In modern industrial production, extrusion technology is a cornerstone process across various sectors, including plastics, food, and pharmaceuticals. The choice of extruder type directly impacts product quality, production efficiency, and cost. Among the most common and widely used types are single-screw extruders and twin-screw extruders. While both aim to process materials through heating, melting, and plasticization to form specific shapes, they exhibit significant differences in structure, operating principles, performance characteristics, and application scopes .
This article provides a comprehensive technical guide, delving into the distinctions between single-screw and twin-screw extruders in terms of their structure, key performance parameters (such as mixing efficiency, shear control, residence time distribution, feeding capability, energy efficiency, and economic considerations), and typical applications. Through detailed analysis, we aim to assist engineers, procurement specialists, and production managers in making informed decisions for their specific manufacturing needs, serving as an essential extruder machine selection guide.
1. Structure and Working Principle: The Root of Core Differences
The fundamental distinction between single-screw and twin-screw extruders lies in the number and configuration of their internal screws, which directly dictates their respective operating mechanisms and performance.
1.1 Single-Screw Extruders: Simplicity and Stability

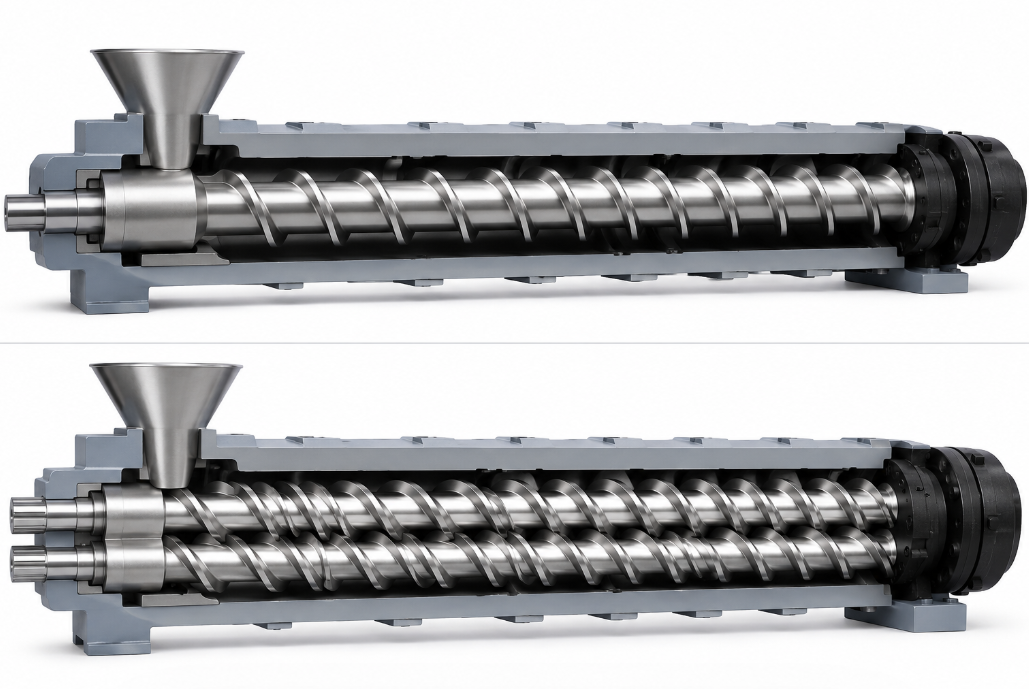
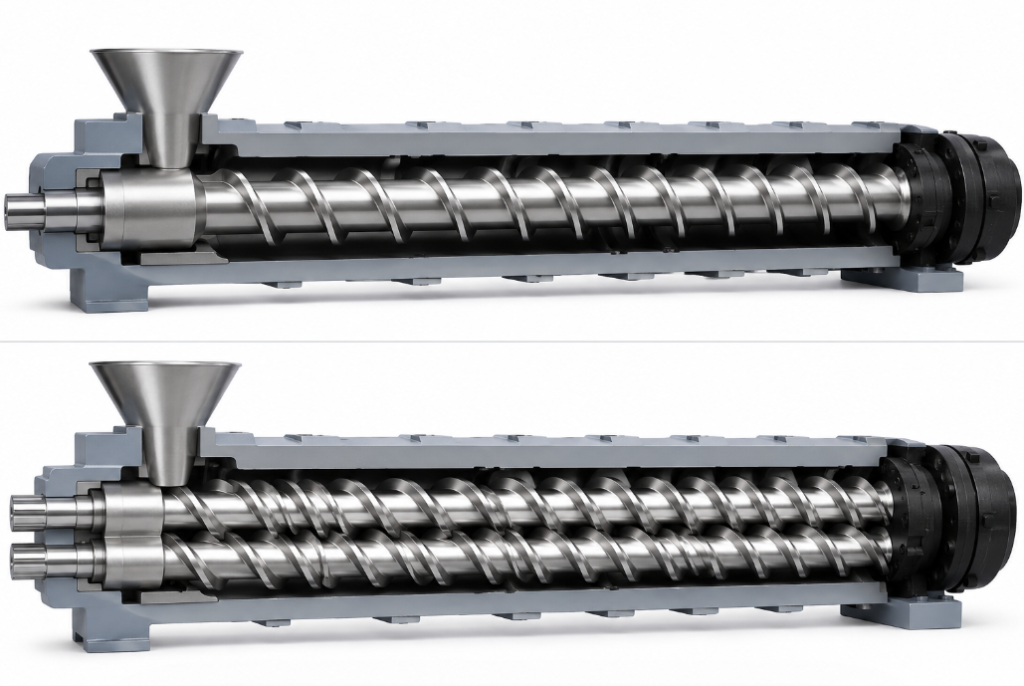
A single-screw extruder, as its name suggests, features a single rotating screw housed within a heated barrel. Material enters through a hopper and is conveyed forward by the screw, undergoing heating, melting, mixing, and plasticization. The screw is typically divided into feeding, compression, and metering sections, each performing distinct functions to ensure the material progressively reaches the desired processing state .
•Feeding Section: Transports solid material from the hopper into the barrel.
•Compression Section: Gradually decreases screw channel depth, applying pressure to the material, causing it to melt and expelling trapped air.
•Metering Section: Maintains a constant screw channel depth, homogenizing the molten material and stabilizing pressure to ensure consistent product dimensions and quality.
The operation of a single-screw extruder primarily relies on the friction between the material and the screw/barrel wall, coupled with the drag flow generated by the screw’s rotation. Material is forced forward while being heated externally by the barrel and internally by shear friction. This design is relatively simple, easy to manufacture, and maintain, making it an economical choice for many general plastic processing applications . For those seeking reliable components, explore available extruder parts.
1.2 Twin-Screw Extruders: Complexity and Versatility
A twin-screw extruder incorporates two screws within the same barrel, which can be either intermeshing or non-intermeshing. Based on the direction of rotation, twin-screw extruders are categorized into co-rotating and counter-rotating types. This dual-screw configuration significantly enhances material processing capabilities, particularly in mixing, shearing, and devolatilization .
•Co-rotating Twin-Screw Extruders: Both screws rotate in the same direction. In the intermeshing zone, the high relative speed between the screw flights and channels generates intense shear rates and forces, leading to excellent mixing and self-cleaning capabilities. This design continuously renews the material surface in the screw gaps, effectively promoting the removal of volatiles, making it highly effective for devolatilization and reactive extrusion .
•Counter-rotating Twin-Screw Extruders: The two screws rotate in opposite directions. Material in the intermeshing zone experiences strong compression and shearing, resulting in positive displacement conveying. This makes them particularly suitable for processing difficult-to-feed and heat-sensitive materials, such as PVC .
The screw elements of twin-screw extruders are typically modular, allowing for flexible combinations of conveying elements, kneading blocks, and mixing elements to suit various process requirements. This high degree of customization enables precise control over material mixing, shearing, and residence time, adapting to complex processing tasks . For more information on customizing your extrusion setup, consider exploring various extruder screw elements.
2. Key Performance Parameters Comparison: Balancing Efficiency and Quality
Beyond basic structure, evaluating an extruder’s performance in actual production is crucial. Here’s a comparison of single-screw and twin-screw extruders across several key performance parameters.
2.1 Mixing Efficiency and Shear Control
| Characteristic | Single-Screw Extruder | Twin-Screw Extruder | Impact | Source |
| Mixing Mechanism | Primarily laminar flow and shear mixing | Forced conveying, dispersive and distributive mixing | Determines uniform dispersion of additives, fillers, and pigments | |
| Mixing Efficiency | Lower, highly dependent on screw design and material viscosity | Extremely high, especially for high-viscosity, highly filled, and multi-component materials | Affects product uniformity, physical properties, and aesthetic quality | |
| Shear Control | Relatively lower, adjusted via screw speed and channel depth | Precisely controllable, wide range adjustment via screw element combination and speed | Influences material degradation, molecular weight distribution, and final product performance | |
| Self-Cleaning Ability | Poor, prone to dead spots and material residue | Excellent, intermeshing screw zones effectively remove residue | Reduces changeover time, prevents cross-contamination, enhances production flexibility |
Practical Significance: Twin-screw extruders offer overwhelming advantages in mixing efficiency and shear control. Their unique screw intermeshing and modular design allow materials to undergo more intense and uniform shearing and mixing, ensuring thorough dispersion of additives, fillers, and pigments within the polymer matrix. This is critical for producing high-performance compounds, masterbatches, and applications requiring high product uniformity. Understanding twin screw extruder advantages disadvantages is key for optimal polymer compounding equipment selection. In contrast, single-screw extruders perform well in simple mixing tasks but often lack sufficient mixing capability for complex formulations or highly filled systems, potentially leading to poor product performance or aesthetic defects .
2.2 Residence Time Distribution and Heat-Sensitive Material Processing
| Characteristic | Single-Screw Extruder | Twin-Screw Extruder | Impact | Source |
| Residence Time Distribution | Broader, some material may have excessively long or short residence times | Narrower, material experiences more uniform processing history | Affects degradation risk for heat-sensitive materials and product quality stability | |
| Heat-Sensitive Material Processing | Unsuitable, prone to material overheating and degradation | Excellent, enables low-temperature, short-duration processing, reducing thermal degradation | Suitable for processing PVC, bioplastics, and other heat-sensitive polymers | |
| Devolatilization/Venting Capability | Limited, often requires additional vacuum devices | Excellent, intermeshing screw zones continuously renew material surface, facilitating volatile removal | Improves product density, removes moisture, monomers, and solvents, enhances product performance |
Practical Significance: Residence time distribution is a critical indicator of an extruder’s ability to handle heat-sensitive materials. Due to its drag flow mechanism, a single-screw extruder exhibits a broader residence time distribution, meaning some material may remain at high temperatures for too long, leading to thermal degradation. This makes single-screw extruders unsuitable for processing heat-sensitive polymers like PVC and bioplastics. For effective heat sensitive material extrusion, twin-screw extruders are often preferred. Twin-screw extruders, especially co-rotating ones, achieve a narrower residence time distribution through forced conveying and screw intermeshing, ensuring all material undergoes a similar processing history. Furthermore, their excellent devolatilization capabilities effectively remove moisture, monomers, and volatile substances, further reducing thermal degradation risks, making them ideal for heat-sensitive material processing .
2.3 Feeding Capability and Energy Efficiency
| Characteristic | Single-Screw Extruder | Twin-Screw Extruder | Impact | Source |
| Feeding Capability | Dependent on material friction and flowability, difficult for powders and low bulk density materials | Forced feeding, suitable for various forms and bulk densities, including powders, flakes, and liquids | Determines the range of processable materials and production line stability | |
| Energy Efficiency | Relatively lower, higher specific energy consumption per unit output | Relatively higher, especially advantageous for complex materials and high throughput | Affects production costs and environmental sustainability | |
| Output vs. Screw Speed | Output directly related to screw speed | Output primarily determined by feeding rate, screw speed can be independently adjusted, affecting mixing and shear | Enhances production flexibility, optimizes process parameters for different product needs |
Practical Significance: Twin-screw extruders demonstrate significant advantages in feeding capability. Their forced conveying mechanism allows them to effectively handle materials of various forms and bulk densities, including difficult-to-feed powders, flakes, and liquids, greatly expanding their application range. In contrast, single-screw extruders may encounter feeding difficulties with these materials, leading to production instability or reduced output. Regarding energy efficiency, while single-screw extruders have lower initial investment in simple applications, twin-screw extruders typically have lower specific energy consumption per unit output when processing complex materials and achieving high throughput, making them more competitive in long-term operating costs. Moreover, the decoupling of output and screw speed in twin-screw extruders provides greater flexibility for extrusion process optimization .
2.4 Economic Comparison: Initial Investment, Operating Costs, and Maintenance
The economic aspect is a crucial factor in selecting an extruder, encompassing initial capital expenditure, ongoing operating costs, and maintenance requirements.
| Economic Factor | Single-Screw Extruder | Twin-Screw Extruder | Impact | Source |
| Initial Investment | Lower, typically ranging from $30,000 to $500,000+ for industrial scale | Substantially higher, from $150,000 (lab scale) to over $1,500,000 for high-performance industrial systems | Affects upfront capital expenditure and accessibility for smaller operations | |
| Operating Costs | Generally lower energy consumption for simple, homogeneous materials; higher specific energy for complex tasks | Higher overall energy consumption due to complex mechanics, but often lower specific energy consumption for complex materials and high throughput | Influences long-term profitability and energy footprint | |
| Maintenance | Simpler, fewer moving parts, lower maintenance costs and downtime | More complex, intricate design requires precise alignment, higher maintenance costs and specialized skills | Affects operational uptime, labor costs, and spare parts inventory |
Practical Significance: Single-screw extruders offer a more economical entry point into extrusion manufacturing, with significantly lower initial purchase costs. This makes them attractive for operations with limited budgets or those focusing on straightforward applications with virgin materials. For a detailed breakdown of the cost of single screw extruder, refer to our economic comparison. However, twin-screw extruders, despite their higher upfront investment, often provide a better return on investment for complex processes due to their superior efficiency, versatility, and ability to handle challenging materials. While twin-screw extruders may have higher overall energy consumption due to their more complex mechanical operation, their specific energy consumption (energy per unit of output) can be lower for demanding applications, leading to long-term cost savings. Maintenance for single-screw extruders is simpler and less frequent, whereas twin-screw extruders require more specialized skills and potentially higher costs due to their intricate design and the need for precise screw alignment .
2.5 Output Comparison: Throughput for Similar Materials
Comparing the output capacity of single-screw and twin-screw extruders for the same material highlights their operational strengths and limitations.
| Characteristic | Single-Screw Extruder | Twin-Screw Extruder | Impact | Source |
| Throughput (General) | Moderate to high, but limited by material properties and mixing requirements | High to very high, especially for complex formulations and reactive extrusion | Directly impacts production volume and efficiency | |
| Throughput (Same Material) | Lower for complex materials requiring intensive mixing or devolatilization | Higher for complex materials due to superior mixing, feeding, and devolatilization capabilities | Determines suitability for high-volume production of specialized products | |
| Specific Output (kg/kWh) | Varies, can be lower for challenging materials | Generally higher for complex processes, indicating better energy utilization | Reflects energy efficiency per unit of product |
Practical Significance: For simple, homogeneous materials like standard polyethylene or polypropylene used in pipe or film extrusion, a well-designed single-screw extruder can achieve substantial throughput. However, when processing complex formulations, such as highly filled compounds, masterbatches, or materials requiring significant devolatilization or reactive extrusion, twin-screw extruders consistently outperform single-screw machines in terms of output. Their superior mixing, feeding, and devolatilization capabilities allow them to process these challenging materials at much higher rates, often with better product quality. This higher throughput for complex materials translates directly into increased production capacity and efficiency, making twin-screw extruders the preferred choice for high throughput extrusion solutions for specialized products .
3. Application Scenarios Comparison: Choosing the Optimal Solution
Based on the structural and performance differences outlined above, single-screw and twin-screw extruders excel in distinct industrial applications.
3.1 Typical Applications of Single-Screw Extruders
Single-screw extruders dominate in applications requiring simplicity, cost-effectiveness, and stability :
•Film and Sheet Production: Used for producing films and sheets from materials like polyethylene (PE), polypropylene (PP), and polyvinyl chloride (PVC), widely applied in packaging, construction, and automotive industries.
•Profile Extrusion: Manufacturing of uniform profiles such as window frames, pipes, and tubing.
•Blown Film Extrusion: Creating plastic films for bags, packaging, and agricultural applications.
•Simple Pelletizing: Melting and pelletizing single polymers as raw material for subsequent processing.
•Plastic Recycling: Suitable for processing relatively pure recycled plastics, converting them into reusable granules. For plastic recycling equipment, explore available extruder parts.
3.2 Typical Applications of Twin-Screw Extruders
Twin-screw extruders are indispensable in complex and demanding applications due to their superior mixing, shearing, and versatility :
•Compounding and Masterbatch Production: Blending multiple polymers, additives, fillers, and reinforcing fibers to create high-performance composite materials, such as engineering plastics, flame-retardant materials, and conductive materials.
•Reactive Extrusion: Conducting chemical reactions within the extruder, such as grafting, polymerization, and cross-linking, to functionalize materials.
•Devolatilization and Degassing: Effectively removing moisture, monomers, solvents, and volatile substances from polymers, improving product quality in materials like PET and PC.
•Food Extrusion: Used for producing breakfast cereals, puffed snacks, pet food, and pasta, achieving cooking and shaping through high temperature, pressure, and shear .
•Powder Coatings: Mixing and dispersing various resins, pigments, and additives to produce high-quality powder coatings.
•Heat-Sensitive Material Processing: Suitable for PVC, bioplastics, and biodegradable plastics, enabling low-temperature, short-duration processing to minimize thermal degradation.
•Recycling: Processing contaminated or mixed recycled plastics to produce high-quality re-granulates through efficient mixing and devolatilization.
4. Pros and Cons Analysis: Comprehensive Evaluation and Selection
4.1 Advantages and Limitations of Single-Screw Extruders
Advantages:
•Simple Structure, Easy Operation and Maintenance: Fewer moving parts, lower failure rates, and relatively lower skill requirements for operators .
•Lower Initial Investment Cost: Lower manufacturing costs, suitable for businesses with limited budgets or simple production needs .
•Predictable Flow Patterns: Relatively straightforward material flow, facilitating process parameter setup and control .
Limitations:
•Limited Mixing Efficiency: Difficult to achieve efficient dispersive and distributive mixing, unsuitable for highly filled, multi-component, or materials requiring high mixing uniformity .
•Narrow Shear Control Range: Difficult to precisely control shear history, potentially leading to degradation of heat-sensitive materials or performance reduction in shear-sensitive materials .
•Broad Residence Time Distribution: Prone to uneven material residence times within the barrel, increasing the risk of thermal degradation .
•Restricted Feeding Capability: Poor forced feeding capability for powders, flakes, and low bulk density materials .
•Weak Devolatilization/Venting Capability: Often requires additional vacuum venting devices, and the effect is not as good as twin-screw extruders .
4.2 Advantages and Limitations of Twin-Screw Extruders
Advantages:
•Superior Mixing and Shearing Capabilities: Achieves efficient dispersive and distributive mixing, ensuring high material uniformity .
•Precise Process Control: Modular screw design and independent screw speed control allow for precise adjustment of shear force, residence time, and temperature distribution .
•Excellent Devolatilization/Venting Capability: Intermeshing screw zones continuously renew material surfaces, effectively removing volatiles and improving product quality .
•Powerful Feeding Capability: Forced conveying mechanism enables processing of various forms and bulk densities of materials .
•Suitable for Complex and Heat-Sensitive Materials: Enables low-temperature, short-duration processing, reducing thermal degradation, suitable for PVC, bioplastics, etc. .
•High Throughput and Flexibility: Output is decoupled from screw speed, allowing for high-efficiency production and quick adaptation to different product requirements .
•Self-Cleaning Capability: Reduces downtime, prevents cross-contamination, and improves production efficiency .
Limitations:
•Higher Initial Investment Cost: Complex equipment structure leads to significantly higher manufacturing costs than single-screw extruders .
•Complex Operation and Maintenance: Requires higher skill levels for operators and incurs relatively higher maintenance costs .
•Potentially Higher Energy Consumption: In some simple applications, total energy consumption might be higher than single-screw extruders, but specific energy consumption per unit output is often superior for complex tasks .
5. Conclusion and Selection Recommendations
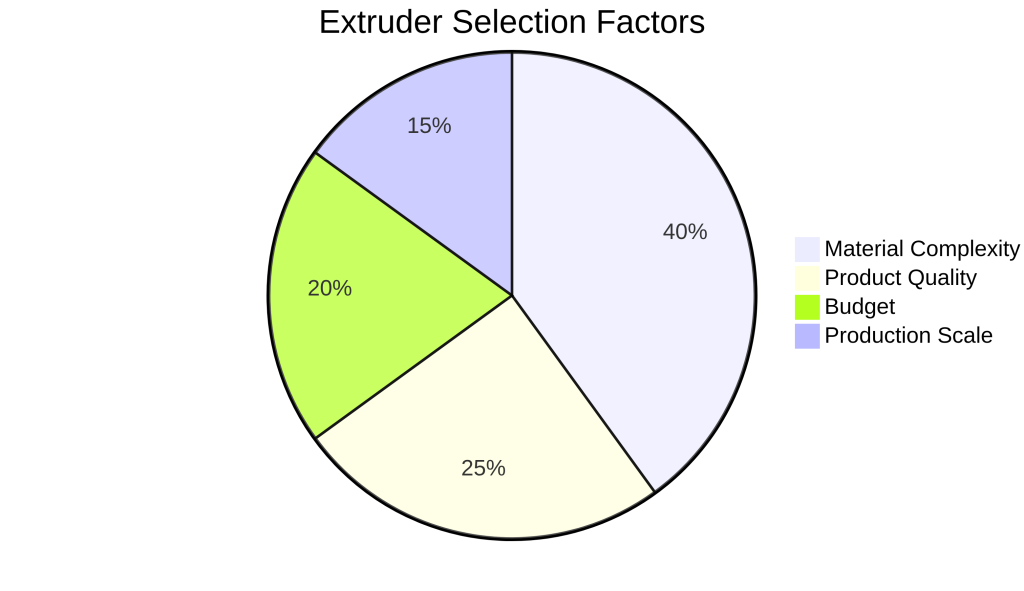
Both single-screw and twin-screw extruders possess unique advantages and applicable scopes. The ultimate choice depends on specific application requirements, material characteristics, desired product quality, production scale, and budget. This extruder machine selection guide aims to clarify these considerations.
•Choose a Single-Screw Extruder: If your application involves homogeneous, pure polymers, requires minimal mixing, has a simple product structure, and operates within a limited budget, such as producing general films, sheets, pipes, or simple pelletizing, a single-screw extruder will be a more economical and efficient choice.
•Choose a Twin-Screw Extruder: If your application involves complex formulations, high filling levels, heat-sensitive materials, multi-component mixing, reactive extrusion, or demands high-quality, high-uniformity products, such as producing high-performance compounds, masterbatches, engineering plastics, food products, or requiring efficient devolatilization, a twin-screw extruder is an indispensable solution. Although its initial investment is higher, the resulting product quality improvement and process flexibility will yield greater long-term value.
Before making a final decision, it is advisable to consult with professional extruder suppliers and conduct material testing and process validation to ensure the selection of the extruder type that best meets your production needs.
References
[1] USEON. Single Screw Extruder vs Twin Screw Extruder. Available at:
[3] COWELL EXTRUSION. Twin Screw Extruder Vs Single Screw Extruder. Available at:
[4] UDTECH. Exploring the Differences: Single Screw Extruder and Twin Screw Extruder. Available at:
[5] The Toolroom. A Look at Single and Twin Screw Extrusion. Available at:
[6] MAS. Single vs Twin Screw Extruders MAS. Available at:
[7] Bausano. Single vs Twin Screw Extruder: Key Differences. Available at:
[9] PT Online. Single vs. Twin-Screw Extruders: Why Mixing is Different. Available at:
[10] PETREATSMACHINE. Single-Screw vs Twin-Screw Food Extruders: Key Differences. Available at:
[12] Jieya. Single Screw vs. Twin Screw Extruders: A Comparative Analysis. Available at:
6. Frequently Asked Questions (FAQs)
Q1: What is the primary advantage of a twin-screw extruder over a single-screw extruder?
A1: The primary advantage of a twin-screw extruder lies in its superior mixing and compounding capabilities. Its dual-screw design allows for more intensive and uniform shearing and mixing of materials, making it ideal for complex formulations, highly filled compounds, and heat-sensitive polymers where precise control over material properties is crucial. This makes it a preferred polymer compounding equipment .
Q2: Are single-screw extruders always more cost-effective than twin-screw extruders?
A2: Single-screw extruders generally have a lower initial investment cost and simpler maintenance, making them more cost-effective for basic applications involving homogeneous materials. However, for complex processes requiring high mixing efficiency, devolatilization, or processing of challenging materials, the higher efficiency and product quality achieved by twin-screw extruders can lead to lower long-term operating costs and a better return on investment .
Q3: Can a single-screw extruder be used for reactive extrusion?
A3: While some reactive processes can be attempted in single-screw extruders, their limited mixing efficiency, broader residence time distribution, and weaker devolatilization capabilities make them generally less suitable for reactive extrusion compared to twin-screw extruders. Twin-screw extruders offer precise control over reaction conditions and efficient removal of by-products, which are critical for successful reactive extrusion .
Q4: What types of materials are best suited for twin-screw extruders?
A4: Twin-screw extruders excel at processing a wide range of materials, especially those that are difficult to handle or require intensive processing. This includes highly filled polymers, masterbatches, engineering plastics, heat-sensitive materials (like PVC and bioplastics), and materials requiring significant devolatilization or reactive compounding .
Q5: How does the output capacity compare between the two types of extruders for the same material?
A5: For simple, homogeneous materials, both extruders can achieve good throughput. However, for complex materials requiring intensive mixing, devolatilization, or reactive processing, twin-screw extruders consistently offer significantly higher output capacity and better specific output (output per unit of energy) due to their superior processing capabilities .




