Single screw extruders are fundamental equipment in polymer processing, widely used in industries such as pipe, sheet, film, and cable coating due to their simple structure, stable operation, and cost-effectiveness. This guide provides a detailed technical analysis and selection advice based on research data from authoritative international organizations like SPE (Society of Plastics Engineers), ScienceDirect, and manufacturers such as Davis-Standard.
1. Structure and Working Principle
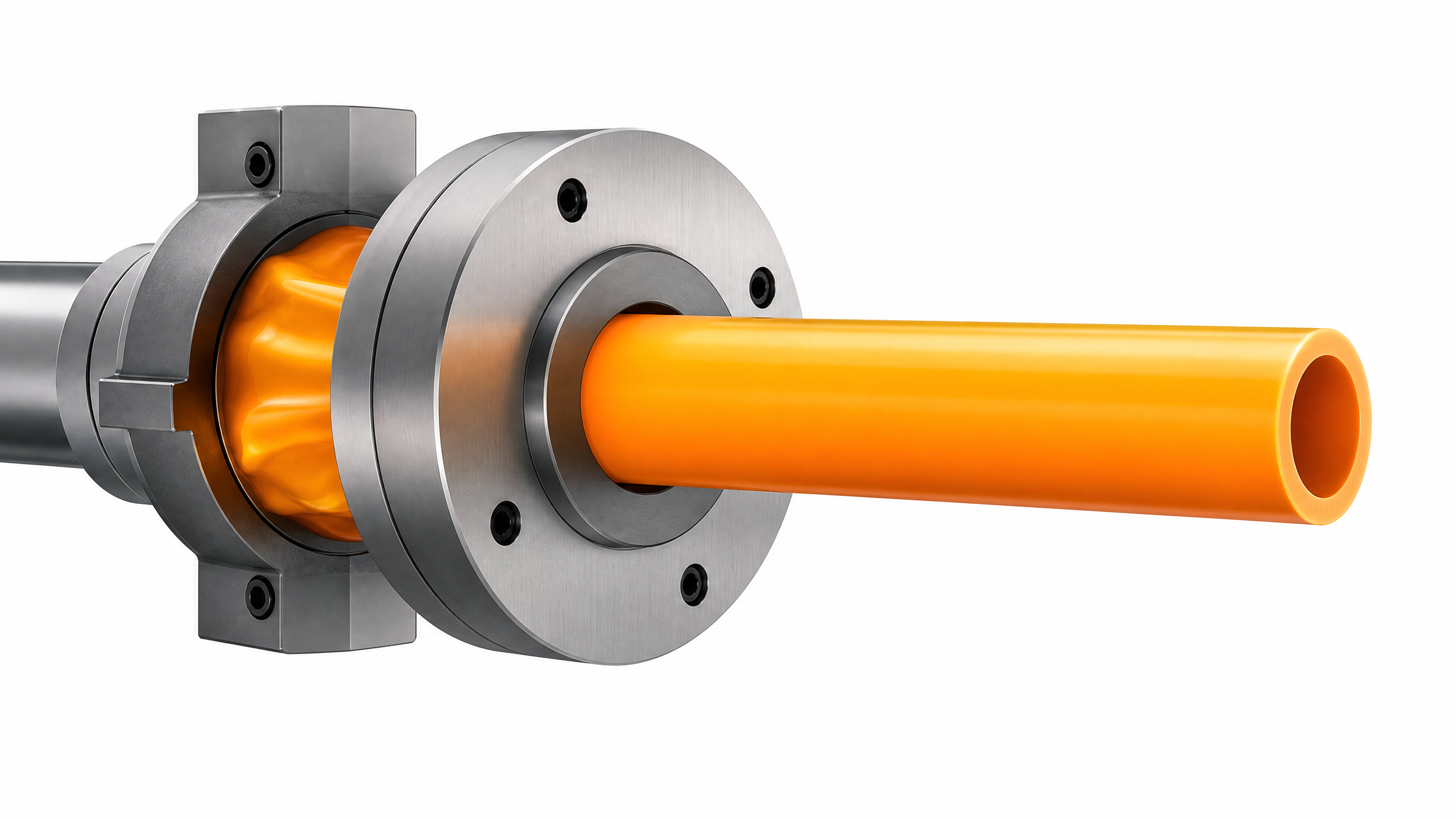
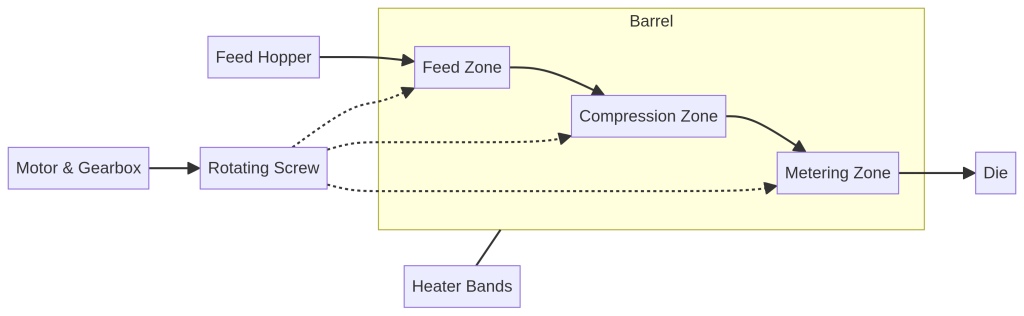
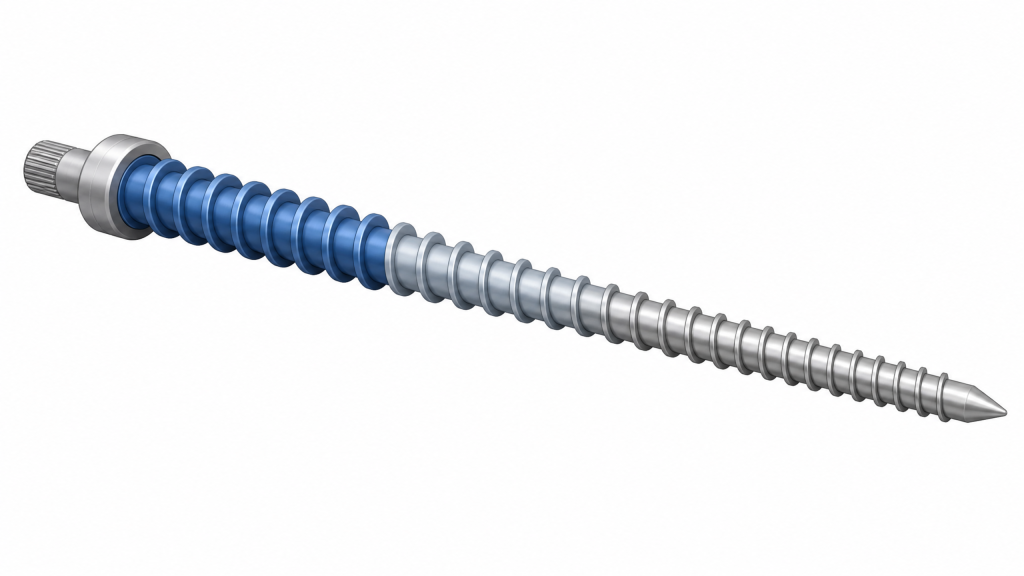
The core of a single screw extruder is a single helical screw rotating within a heated barrel. Its operation can be divided into three functional zones:
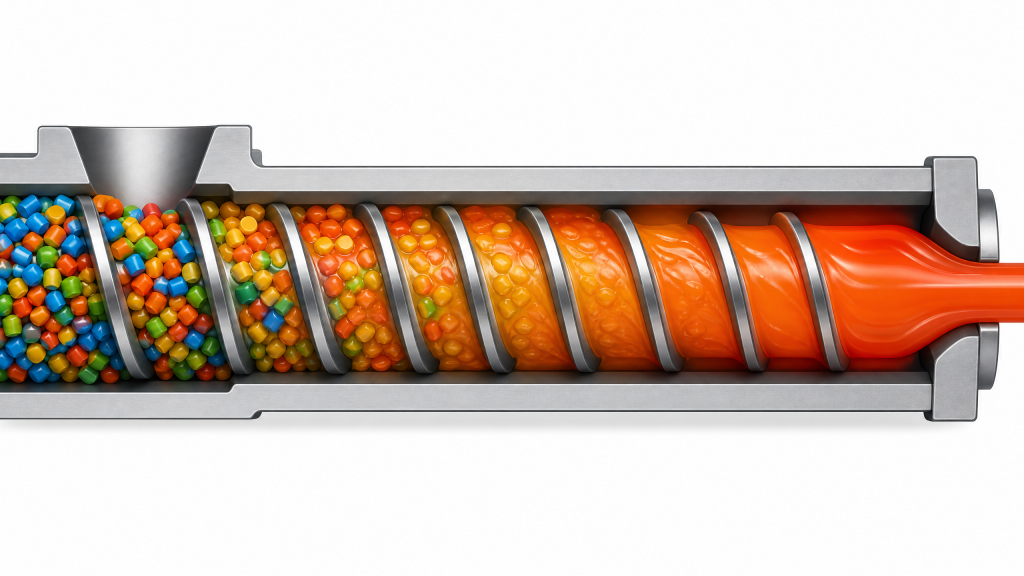
•Feed Zone: Material enters from the hopper, is preheated, and initially conveyed.
•Compression Zone: The screw channel depth gradually decreases, and the material undergoes high shear forces, melts, and expels air.
•Metering Zone: The melt is further homogenized and pushed towards the die at a constant pressure and flow rate.
2. Key Performance Parameters Comparison
According to empirical data from Applied Energy and Rollepaal, the performance of different polymers in single screw extrusion varies significantly:
| Characteristic Parameter | PVC (Rigid) | Polyolefins (PO, e.g., PE/PP) | Impact & Significance | Source Citation |
| Melt Temperature (°C) | 170 – 190 | 180 – 240 | Determines heating energy consumption and thermal stability requirements | [1] [2] |
| Specific Energy Consumption (SEC, kWh/kg) | 0.22 – 0.30 | 0.25 – 0.45 | Core indicator for production efficiency | [3] [4] |
| Drive Power Requirement | Lower (1x baseline) | Higher (approx. 3x PVC) | Influences motor selection and inverter configuration | [3] |
| Shear Sensitivity | Very High | Moderate | Determines the upper limit of shear strength in screw design | [1] |
Practical Significance: Processing polyolefins (PO) typically requires higher drive power because their melt viscosity characteristics differ from PVC. PVC behaves like a rubber-like solid during processing, while PO is a true melt, directly leading to significant differences in specific energy consumption (SEC).
3. Economic Analysis
In industrial production, the economic efficiency of single screw extruders is primarily reflected in lower initial investment and maintenance costs.
•Initial Investment: Compared to twin screw extruders of equivalent output, the acquisition cost of single screw equipment is typically 30% – 50% lower.
•Operating Costs: Energy consumption accounts for the largest proportion. According to JianTai’s empirical data, motor drive accounts for 65% of total energy consumption, heating for 10%, and other auxiliary equipment for 25%.
•Return on Investment (ROI): For standardized products (e.g., HDPE pipes), the ROI for single screw production lines is usually achieved within 12-18 months. This is especially true when equipped with gravimetric dosing systems, which can save an additional 1-2% in raw material costs.
4. Application Cases in PP, PE, and PVC Processing
Single screw extruders demonstrate strong adaptability and economic efficiency in processing major polymers like PP, PE, and PVC. Although the processing characteristics of each polymer vary, single screw extruders can achieve efficient and stable production through refined screw design, precise temperature control, and optimized process parameters.
4.1 Polypropylene (PP) Applications
PP is widely used in sheets, fibers, and films due to its excellent mechanical properties, heat resistance, and low cost. Single screw extruders perform exceptionally well in PP processing, especially for high-output sheet extrusion.
4.1.1 PP Sheet Extrusion
Research by Davis-Standard and SPE indicates that High-Speed Single Screw Extruders (HSSSE) offer significant advantages in PP sheet production. A study on a 63.5mm diameter, 40:1 L/D Davis-Standard extruder showed a linear relationship between PP sheet output and screw speed within the 400 to 1200 RPM range [1] [2].
| Characteristic Parameter | PP Sheet Extrusion (HSSSE) |
| Extruder Model | Davis-Standard 63.5mm, 40:1 L/D |
| Drive Power | 375KW (500 HP) |
| Screw Speed Range | 400 – 1200 RPM |
| Typical Application | Sheet Thermoforming |
| Energy Performance | Output and energy consumption increase linearly with speed, but Specific Energy Consumption (SEC) decreases with increasing speed [2] |
Case Analysis: This study emphasizes that by optimizing screw design, HSSSE can significantly improve the processing capability of small-diameter single screw extruders for a wide range of applications. In PP sheet extrusion, high speeds help increase output while maintaining good melt quality [2].
4.2 Polyethylene (PE) Applications
PE is one of the largest-volume commodity plastics, including HDPE, LDPE, and LLDPE, widely used in pipes, films, and cable coating. Single screw extruders are ideal for PE processing.
4.2.1 HDPE Pipe Extrusion
HDPE pipes are widely used in water supply, drainage, and gas transportation due to their corrosion resistance, high strength, and long lifespan. In HDPE pipe production, single screw extruders often feature a groove feed section design to achieve high output and stable extrusion [3].
| Characteristic Parameter | HDPE Pipe Extrusion (Groove Feed Single Screw) |
| Extruder Type | Groove Feed Single Screw Extruder |
| Typical Diameter | 50mm – 150mm |
| Effective L/D Ratio | 36:1 |
| Energy Performance | SEC for polyolefin materials is typically higher than PVC, approximately 0.25-0.35 kWh/kg [4] |
Case Analysis: Groove feed single screw extruders enhance material friction in the feed section through helical grooves, thereby improving conveying efficiency and extrusion output, especially suitable for high-viscosity polyolefin materials [3].
4.2.2 LDPE Film Extrusion
LDPE film is widely used in packaging and agricultural covers. In LDPE film extrusion, single screw extruders require precise control of melt temperature and pressure to ensure film uniformity and optical properties.
| Characteristic Parameter | LDPE Film Extrusion |
| Extruder Type | Standard Single Screw Extruder |
| Screw Design | Optimized for LDPE characteristics to ensure good plasticization and mixing |
| Energy Performance | 0.25-0.35 kWh/kg [4] |
Case Analysis: LDPE film extrusion demands high melt quality, requiring screws with excellent plasticization and homogenization capabilities. By optimizing screw geometry and temperature control, single screw extruders can produce high-quality LDPE films [2].
4.3 Polyvinyl Chloride (PVC) Applications
PVC is extensively used in construction, profiles, and cables due to its excellent chemical resistance, flame retardancy, and cost-effectiveness. Processing UPVC (unplasticized polyvinyl chloride) has specific requirements for extrusion equipment.
4.3.1 UPVC Pipe and Profile Extrusion
UPVC has a narrow processing window, is sensitive to shear heat, and prone to degradation. Therefore, single screw extrusion of UPVC typically requires specialized screw designs and precise temperature control. A study by Loughborough University extensively explored the processing characteristics of UPVC in single screw extruders [5].
| Characteristic Parameter | UPVC Pipe/Profile Extrusion |
| Extruder Type | Single Screw Extruder |
| Screw Design | Optimized for UPVC’s shear sensitivity to prevent thermal degradation |
| Energy Performance | 0.22-0.30 kWh/kg [4] |
| Processing Challenges | Complex melting mechanism, prone to degradation, requires precise temperature and shear control |
Case Analysis: During UPVC processing, the melting and gelation mechanisms differ from polymers like PP and PE. When processing UPVC, single screw extruders need to balance the generation of shear heat with the risk of material degradation, achieving stable production through optimized screw compression ratios and barrel temperature distribution [5].
5. Conclusion and Outlook
Single screw extruders demonstrate strong adaptability and economic efficiency in processing major polymers such as PP, PE, and PVC. Although the processing characteristics of each polymer vary, single screw extruders can achieve efficient and stable production through refined screw design, precise temperature control, and optimized process parameters.
Future trends will continue to focus on improving energy efficiency, intelligent control, and versatility to adapt to more complex material formulations and stricter product requirements.
References
3.Davis-Standard: Sheet Extrusion Machinery
4.JianTai: Plastic Extruder Power Use in kWh Explained with Real Data
5.Loughborough University: Processing of UPVC in single and twin screw extruders




