Quick answer: gels and fish-eyes come from two different sources — unmelted particles (the resin didn’t fully melt) and crosslinked/degraded material (the resin overheated) — and you fix each one differently. Unmelts are solved with more mixing and melting (a barrier screw with a Maddock mixer, higher backpressure, a tighter screen pack); degradation gels are solved by removing the overheating and the dead spots that cause it. The first step is telling the two apart, because the fixes pull in opposite directions. Here is how.
By the BLOOM Engineering Team
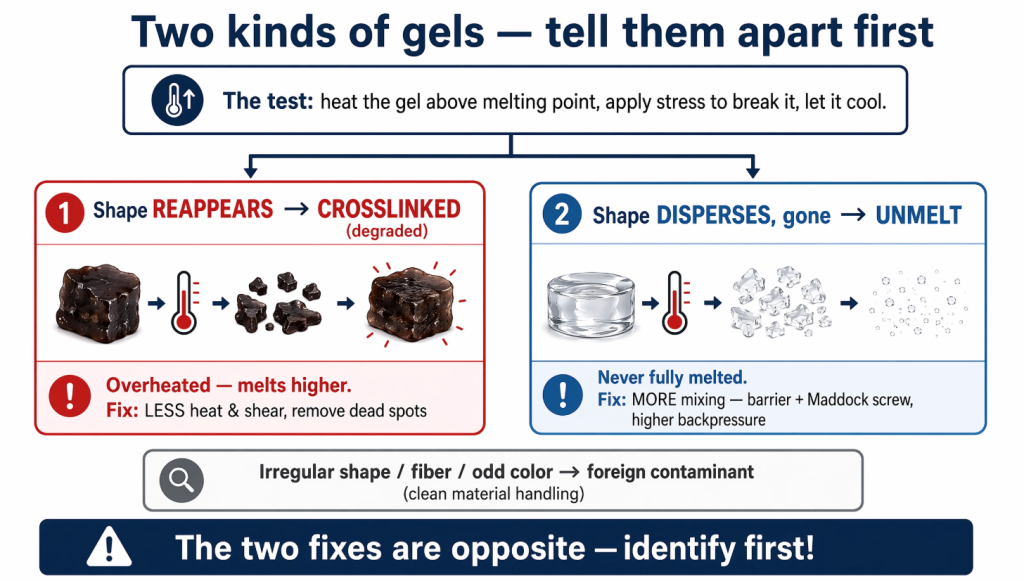
Step 1: Identify Which Kind of Gel You Have
This is the diagnosis that everything depends on, because the two gel types need opposite corrections. There is a simple test: take a gel, heat it above the resin’s melting temperature, apply stress to break it up, and let it cool.
- If the gel shape reappears after cooling → it’s crosslinked (degraded). Crosslinked gels were overheated; they melt at a higher temperature than the surrounding resin and won’t disperse normally.
- If it disperses and doesn’t come back → it’s an unmelt. Unmelted gels have the same melting point as the resin but stayed colder than the average melt — they just never fully melted.
- If it’s an irregular shape, a fiber, or a different color → it’s a foreign contaminant, a third category with its own fix (cleaner material handling).
Cutting a gel open also helps: platelet/disc-shaped gels with no discoloration are typically unmelts or crosslinks; discolored or charred specks are degradation. Get this identification right and the rest follows.
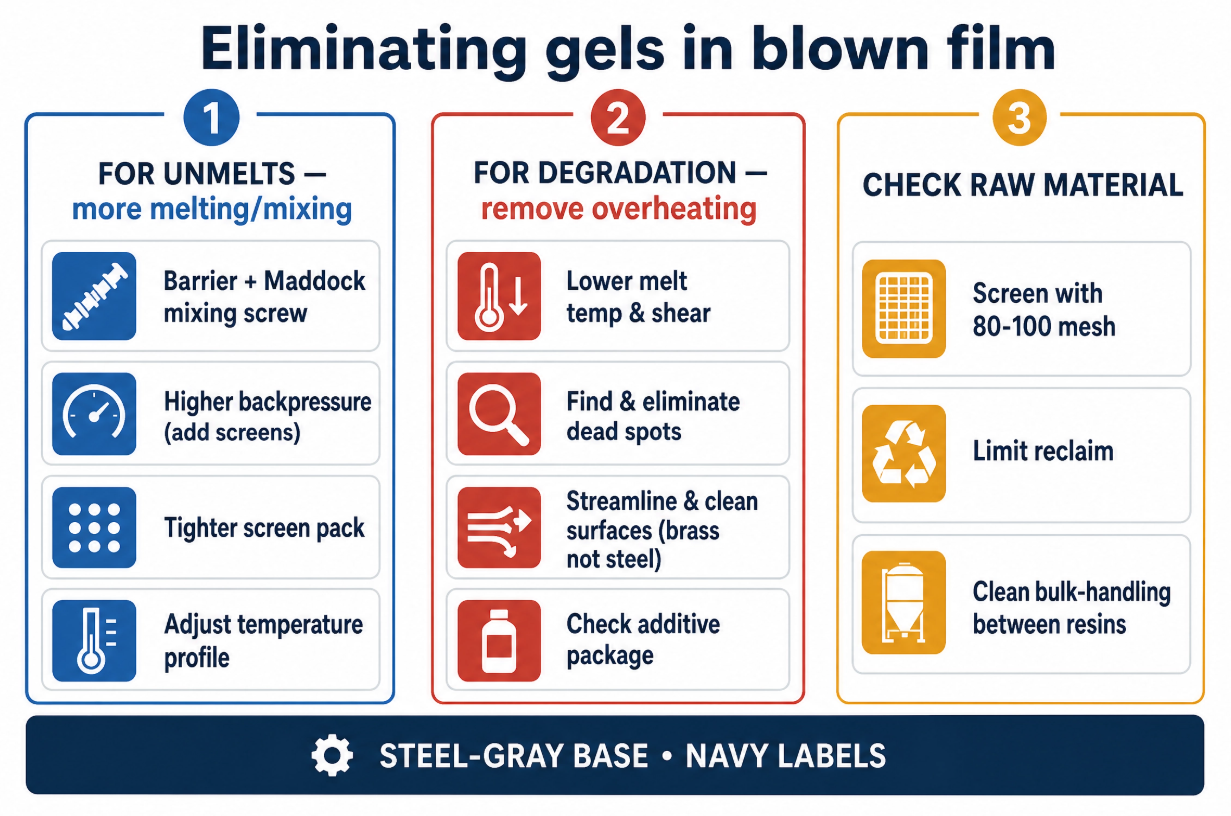
Fixing Unmelted Gels: More Melting and Mixing
Unmelts mean the screw isn’t fully melting and homogenizing the resin before it reaches the die. The causes are heating too quickly in the feed zone, melting too slowly in the transition, or insufficient mixing. The fixes add melting capacity and mixing:
- Raise the melt/mixing energy. The preferred solution is to increase mixing in the metering section — often by adding screens to raise backpressure, which increases recirculation and mixing in the screw.
- Use a barrier screw with a mixing section. A barrier screw separates melted from unmelted polymer to force complete melting, and a Maddock-style (fluted) mixer near the screw discharge applies a one-time high shear that disentangles and melts the solid fragments that become gels. This combination is the standard for gel-free polyethylene film.
- Tighten the screen pack. A finer screen pack raises backpressure (more mixing) and physically filters out solids.
- Adjust the temperature profile. If unmelts persist, raising barrel temperatures in the right zones can complete the melting (the opposite of the degradation fix below).
The through-line for unmelts: more mixing, more melting, more filtration. A worn screw makes unmelts worse because it loses melting and mixing capability — see how much screw wear is acceptable, and for why barrier-plus-mixing screws matter for film, our blown film screw guide.
Fixing Crosslinked/Degraded Gels: Remove the Overheating
Degradation gels are the opposite problem — the resin got too hot and crosslinked, so adding more heat or shear makes it worse. The fixes remove the source of overheating:
- Lower the melt temperature and shear. Reduce barrel and die temperatures toward the lowest that still gives good melt quality, and reduce excessive shear. A less aggressive screw design helps where shear heat is the cause.
- Find and eliminate dead spots. Degraded material comes from resin that stagnates and overheats in a low-flow region. To find the source, the screw should be removed after running without purging — the degraded resin still on the screw shows exactly where it’s stagnating. Then that region of the screw or die is streamlined to remove the stagnation.
- Streamline and clean all surfaces. The screw, barrel, and die should be free of grooves, scratches, or gouges that collect and degrade melt. Scratches from steel tools are a classic dead-spot source — one more reason to clean screws with brass, not steel.
- Check the additive package. Sometimes the gels come not from the base resin but from a heat-sensitive additive or masterbatch carrier; switching to a more heat- and shear-stable carrier can make the gels disappear.
The through-line for degradation: less heat, less shear, no dead spots.
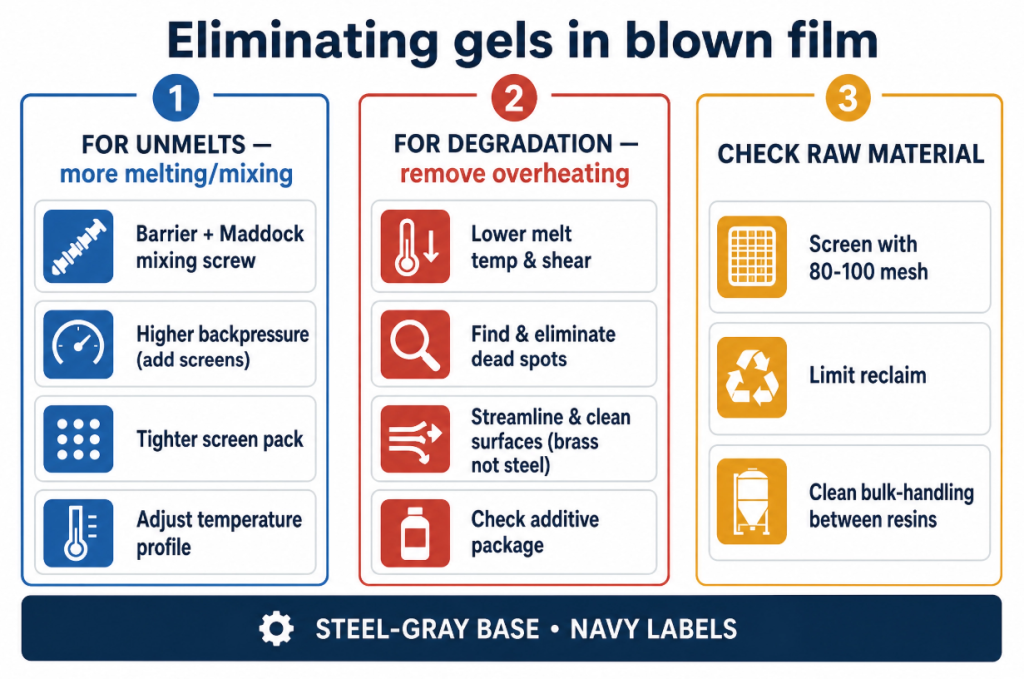
Don’t Forget the Raw Material
Before blaming the screw, rule out the incoming material — a large share of gel problems start in the resin or its handling:
- Screen the resin. Foreign matter or contamination forms hard spots; sieving incoming material through an 80–100 mesh filter catches a lot of it.
- Limit reclaim/regrind. Too much reclaim adds thermal history and raises the crosslinked-gel count.
- Clean bulk-handling equipment between resins. Blenders, feeders, hoppers, and feed tubes collect fines and streamers from the previous resin; blow them down and clean them on every resin change.
- Check the incoming gel level. Make a thin film from the raw material alone; if its gel level is already high, the problem is upstream of your extruder.
A Quick Reference
| Gel type | How to tell | The fix |
|---|---|---|
| Unmelt | Disperses when stressed, doesn’t return; same melting point as resin | More mixing — barrier + Maddock screw, higher backpressure, tighter screens, adjust temp |
| Crosslinked / degraded | Shape returns after melt-and-cool; melts higher; may be discolored | Less heat & shear, eliminate dead spots, streamline & clean, check additives |
| Foreign contaminant | Irregular shape, fiber, or odd color | Cleaner material handling, screening |
Matching the fix to the gel type is the whole game — adding heat to clear unmelts when the real problem is degradation (or vice versa) makes a gel problem worse, not better, so identify the type first, then correct in the right direction, and check the raw material before assuming it’s the screw.
At BLOOM, we build barrier extruder screws with Maddock mixing sections designed to melt completely and run clean for gel-free film, and barrels to match. If you’re fighting gels or fish-eyes and suspect unmelts from a screw without enough mixing — or degradation from a worn, scratched, or wrongly-designed screw — send our engineering team your film material and a description of the gels on WhatsApp and we’ll help you find the cause. For the full picture on film screws, see our blown film extruder screw guide.




