In the dynamic world of plastic extrusion, “extruder material property changes” represent a pervasive and critical challenge. Far from being a mere technicality, these shifts are often the root cause of product quality inconsistencies, production inefficiencies, and even costly equipment damage. A profound understanding of what constitutes a material property change, its underlying causes, its manifestations during production, and effective mitigation strategies is paramount for maintaining stable processes, elevating product quality, and optimizing cost control. This article delves into the meaning of material property changes in extrusion, how to identify them, their potential impact, and actionable strategies for effective management, offering comprehensive technical insights for industry professionals.
What Exactly Are “Material Properties” in Extrusion?
Within the context of extrusion processing, “material properties” are not singular metrics but rather a composite of interconnected physical and chemical characteristics that define how a plastic material behaves under specific conditions of temperature, pressure, and shear. These properties collectively dictate the material’s performance within the extruder, encompassing its flow, plasticization, mixing, and forming capabilities. Key material properties typically include:
•Melt Flow Index (MFI/MVR): An indicator of the material’s fluidity in its molten state. A higher MFI generally signifies better flow characteristics.
•Viscosity: The resistance of the melt to flow under shear forces. Viscosity directly influences screw torque and melt pressure.
•Thermal Stability: The material’s ability to resist degradation, discoloration, or property deterioration when exposed to high temperatures.
•Density: Affects feeding efficiency and the final product’s weight.
•Moisture Content: Particularly crucial for hygroscopic materials, excessive moisture can lead to hydrolytic degradation, resulting in bubbles and compromised performance.
•Particle Morphology and Uniformity: The size, shape, and consistency of raw material pellets, as well as the uniform distribution of additives (e.g., color masterbatch, fillers), significantly impact feeding stability and plasticization efficiency.
Causes and Manifestations of “Material Property Changes”
A “material property change” refers to an unexpected or uncontrolled fluctuation in the aforementioned material characteristics during the production process. These changes can stem from a multitude of factors and are typically revealed through anomalies in extruder operating parameters and defects in product quality.
Common Causes
The origins of material property changes are complex and diverse, primarily categorized as follows:
1.Raw Material Batch Variations: Even within the same supplier and grade, different batches of plastic can exhibit subtle differences in molecular weight distribution, additive content, or impurity levels. These minor variations can be amplified in precision extrusion processes.
2.Regrind (Recycled Material) Usage: Recycled materials undergo multiple thermal histories, which can lead to molecular chain scission, resulting in reduced melt viscosity, diminished thermal stability, and lower mechanical properties. Fluctuations in regrind ratios directly impact overall material properties.
3.Environmental Factors: Ambient humidity and temperature can significantly affect the moisture content of hygroscopic materials. For instance, during humid seasons, materials may absorb more moisture, leading to steam generation during extrusion, which compromises product appearance and performance.
4.Inconsistent Formulation Mixing: For multi-component formulations (e.g., resin, fillers, additives, color masterbatch), inadequate mixing uniformity can lead to localized inconsistencies in material properties as they enter the extruder.
5.Improper Storage Conditions: Incorrect material storage can result in moisture absorption, oxidation, or contamination, thereby altering the original properties of the material.
6.Supplier Changes or Inadequate Quality Control: Switching raw material suppliers or inconsistencies in a supplier’s quality control system can introduce materials with unstable properties.
On-Production Manifestations
Material property changes often do not manifest directly but are indirectly indicated by abnormal fluctuations in extruder operating parameters and product quality defects. Key identification signals include:
•Screw Torque Fluctuations: This is one of the most direct indicators. When material viscosity increases (material becomes “stiffer”), screw rotation resistance rises, leading to increased torque. Conversely, decreased viscosity (material becomes “thinner”) results in lower torque. Severe torque fluctuations can cause motor overload or screw damage.
•Unstable Melt Pressure: Melt pressure at the extruder die or mold is a crucial parameter for assessing material plasticization and flow state. Material property changes can cause pressure to fluctuate erratically, directly impacting product dimensional accuracy and stability.
•Abnormal Barrel Temperature: Shear friction within the extruder generates heat. Material property changes (e.g., viscosity variations) affect the generation of shear heat, causing actual barrel temperatures to deviate from set points, thereby influencing plasticization efficiency.
•Product Appearance Defects:
•Dimensional Instability: Inconsistent wall thickness, diameter fluctuations, etc.
•Surface Quality Issues: Roughness, uneven gloss, black spots, yellow lines (scorching), bubbles, silver streaks, etc.
•Reduced Mechanical Properties: Increased brittleness, decreased strength, etc.
•Output Fluctuations: With a constant screw speed, material property changes can lead to unstable output rates per unit of time.
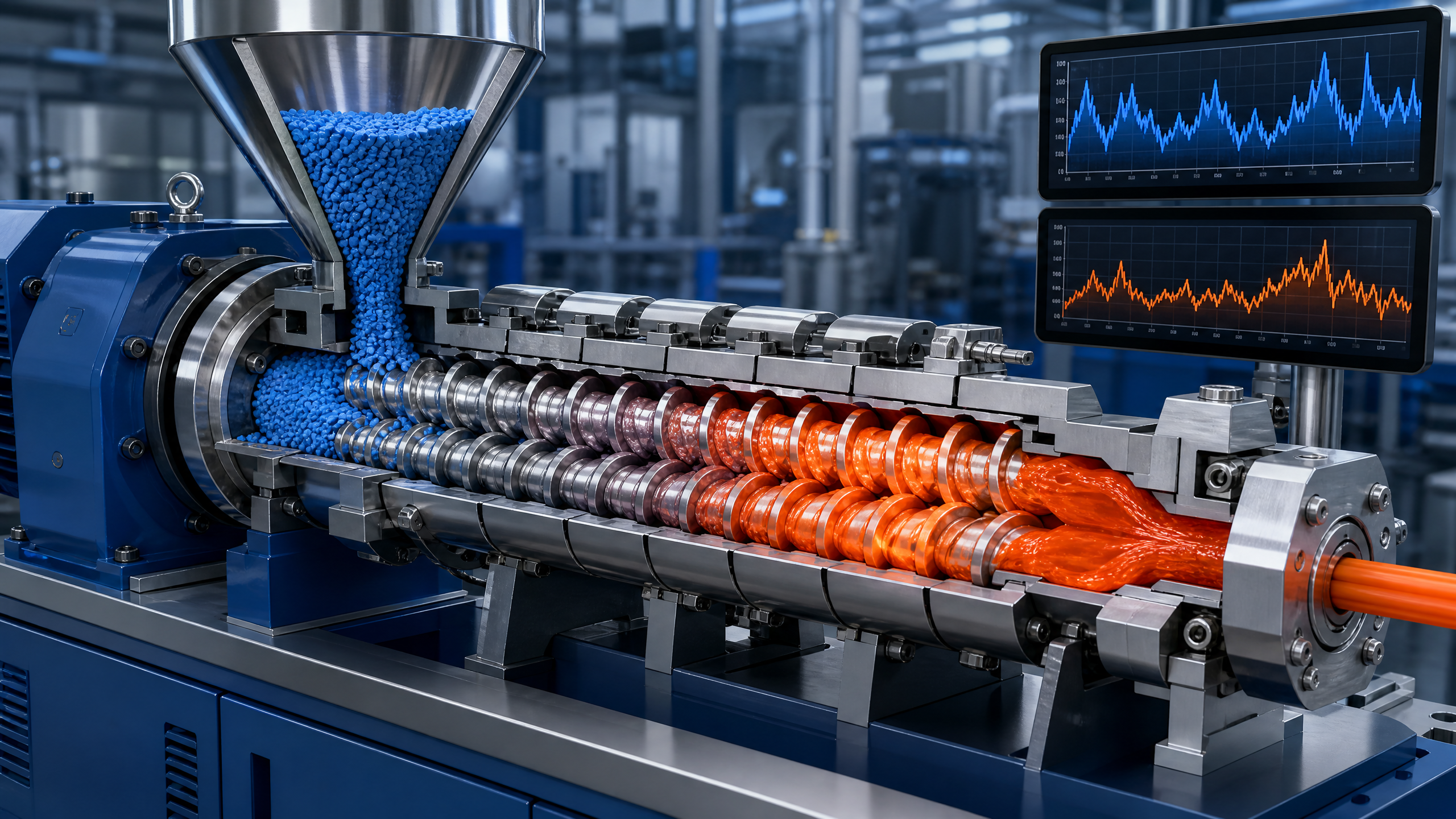
The image below illustrates the internal material flow and parameter monitoring within an extruder, where real-time fluctuations in torque and melt pressure serve as critical indicators of material property changes.
Impact of “Material Property Changes” on Production
The ramifications of material property changes on extrusion production lines are multifaceted and often trigger a chain reaction, potentially leading to significant economic losses and production downtime.
1.Decreased Product Quality: This is the most immediate and severe consequence. Unstable material properties result in non-conforming product dimensions, an increase in appearance defects, and failure to meet mechanical property requirements, ultimately leading to higher scrap rates and customer complaints.
2.Reduced Production Efficiency: To counteract material property fluctuations, operators may need to frequently adjust process parameters, leading to increased line downtime, forced reductions in production speed, and consequently, a negative impact on overall capacity.
3.Equipment Wear and Damage: Severe torque and pressure fluctuations accelerate the wear of critical components such as screws, barrels, and gearboxes. In extreme cases, excessive torque can cause screw breakage, incurring expensive repair costs and prolonged downtime.
4.Increased Energy Consumption: When processing materials with unstable properties, the extruder motor frequently adjusts its power output to maintain screw speed, leading to higher electricity consumption and increased operating costs.
5.Narrowed Process Window: Unstable material properties reduce the process parameter tolerance range, demanding higher experience and skill from operators, thus increasing the complexity of production management.
Strategies for Mitigating “Material Property Changes”
Effective mitigation strategies require a multi-pronged approach, encompassing source control, process monitoring, and intelligent adjustment.
1. Source Control
•Rigorous Raw Material Inspection: Conduct comprehensive quality checks on every batch of raw material, including key indicators such as melt flow index, moisture content, density, and ash content, to ensure compliance with production requirements. Establish a supplier evaluation system, prioritizing reputable suppliers with consistent quality.
•Optimized Regrind Management: Strictly control the proportion and quality of regrind, avoiding the mixing of different types or severely degraded recycled materials. When necessary, pre-treat regrind (e.g., drying, filtration) to improve its properties.
•Improved Storage Conditions: Materials should be stored in dry, ventilated, and shaded environments to prevent moisture absorption and contamination. For hygroscopic materials, use moisture-proof packaging and ensure thorough drying.
•Precise Formulation Management: Ensure the accuracy of weighing and mixing for all components in the formulation, utilizing high-precision feeding equipment to minimize human error.
2. Process Monitoring and Rapid Response
•Real-time Parameter Monitoring: Continuously monitor critical extruder operating parameters such as screw torque, melt pressure, barrel temperatures, and motor current. Establish an early warning system for parameter fluctuations.
•Regular Product Sampling and Inspection: Periodically sample and inspect products during production for dimensions, appearance, and mechanical properties to promptly detect quality anomalies.
•Operator Training: Enhance operators’ ability to identify material property changes and their initial troubleshooting skills, enabling them to make minor process adjustments based on experience.
3. Intelligent Adjustment and Automation
•Implement Adaptive Control Systems: Modern extruders can be equipped with advanced adaptive control systems. These systems collect real-time data on screw torque, melt pressure, and other parameters, analyze material property change trends using algorithms, and automatically adjust feeding speed, screw speed, or heating temperatures to compensate for fluctuations and maintain process stability.
•Online Viscosity Measurement: Some high-end extrusion lines integrate online viscometers to directly monitor melt viscosity, providing more precise quantitative data on material property changes.
•Data Analysis and Prediction: Leverage historical production data, big data analytics, and machine learning techniques to develop predictive models for material property changes, enabling early warnings and proactive mitigation plans.
“Extruder material property changes” represent an unavoidable yet manageable challenge in plastic extrusion processing. By deeply understanding their causes, strengthening source control, implementing refined process monitoring, and actively adopting intelligent adjustment technologies, companies can significantly reduce the negative impacts of material fluctuations, ensure product quality stability, enhance production efficiency, and extend equipment lifespan. In today’s intensely competitive market, effective management of material property changes will be a pivotal factor for extrusion businesses to maintain their competitive edge.




