The first time I walked into a customer’s plant in Johannesburg, the production manager pointed at his two extrusion lines and asked me the same question I’ve now heard in maybe forty different languages: “We’re buying a third line. Conical or parallel?”
He had one of each running side by side. The conical line was producing 110mm sewer pipe at about 380 kg/h. The parallel line was running 200mm pressure pipe at close to 720 kg/h. Both worked. Both made money. And he genuinely didn’t know which one to invest in next.
That conversation more or less sums up why this question is so hard to answer in a single sentence. After 23 years of designing screws — and after seeing what happens to them inside customer barrels in places ranging from Lima to Lagos to Ho Chi Minh City — I can tell you that the right choice depends on factors most equipment salespeople gloss over. So let me lay it out the way I’d explain it to a friend who’s about to spend $80,000 on the wrong machine.

What we actually mean by “conical” and “parallel”
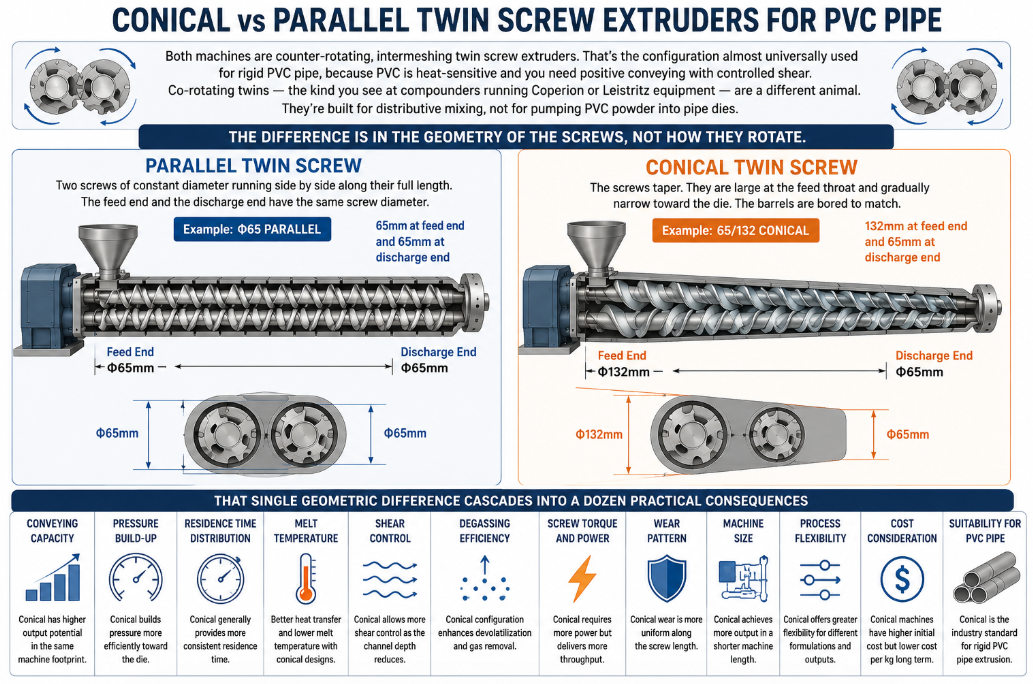
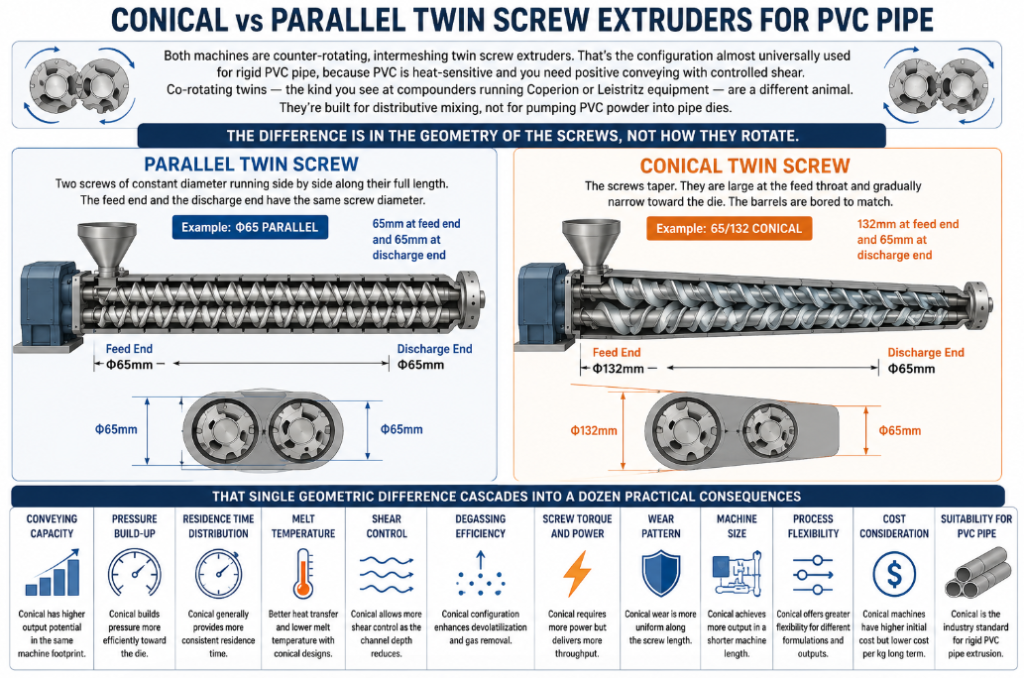
Both machines are counter-rotating, intermeshing twin screw extruders. That’s the configuration almost universally used for rigid PVC pipe, because PVC is heat-sensitive and you need positive conveying with controlled shear. Co-rotating twins — the kind you see at compounders running Coperion or Leistritz equipment — are a different animal. They’re built for distributive mixing, not for pumping PVC powder into pipe dies.
The difference between conical and parallel is in the geometry of the screws themselves, not how they rotate.
A parallel twin screw has two screws of constant diameter running side by side along their full length. The feed end and the discharge end have the same screw diameter. If somebody quotes you a “Φ65 parallel,” that’s 65mm at both ends.
A conical twin screw tapers. The screws are large at the feed throat and gradually narrow toward the die. A typical designation like “65/132” means the screws measure 132mm at the feed end and 65mm at the discharge. The barrels are bored to match.
That single geometric difference cascades into a dozen practical consequences, and that’s what the rest of this article is about.
Why the geometry matters more than the brochure suggests
When PVC powder enters the feed throat, it’s cold, fluffy, and full of air. The screws need to grab it, compact it, and warm it up — without burning it. Rauwendaal’s Polymer Extrusion (Hanser, 4th edition) puts the practical degradation threshold of rigid PVC at around 200°C, and once you scorch the melt you get black specks, hydrochloric gas off-venting, and an angry customer.
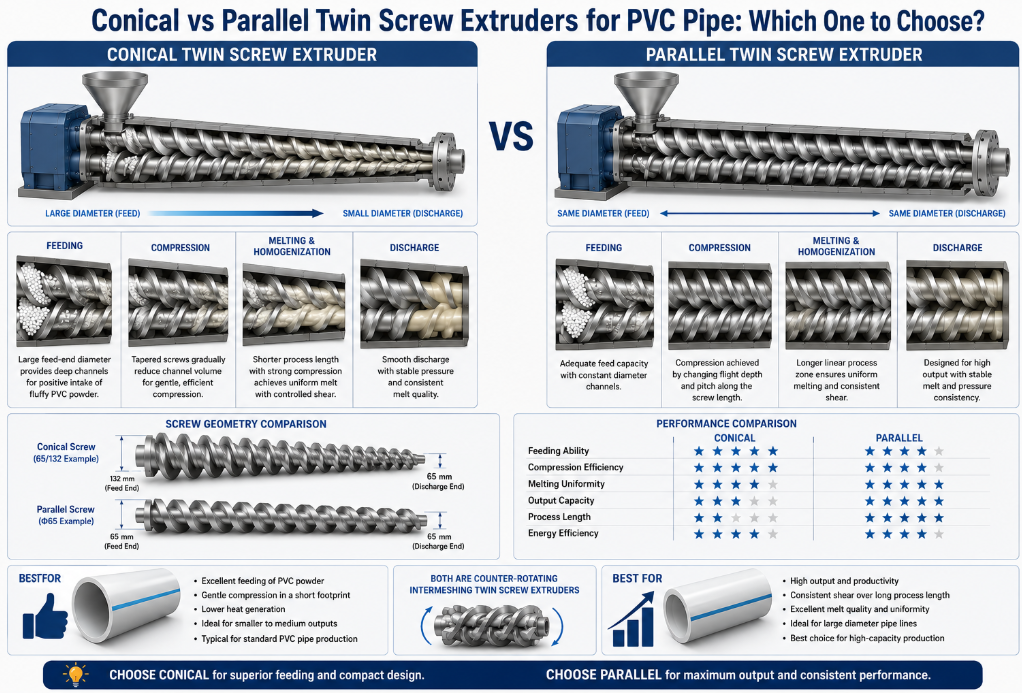
The large feed-end diameter of a conical machine gives you a lot of surface area to grab cold powder. The flight depth is deep, the channel volume is generous, and the screws act almost like a positive-displacement pump at intake. As the material moves downstream, the diameter shrinks, the volume of each channel decreases, and the melt is compressed and homogenized in a smooth, gradual way.
A parallel machine handles the same job differently. Because the diameter is constant, compression is achieved by changing flight depth and pitch along the screw — not by changing the screw diameter. This gives you a longer, more linear processing zone, which is exactly what you want when you’re trying to push a lot of material through a large-diameter die.
This is the heart of the matter. The two designs were optimized for different priorities. Conical equals great feeding and gentle compression in a short footprint. Parallel equals high output and consistent shear over a longer process length.
Here’s a side-by-side comparison of the geometric and mechanical differences I find myself explaining most often when customers visit our workshop:
Table 1. Geometric and mechanical differences between conical and parallel twin screw extruders for PVC pipe.
| Parameter | Conical Twin Screw | Parallel Twin Screw |
| Screw diameter profile | Tapered (e.g., 132mm → 65mm) | Constant (e.g., 65mm throughout) |
| Typical L/D ratio | 16:1 to 22:1 | 22:1 to 30:1 |
| Rotation configuration | Counter-rotating, intermeshing | Counter-rotating, intermeshing |
| Feed zone channel volume | Large (large diameter) | Moderate |
| Compression mechanism | Diameter reduction + flight geometry | Flight depth and pitch variation |
| Typical screw pair weight | 280–450 kg | 180–320 kg |
| Machining complexity | Higher (tapered profile) | Lower (cylindrical) |
| Common size designations | 35/90, 51/105, 65/132, 80/156, 92/188 | Φ51, Φ65, Φ80, Φ92 |
| Standard barrel material | Nitrided 38CrMoAlA or bimetallic liner | Nitrided 38CrMoAlA or bimetallic liner |
What it looks like on the production floor
Numbers tell part of the story, but production-floor behavior tells the rest. Here’s what I see when I visit customer plants.
Conical machines are forgiving. They start up faster from cold, they don’t surge as easily when the dosing system hiccups, and operators with less experience can run them successfully. The trade-off is throughput. Once you get above 110mm or 125mm pipe diameter, especially in pressure applications where wall thickness gets serious (ISO 1452 PN16 wall on a 160mm pipe is 14.6mm — that’s a lot of melt to push), a conical line starts to feel out of breath. You can push the RPM, but melt temperature climbs, and you end up gating output on PVC degradation rather than on motor torque.
Parallel machines are workhorses for larger outputs. A modern Φ80 parallel with a high-torque gearbox will comfortably exceed 800 kg/h on standard pipe grades. They’re also better when you’re running heavily filled formulations — say 20 to 30 parts CaCO₃ — because the longer process length gives the additives more time to distribute and the screws can take more abuse.
But parallel machines are less tolerant of bad operating habits. Surge a parallel and you’ll see it in the pipe diameter within seconds. They also draw more amperage on startup, which matters in places where electrical infrastructure isn’t perfect. I’ve seen a Vietnamese plant trip its main breaker every cold morning until they staggered their startups.
Table 2. Production performance comparison, based on Bloom field data from 2019–2024 and cross-referenced with published OEM specifications.
| Performance metric | Conical | Parallel |
| Typical output (rigid PVC pipe) | 80–550 kg/h | 250–1,200 kg/h |
| Best fit pipe diameter | 16–160 mm | 110–630 mm |
| Melt temperature control | Easier, lower peak shear | Requires careful screw design |
| Startup time from cold | 25–40 minutes | 35–55 minutes |
| Operator skill required | Moderate | Higher |
| Tolerance to dosing surge | Good | Lower |
| Energy consumption (per kg pipe) | 0.28–0.36 kWh | 0.24–0.32 kWh |
| Footprint per line | Smaller | Larger |
| Heavily filled compound (>20% CaCO₃) | Limited | Good |
| PVC-O (biaxially oriented) pipe | Not recommended | Standard choice |
| Large-diameter pressure pipe (AWWA C900, EN 1452 ≥ DN225) | Not suitable | Standard choice |
Cost, screw life, and total cost of ownership
This is where buyers get caught off guard. The sticker price of the machine is only one part of the picture.
A conical screw pair is more expensive to manufacture per kilogram than a parallel screw of equivalent throughput, because the tapered geometry requires more complex CNC turning and the helicoidal profile changes along the length. At Bloom we typically quote conical replacement screws around 15 to 25% higher than parallel equivalents of similar capacity, and that’s in line with what you’ll see from European OEMs.
On the other hand, conical screws often last longer in PVC service. The lower peak shear in the metering zone, combined with the shorter L/D, means less cumulative wear per ton of pipe produced. In our service records, a properly nitrided 38CrMoAlA conical screw running standard PVC compound holds its profile for 24,000 to 35,000 production hours before flight wear exceeds the 0.3mm threshold where output starts dropping. A parallel screw on equivalent service usually lands at 18,000 to 28,000 hours. The difference narrows when output rates are pushed hard.
For heavily filled compound or recycled PVC, all bets are off and you should be looking at bimetallic construction regardless of which geometry you choose. The base steel doesn’t matter as much as the wear-resistant cladding on the flight surface.
Table 3. Indicative cost and lifespan comparison. Prices are based on Bloom’s 2024 quote book and cross-checked against published equipment lists from Asian and European OEMs. Actual figures vary by specification, currency exchange, and shipping origin.
| Cost element | Conical (65/132 class) | Parallel (Φ80 class) |
| Complete line capital cost (USD) | $55,000 – $95,000 | $110,000 – $180,000 |
| Replacement screw set, nitrided (USD) | $4,200 – $6,800 | $3,800 – $6,200 |
| Replacement screw set, bimetallic (USD) | $6,500 – $10,500 | $6,000 – $9,800 |
| Screw life, virgin PVC, nitrided | 24,000–35,000 hr | 18,000–28,000 hr |
| Screw life, recycled / filled, bimetallic | 28,000–40,000 hr | 22,000–35,000 hr |
| Output per line at full capacity | 350–500 kg/h | 700–1,100 kg/h |
| Indicative cost per kg over 5 years | $0.018 – 0.024 / kg | $0.013 – 0.018 / kg |
| Floor space per line | ≈12–18 m² | ≈20–28 m² |
Which one fits which application
The honest answer is that the choice is driven by your product mix, not by any abstract preference.
For small and medium diameter PVC pipe — 16mm to 110mm — conical is almost always the right call. Conduit, drainage pipe up to DN110, irrigation laterals, residential plumbing under EN 1452 SDR 41 spec: the conical platform was built for this work and it does it cheaply and reliably. Most of the Chinese, Indian, and Turkish small-to-medium pipe makers run conical, and there’s a reason.
For large diameter pressure pipe — DN200 and up, especially DN315, DN400, DN500 — parallel takes over. AWWA C900 pressure pipe in North America and EN 1452 water mains in Europe at these sizes need throughput a conical can’t comfortably deliver. PVC-O (biaxially oriented) pipe production, governed by ISO 16422, also lives in the parallel world because the upstream extrusion must feed an orientation unit at constant melt quality.
The interesting middle ground is DN110 to DN200, where either machine can work. Here the decision usually comes down to whether the manufacturer expects to expand into larger pipe later (lean parallel) or stay in this range with more lines (lean conical).
Three case studies from the last five years
Let me share three real situations from our customer base, with identifying details adjusted for confidentiality.
Case 1 — Recycled compound was killing the screws, not the geometry
A pipe maker in Lagos, Nigeria, was running two SJSZ-65/132 conical lines making 50 to 110mm electrical conduit. Output was acceptable but the screws were lasting only around 14,000 hours, less than half what we’d expect. When I visited, the answer was obvious within ten minutes: they were buying recycled PVC compound from local sources, and the contamination level was destroying the flights. We found everything from sand to small metal shavings in their feed bins.
The solution wasn’t to switch geometries. It was to upgrade to bimetallic screws with a centrifugally cast wear-resistant alloy on the flight surface, and to install a magnetic separator and a sieve at the feed throat. After the change, screw life went to 28,000 hours and the customer stopped blaming the machine. Cost of the change recouped in eleven months.
Case 2 — Conical hit its ceiling at DN315 pressure pipe
A factory in Riyadh, Saudi Arabia, wanted to enter the DN315 PVC pressure pipe market, having previously made only sewer pipe up to DN160 on conical equipment. They asked us about a “bigger conical.” I told them that the largest conical that makes commercial sense is around 80/156, and even that would struggle with DN315 pipe at competitive output.
They eventually bought a Φ92 parallel line from a European OEM (we don’t make complete machines, only screws and barrels) and we supplied the replacement screw sets after the first year. They’re now running 950 kg/h on DN315 pipe, certified to EN 1452 standards, and the line has paid for itself in 19 months according to their plant manager.
Case 3 — Filler content was the variable, not screw type
A medium-sized producer in Medellín, Colombia, had three Φ65 parallel lines and the screw replacement bills were getting painful — they were replacing screws every 16,000 hours. Their compound was 28% calcium carbonate filled, which is aggressive but not unusual for the South American market.
We redesigned their metering zone with a more conservative compression profile (compression ratio went from 2.6 to 2.3) and switched them to bimetallic screws with tungsten carbide hardfacing on the flight tips. The new screws are at 31,000 hours and still going strong. Same machine, same geometry, different screw spec. Sometimes the answer isn’t “buy a different machine.”
The pattern I want you to notice: in none of these cases was the conical-versus-parallel question the most important variable. Screw material, compound quality, and design details mattered more.
Mistakes I see buyers make
The most common mistake is choosing based on machine price alone. A cheap parallel line from a third-tier OEM will eat its screws faster than a quality conical, and your total cost of ownership will be worse over five years.
The second is over-buying. A factory making only DN50 to DN110 conduit doesn’t need a Φ80 parallel. The line will run at 40% of its rated capacity, energy efficiency will be poor, and residence time in the barrel will be too long for stable PVC processing. PVC simply doesn’t tolerate sitting in a hot barrel — Rauwendaal’s residence time distribution work makes that clear.
The third is under-specifying screw material. Customers buying machines often accept the standard nitrided screw without thinking about it. If you’re running anything other than virgin compound with low filler content, ask about bimetallic. The price difference is usually recouped within two years for most operations. Insist on a mill certificate for the base steel, a documented case hardness above HV 900, and a nitriding case depth of 0.4 to 0.6mm. A reputable supplier won’t blink at those questions.
So which one should you choose?
If your product range is 16mm to 160mm pipe and your target output per line is under 500 kg/h, buy conical. You’ll save money on the machine, the operators will be happier, and the screws will last longer.
If you’re aiming at DN200 and above, or if you need more than 600 kg/h per line, buy parallel. The conical platform simply can’t compete in that range.
If you’re somewhere in the middle, look hard at your five-year product roadmap. Where do you want to be in 2030? Buy for that, not for what you’re making this quarter.
And whichever geometry you choose, spend the extra money on a properly specified screw. The barrel-and-screw assembly is the heart of the line. Everything else — gearbox, controls, take-off, haul-off — can be fixed or upgraded later. A poorly chosen screw will haunt you for the entire life of the machine.
A note from Kara
I’ve been designing extrusion screws since 2002. Most of that time has been with Bloom, where we manufacture replacement and OEM screws for twin screw extruders shipped to over 40 countries. If you’re trying to decide between conical and parallel for a new line, or if your existing screws aren’t performing the way you expected, I’m happy to look at your data personally. Send us your machine model, compound specification, and pipe range. We’ll give you an honest answer — even if the honest answer is “your current setup is fine, you don’t need to buy anything from us.”
References and further reading
Rauwendaal, C. (2014). Polymer Extrusion, 5th Edition. Hanser Publications, Munich. Chapters 8 and 10 on twin screw geometry and PVC processing.
Hensen, F. (Ed.). Plastics Extrusion Technology, 2nd Edition. Hanser Publications. Sections on counter-rotating twin screw design.
ISO 1452-2:2009. Plastics piping systems for water supply — Unplasticized poly(vinyl chloride) (PVC-U) — Part 2: Pipes.
EN 1452-2:2009. Plastics piping systems for water supply and for buried and above-ground drainage and sewerage under pressure — PVC-U.
AWWA C900-22. Polyvinyl Chloride (PVC) Pressure Pipe and Fabricated Fittings, 4 In. Through 60 In. (100 mm Through 1,500 mm). American Water Works Association.
ASTM D1784-20. Standard Specification for Rigid Poly(Vinyl Chloride) (PVC) Compounds and Chlorinated Poly(Vinyl Chloride) (CPVC) Compounds.
ISO 16422:2014. Pipes and joints made of oriented unplasticized poly(vinyl chloride) (PVC-O) for the conveyance of water under pressure.
Society of Plastics Engineers (SPE) ANTEC Proceedings, multiple years — papers on screw wear mechanisms in rigid PVC applications.
Frequently Asked Questions
Q1. Can I replace a conical screw with a parallel screw in the same machine?
No. The barrel geometry is different. Conical machines have tapered barrel bores; parallel machines have constant-diameter bores. Converting a machine from one to the other essentially means replacing the entire screw-and-barrel assembly, which is rarely cost-effective. If you need different geometry, buy a new line or look at a used machine of the correct type.
Q2. How long should a twin screw last in PVC pipe production?
For a nitrided 38CrMoAlA screw running clean virgin PVC compound with light filler (under 10% CaCO₃), expect 20,000 to 35,000 production hours before flight wear noticeably affects output. Bimetallic screws on the same service typically reach 40,000 to 55,000 hours. For heavily filled or recycled compound, divide those numbers by 1.5 to 2. Wear is most accurately measured by checking flight outside diameter against the original spec — when the gap to the barrel exceeds 0.5mm, output and pipe quality both suffer.
Q3. Are European-made screws really better than Chinese ones?
It depends entirely on the manufacturer, not the country. There are excellent Chinese screw makers and there are mediocre European ones. What matters is the base material certification (ask for the mill cert on the 38CrMoAlA bar stock), the nitriding process (gas nitriding to a case depth of 0.4 to 0.6mm is the industry standard, per DIN 17211 nitriding steels), the surface hardness (HV ≥ 900), and the dimensional tolerance on flight clearance (typically 0.15 to 0.25mm gap to barrel). A reputable maker will share these numbers without hesitation. If a supplier gets defensive when you ask for documentation, that tells you everything you need to know.
Q4. What’s the typical lead time for a custom twin screw set?
For Bloom and most established makers, expect 35 to 50 days from order confirmation for a standard nitrided set, and 55 to 75 days for a bimetallic set. Lead time depends on whether the bar stock is in inventory, the complexity of the geometry, and the queue at the nitriding furnace. Rush orders are possible but the price premium is usually 20 to 35%. If a supplier promises a custom screw in two weeks, ask what corners they’re cutting — it’s usually the heat treatment, which is exactly where you don’t want shortcuts.
Q5. Do I need to replace both screws at the same time, or just the worn one?
In a counter-rotating twin, the screws are matched as a pair. They mesh with each other along the entire length, and even small dimensional differences between an old screw and a new one cause uneven wear and accelerated failure. Always replace as a pair. The one exception is if you’ve documented damage to only one screw (a foreign object event, for example) within the first 5,000 hours, in which case a single-screw replacement might be defensible — but the new screw must be matched to the dimensions of the used one, not to factory original spec. We do this kind of dimensional matching regularly at Bloom and it requires the customer to ship the surviving screw to us for measurement.
About the author. Kara is a senior screw design engineer at Bloom with 23 years of experience in twin screw extrusion for the PVC pipe industry. She has commissioned or troubleshot screw sets in more than 40 countries and contributes to OEM technical documentation for several pipe-machinery brands.
For technical consultations, screw audits, or replacement-screw quotes for any major OEM machine, contact the Bloom engineering team. We respond to technical inquiries within one business day.




