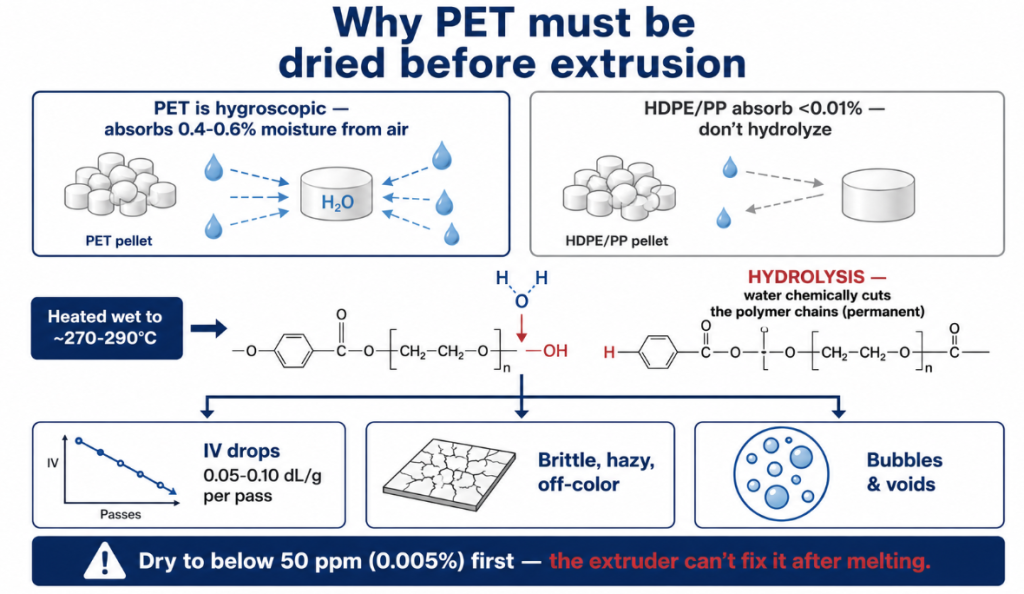
PET is hygroscopic — it actively absorbs moisture from the surrounding air, picking up 0.4–0.6% water by weight under normal atmospheric conditions. That alone wouldn’t matter, except for what happens when wet PET is heated to melt temperature.
At extrusion temperatures (around 270–290°C), any water present drives hydrolysis — the water molecules chemically split the PET polymer chains (hydrolytic chain scission). This is not the water simply boiling off; it is the water breaking the polymer, and the damage is permanent. The consequences:
- Intrinsic viscosity (IV) drops — typically 0.05–0.10 dL/g per pass with excess moisture. IV is the measure of PET’s molecular weight and strength, so a falling IV means a weaker polymer.
- The film, sheet, or part becomes brittle, hazy, or off-color — degraded PET loses mechanical and optical quality.
- Bubbles and voids — the moisture also flashes to steam, leaving defects.
This is what sets PET apart from polyolefins. HDPE and PP absorb less than 0.01% moisture and do not hydrolyze — they can often be run without drying. PET absorbs far more and degrades chemically when wet, which is why drying is mandatory for PET and optional-to-unnecessary for PE and PP. (Other hygroscopic engineering resins like nylon and PC share PET’s need to be dried — see our engineering plastics screw guide.)
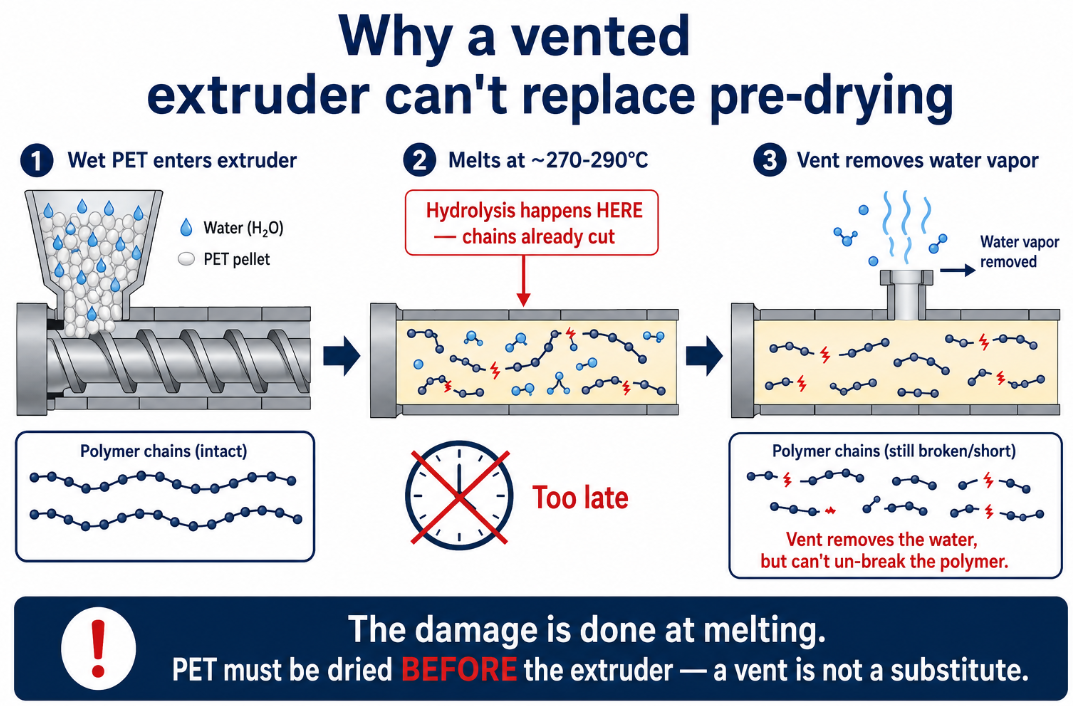
You Cannot Dry PET in the Extruder
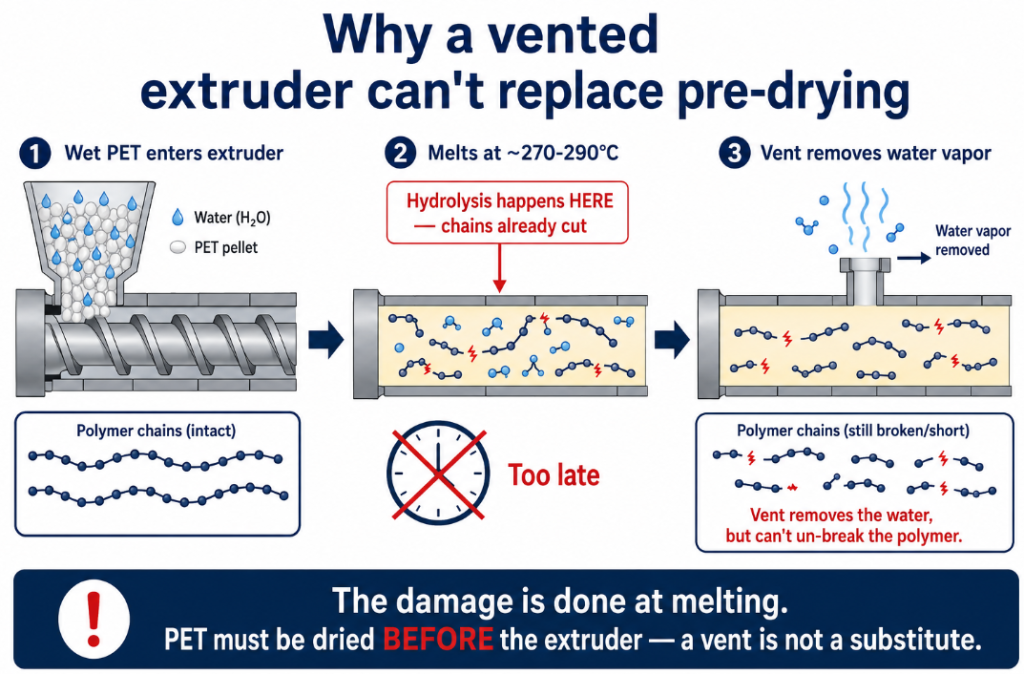
A common misconception is that a vented extruder will pull the moisture out, so you can skip pre-drying. It doesn’t work that way. By the time PET melts, the hydrolysis has already happened — the chains are already cut. Venting removes the water vapor, but it cannot un-break the polymer. PET cannot be effectively dried by extrusion; it must be dried before it reaches melt temperature, in a separate dryer.
This is the single most important practical point: drying is an upstream step, not something the screw or a vent can fix. A vented screw helps with residual surface moisture and is useful (especially for recycled PET), but it is not a substitute for proper pre-drying.
The Parameters That Matter
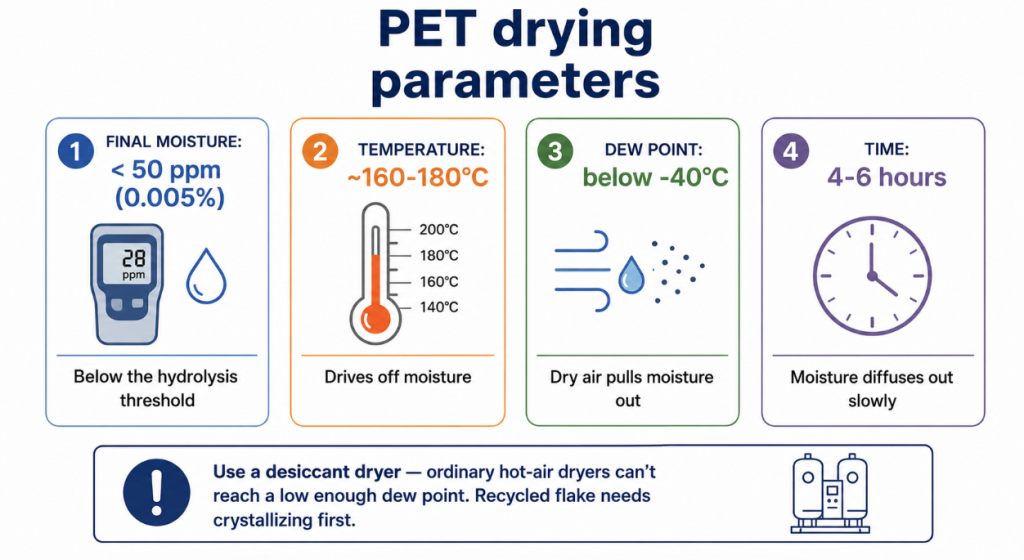
Effective PET drying depends on four parameters working together — temperature, dew point, time, and airflow:
| Parameter | Typical target | Why |
|---|---|---|
| Final moisture | < 50 ppm (0.005%) for bottle/film grade | Below the level where hydrolysis is significant |
| Drying temperature | ~160–180°C | Hot enough to drive off moisture efficiently |
| Dew point of drying air | below −40°C (often −40 to −50°C) | Dry air is what pulls moisture out of the pellets |
| Drying time | ~4–6 hours | Time for moisture to diffuse out at temperature |
A few things worth knowing behind the table:
- A desiccant (dehumidifying) dryer is the standard tool — it circulates hot air dried to a very low dew point through a hopper of PET. Ordinary hot-air dryers can’t reach a low enough dew point for PET.
- Effective drying time isn’t just hopper time. It’s the time pellets spend at the correct temperature and dew point. Moisture drops fast in the first hour (e.g., from ~0.18% to ~0.04%), then slowly — the last stretch below 0.005% takes hours.
- Dew point should be monitored, ideally with a dew-point alarm, because if the desiccant or dryer underperforms, the PET silently comes out wet.
- Recycled PET flake needs more. Post-wash flake can carry a lot of moisture and often needs mechanical dewatering, then crystallization, then desiccant drying — because amorphous PET softens and sticks above ~75°C (its glass transition), so it must be crystallized before it can be dried trouble-free. Target moisture varies by end use: tighter for bottle-grade, looser for strapping or fiber.
What Happens If You Skip or Shortcut Drying
To make the stakes concrete: run PET wet and the IV drops, the polymer weakens, and the product comes out brittle, hazy, and full of bubbles — scrap, in other words, and sometimes damage to downstream quality you can’t recover. The grades most sensitive to this are the high-value ones (bottle, film); the cost of a wet batch is real. And because IV loss is cumulative, repeatedly processing under-dried PET (or too much under-dried regrind) compounds the damage pass after pass.
Drying PET isn’t a precaution you can weigh against saving time — it’s a chemical requirement of the material, because the same moisture that’s harmless to PE or PP chemically dismantles PET at melt temperature, so dry it properly to below 50 ppm before it ever reaches the screw and the polymer arrives intact.
At BLOOM, we build extruder screws and barrels for PET — including vented designs for recycled PET that handle residual moisture downstream of proper drying. If you’re processing PET or recycled PET and want a screw matched to your material and drying setup, send our engineering team your material and process details on WhatsApp and we’ll help. For the full PET screw picture, see our PET extruder screw selection guide, and for moisture-driven wear and venting in recycled streams, our recycled plastic screw guide.




