In the plastic extrusion industry, the screw and barrel are the beating heart of your production line. However, barrel wear is often a silent profit killer. Many plant managers and engineers only realize the extent of the damage when the machine faces a catastrophic shutdown, or when scrap rates skyrocket.
Operating with a worn extruder barrel doesn’t just reduce output; it significantly increases energy consumption and compromises product quality. In this comprehensive guide, we will explore the root causes of barrel wear, highlight the five critical signs that indicate it’s time for maintenance, and help you decide whether relining or total replacement is the most cost-effective solution for your plant.
Understanding the Root Causes of Extruder Barrel Wear
Before diagnosing the symptoms, it is crucial to understand why wear happens. Polymer processing environments are harsh, subjecting the internal metallurgy to extreme heat, pressure, and chemical reactions. According to industry experts at Plastics Technology, understanding wear mechanisms is the first step in extending the lifespan of extrusion hardware.
Table 1: The Three Primary Types of Extruder Wear
| Wear Type | Primary Cause | Common Culprits (Materials) | Hardware Solution |
| Abrasive Wear | Hard particles scraping against the barrel wall like sandpaper. | Glass fibers, calcium carbonate, metal powders, recycled PCR. | Tungsten carbide alloys, highly wear-resistant bimetallic liners. |
| Corrosive Wear | Acidic gases released at high melt temperatures attacking the metal. | PVC, fluoropolymers (PTFE), flame retardants. | Nickel-based alloys, specialized corrosive-resistant barrel coatings. |
| Adhesive Wear | Metal-to-metal contact between the screw flights and the barrel wall. | Cold starts, running the extruder empty, severe misalignment. | Proper operator training, ensuring adequate polymer melt lubrication. |
5 Critical Signs It’s Time to Repair or Replace Your Extruder Barrel
If you want to maintain a high ROI, proactive monitoring is essential. Look out for these five red flags on your production floor.
Sign 1: Unexplained Drop in Production Output
This is often the first and most obvious alarm bell. If your extruder’s screw RPM is set exactly as it was last month, but your hourly yield (output) is steadily declining, your system’s pumping efficiency has been compromised.
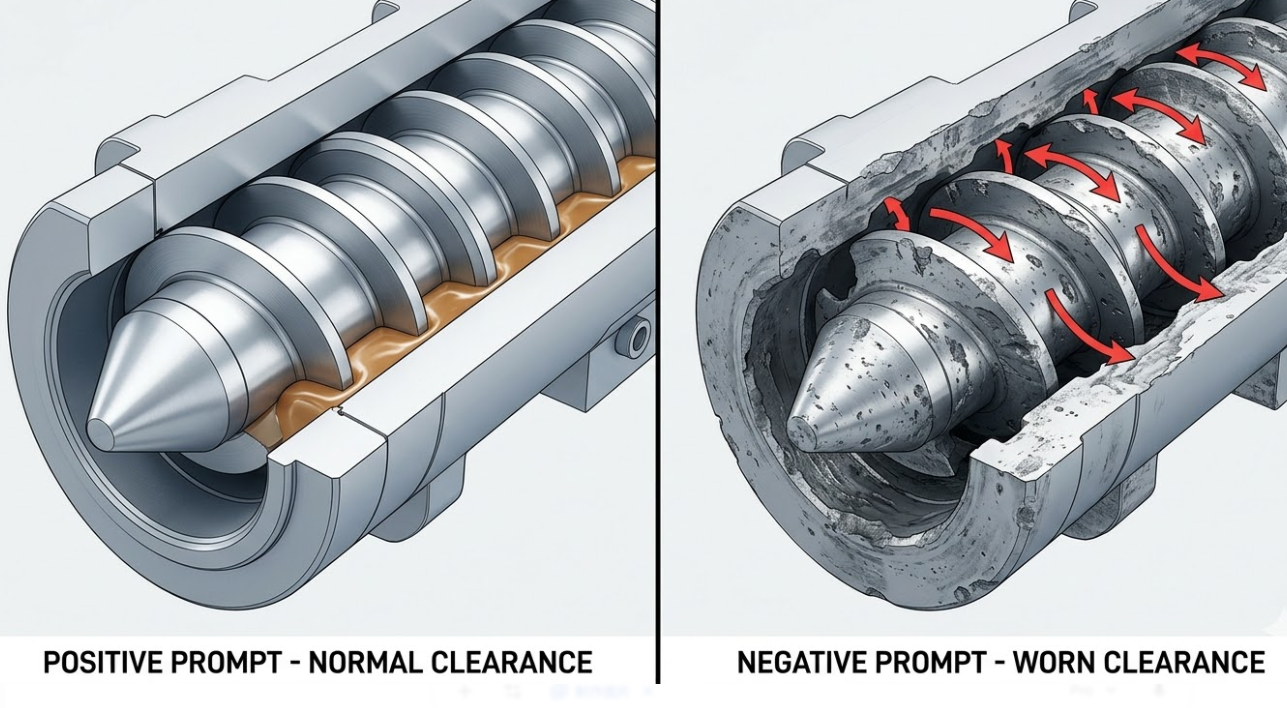
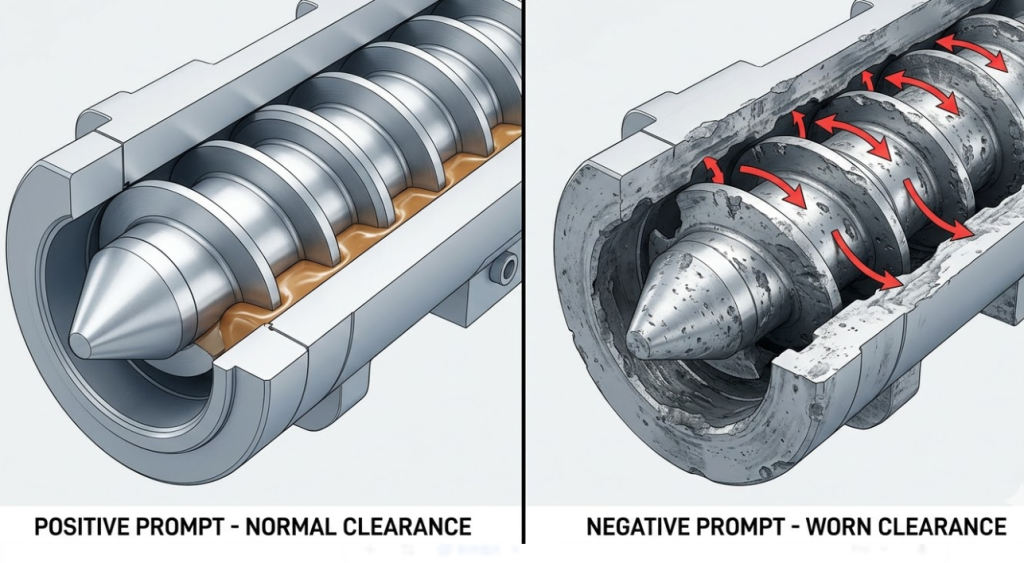
As the inner wall of the barrel wears down, the clearance between the screw flights and the barrel increases. Instead of being pushed forward, the high-pressure molten plastic leaks backward over the flights. This phenomenon, known as backflow or leakage, drastically reduces throughput.
Sign 2: Inconsistent Melt Temperature and Surging
If you notice severe fluctuations on your temperature control panel or observe the melt exiting the die in a pulsing manner (a phenomenon known as “surging”), it is a strong indicator of wear.
In single-screw extrusion, the majority of the heat required to melt the polymer comes from the shear friction generated by the screw’s rotation, not just the external heater bands. When the barrel is worn and the clearance is too large, the shear rate becomes uneven. The material residence time fluctuates, causing poor plasticization and resulting in surging at the die head.
Sign 3: Increased Motor Load and Energy Consumption
Barrel wear doesn’t just eat your output; it secretly inflates your electricity bill. When operators notice a drop in yield due to wear, their most common reaction is to increase the screw RPM to compensate.
Running the screw faster to achieve the same output forces the drive motor to work significantly harder. This draws more amperage, pushes the motor closer to its redline, and drastically increases energy consumption per kilogram of plastic produced.
Sign 4: Excessive Clearance (Measured or Visual)
Data never lies. The most definitive proof of barrel wear comes from physical measurement during scheduled downtime. Relying on visual inspections isn’t enough; precision tools are required.
Engineers should regularly pull the screw and use an inside micrometer to measure the inner diameter of the barrel, particularly in the high-pressure compression zone and metering zone. Standard engineering practices dictate that if the diametrical clearance exceeds the manufacturer’s original specification by a critical margin (often 0.010″ to 0.020″ for standard extruders, though it varies by size), the loss in efficiency outweighs the cost of a new barrel.

Sign 5: Persistent Product Quality Defects (Black Specks & Discoloration)
For plants producing high-end films, medical tubing, or custom profiles, product quality is non-negotiable. A worn barrel surface is no longer smooth; it develops microscopic pits, grooves, and scratches.
Polymer melt gets trapped in these dead zones (hang-up areas). Under prolonged exposure to high temperatures, this trapped plastic degrades, carbonizes, and eventually flakes off into the melt stream. The result? Persistent black specks, streaks, and discoloration in your final product, leading to rejected batches and angry customers.
Real-World Case Study: Saving $45,000 Annually in a PVC Pipe Facility
To understand the real financial impact, let’s look at a recent scenario. A manufacturer producing rigid PVC pipes was experiencing a 15% drop in output and a high scrap rate due to yellowing and black specks.
The Diagnosis: Their maintenance team measured the barrel clearance and found it was 1.5mm over the original specification. The corrosive nature of the PVC had eaten away the standard nitrided barrel over just 14 months.
The Solution: The plant upgraded to a custom bimetallic barrel manufactured by BLOOM, specifically engineered with a high-nickel, corrosion-resistant alloy lining.
The ROI: Not only was the scrap rate reduced to near zero, but the output increased by 18% at lower RPMs. The plant recovered the cost of the new BLOOM barrel in just under four months, saving an estimated $45,000 annually in energy and wasted resin.
Relining vs. Replacing: Which is the Best Option?
Once you confirm your barrel is out of spec, you face a crucial procurement decision: Should you reline the existing barrel or buy a brand new one?
Table 2: Relining vs. Replacement Cost-Benefit Analysis
| Factor | Relining (Installing a Bimetallic Liner) | Buying a New Replacement Barrel |
| Initial Cost | Usually 40% – 60% of the cost of a new barrel. | Highest initial capital investment. |
| Best Suited For | Large, expensive barrels where the outer shell (cooling jackets, flanges) is in perfect condition. | Smaller barrels, heavily damaged outer shells, or severe cracking/warping. |
| Lead Time | Can be faster if a standard liner is available, but requires shipping heavy parts back and forth. | Custom manufacturing takes time, but can be scheduled seamlessly with planned downtime. |
| Technology Upgrade | Upgrades the inner surface to highly wear-resistant bimetallic alloys. | Allows for a complete redesign of the L/D ratio, venting geometry, and advanced metallurgy. |
General Rule of Thumb: If the cost of relining exceeds 60% of the price of a new replacement barrel, purchasing a new, custom-engineered barrel is the better long-term investment.
Secure Your Production with Premium Extruder Parts from BLOOM
Don’t let hidden wear eat into your factory’s profit margins. Regular measurement and a keen eye for the 5 signs listed above are the keys to maintaining a high-performing extrusion line.
If your machinery is experiencing surging, decreased output, or black specks, it is time to upgrade your core hardware. At BLOOM, we leverage advanced CNC machining and deep metallurgical expertise to manufacture high-performance customized extruder screws and bimetallic barrels. Whether you need extreme abrasion resistance for compounding glass fibers or precise solutions for corrosive plastics, we build components that last.Stop losing money to inefficient extrusion. Contact the engineering team at BLOOM today with your drawings or machine specifications, and let us provide you with a free wear diagnosis and a custom parts quotation!




