
Walk into almost any polymer compounding plant and ask what material the screws are made from. Nine times out of ten, the answer is 38CrMoAlA — or its international equivalents, SACM 645, 41CrAlMo7, or Nitralloy 135M. This chromium-molybdenum-aluminum alloy steel has been the industry’s workhorse screw material for decades, and for good reason. But “industry standard” is not the same as “always the best choice,” and understanding exactly where 38CrMoAlA excels — and where it quietly fails you — is the difference between a screw that lasts three years and one that’s rebuilt every six months.
This article gives you the full picture: the metallurgy, the surface treatment process, the performance advantages, the honest limitations, and a clear framework for deciding whether 38CrMoAlA is the right specification for your next screw order or whether you should be looking at something else entirely.
What 38CrMoAlA Steel Actually Is and Why Its Unique Alloy Chemistry Makes It Exceptionally Well-Suited as an Extruder Screw Base Material
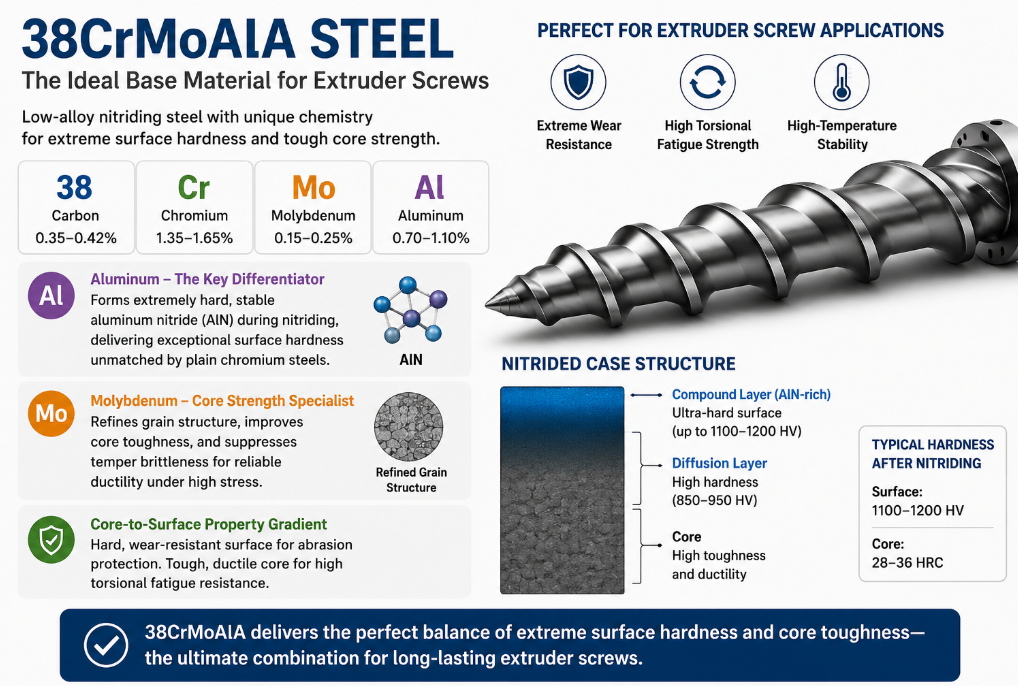
38CrMoAlA is a low-alloy nitriding steel. The name encodes its chemistry directly: 38 denotes the approximate carbon content (0.35–0.42% by weight), Cr is chromium (1.35–1.65%), Mo is molybdenum (0.15–0.25%), and Al is aluminum (0.70–1.10%). That last element — aluminum — is the crucial differentiator. Aluminum forms extremely hard, stable aluminum nitride (AlN) compounds during the nitriding heat treatment, generating surface hardness values that plain chromium steels simply cannot achieve.
The molybdenum serves a supporting role: it refines grain structure, improves core toughness, and suppresses temper brittleness — meaning the steel retains its ductility at the core even while the surface is hardened to ceramic-like values. This core-to-surface property gradient is precisely what makes it so well-adapted to extruder screw geometry, where the root must absorb high torsional fatigue loads while the flight tips must resist abrasive contact with the barrel bore.
Key Strengths
- Exceptional surface hardness after nitriding (65–72 HRC equivalent)
- Excellent toughness and fatigue resistance at the core
- Low distortion during nitriding vs. quench-hardened steels
- Good machinability before treatment
- Well-established, widely available supply chain
- Predictable, documented performance data
Known Limitations
- Nitrided layer is thin (0.3–0.6 mm) — not repairable once worn through
- Corrosion resistance is limited without additional coating
- Cannot match bimetallic in severely abrasive applications
- Quality varies widely depending on nitriding process control
- White layer brittleness if not properly post-treated
- Not suitable for highly corrosive polymers (PVC, fluoropolymers)
The Nitriding Heat Treatment Process That Transforms Raw 38CrMoAlA Steel Into a High-Performance Extruder Screw — and Why Process Control Is Everything
A raw 38CrMoAlA billet, before treatment, has a hardness of roughly 28–32 HRC — nothing remarkable. What makes it exceptional is the nitriding process, and this is where quality divergence between manufacturers becomes critical. Nitriding introduces nitrogen into the surface layer through controlled diffusion at temperatures between 480–560°C, far below the steel’s critical transformation temperature. Because no phase transformation occurs, dimensional changes are minimal — this is one of nitriding’s most valuable practical advantages for precision-machined screw geometry.
Two dominant nitriding routes are used in screw manufacturing today. Gas nitriding exposes the part to an ammonia atmosphere at elevated temperature for 20–100 hours, depending on target case depth. Salt bath nitriding (Tenifer/Tufftride) achieves faster results but with a thinner, slightly less hard case. Ion or plasma nitriding offers the most precise control over case chemistry and is increasingly preferred for high-specification nitrided 38CrMoAlA screw barrel wear resistance applications where tight case depth uniformity is required.
The nitrided case consists of two distinct layers: a thin “white layer” (compound layer, 5–25 µm) at the surface, and a deeper diffusion zone below it. The white layer — iron nitrides (Fe₂N, Fe₃N) — is extremely hard but brittle. In most screw applications it must be partially removed or controlled to prevent surface spalling under impact loads. The diffusion zone beneath it provides the gradual hardness transition that makes 38CrMoAlA so mechanically resilient in service.
Table 1 — Nitriding Process Comparison for 38CrMoAlA Extruder Screw Manufacture
| Nitriding Method | Case Depth Range | Surface Hardness (HV) | White Layer Control | Dimensional Change | Process Time | Best For |
|---|---|---|---|---|---|---|
| Gas nitriding | 0.3–0.7 mm | 900–1,100 HV | Moderate | Very low (<0.05 mm) | 40–100 hrs | Standard production screws; good cost-performance |
| Controlled gas nitriding | 0.3–0.6 mm | 950–1,050 HV | Good | Very low | 30–70 hrs | Higher consistency; preferred for precision geometry |
| Salt bath nitriding | 0.1–0.3 mm | 850–950 HV | Difficult | Minimal | 1–4 hrs | Fast throughput; less demanding applications |
| Plasma / ion nitriding | 0.2–0.6 mm | 1,000–1,200 HV | Excellent | Negligible | 10–40 hrs | High-spec screws; complex geometry; tight tolerances |
| Oxynitriding (post-oxidation) | 0.2–0.5 mm | 900–1,050 HV | Good | Very low | 30–60 hrs | Improved corrosion resistance vs. standard nitriding |
Buyer’s note: Always ask a supplier to specify their nitriding method, target case depth, and white layer thickness in writing. Two screws described as “nitrided 38CrMoAlA” can have wildly different wear lives depending on process quality. Case depth certificates and hardness traversal reports are standard documentation for reputable manufacturers.
Polished cross-section of a nitrided 38CrMoAlA screw flight tip showing the distinct compound layer (white layer), diffusion zone, and core — each region serving a different mechanical function in service.
The Genuine Advantages of 38CrMoAlA Extruder Screws That Have Sustained Its Dominance in General-Purpose Polymer Processing for Over Fifty Years
The longevity of 38CrMoAlA as the standard screw material is not inertia — it reflects genuine, measurable performance advantages that competitors struggle to replicate at the same cost point. Understanding these advantages clearly helps you recognize when you’re specifying it for the right reasons versus defaulting to it out of habit.
Outstanding Surface Hardness-to-Toughness Balance That No Single-Phase Alternative Can Match at This Cost
After proper gas nitriding, 38CrMoAlA achieves surface hardness values of 900–1,100 HV (roughly 68–72 HRC equivalent). This places it in the same hardness tier as many tool steels — but unlike through-hardened tool steels, the core of a nitrided 38CrMoAlA screw retains 28–32 HRC toughness. This gradient is not a compromise: it’s the ideal structure for a rotating shaft under combined torsional, bending, and axial loads. Brittle-core high-speed steels crack under the cyclic loading of a production extruder; tough-core nitrided steels absorb and redistribute stress without failure.
Minimal Dimensional Distortion During Heat Treatment — Preserving the Precision Geometry You Paid to Machine
Quench-hardened steels distort. This is a physical reality: rapid cooling from austenitizing temperature creates asymmetric thermal gradients that bend, twist, and change the diameter of precision-machined components. For extruder screws, distortion means loss of tip clearance uniformity — which directly translates to inconsistent shear rates and reduced mixing quality. The sub-critical nitriding temperature of 38CrMoAlA (480–560°C) eliminates this problem. What you machine is what you get, within tolerances of ±0.01–0.03 mm on a typical production screw. This predictability is enormously valuable in precision screw applications.
Well-Documented Material Behavior That Gives Process Engineers Reliable Baseline Data for Screw Design
Decades of field experience with 38CrMoAlA material for twin screw extruder applications has generated an exceptionally well-characterized body of performance data. Suppliers, extruder OEMs, and independent research institutions have documented its wear rates, fatigue limits, corrosion behavior, and failure modes across hundreds of polymer systems. When you specify 38CrMoAlA, you’re working with known quantities — not optimistic datasheet projections from a newer alloy system.
Where 38CrMoAlA Falls Short — The Honest Limitations Every Procurement Engineer and Plant Manager Should Factor into Their Specification Decision
No material is universal. The conditions under which 38CrMoAlA underperforms are well-defined, and ignoring them leads to frustratingly short service lives and avoidable rebuild costs.
The Thin Nitrided Case Is the Fundamental Constraint — Once Worn Through, the Screw Degrades Exponentially Faster
A properly nitrided 38CrMoAlA screw has a hardened case of 0.3–0.6 mm. Below this case, the steel is only 28–32 HRC — no harder than many mild structural steels. In abrasive applications — glass fiber compounds, mineral-filled masterbatch, silica-reinforced rubber — this case can wear through in a matter of months. Once the case is penetrated, wear rate accelerates dramatically because the soft core offers virtually no resistance. This is the critical failure mode that drives users toward bimetallic construction in high-abrasion environments. The 38CrMoAlA screw lifespan in glass fiber compounding, for example, is typically 800–1,500 operating hours versus 4,000–8,000 hours for a comparable bimetallic construction.
Limited Corrosion Resistance That Creates Real Problems in PVC, Flame Retardant, and Moisture-Rich Processing Environments
The 38CrMoAlA corrosion resistance in polymer processing is adequate for dry, neutral polymer systems — but it is not a corrosion-resistant steel by any engineering standard. When processing halogenated flame retardants, PVC compounds (which generate HCl at processing temperatures), hygroscopic nylons with retained moisture, or fluoropolymers, chemical attack on the screw surface is significant and progressive. Corrosion pitting creates stress concentration points that accelerate mechanical wear and, in severe cases, can initiate fatigue cracks. For these applications, stainless-base alloys or nickel-chrome overlays are the correct specification.
Quality Variation Between Suppliers Is Wider Than Most Buyers Realize — and Cheaper Is Almost Never Better
Because 38CrMoAlA is a commodity material and nitriding is a broadly available process, the market contains a wide range of quality levels at very different price points. A screw quoted at 40% below market rate is almost certainly compromised somewhere in the process chain — in raw material quality (incorrect composition, non-uniform distribution of alloying elements), pre-nitriding machining tolerance, nitriding atmosphere control, or post-treatment inspection. The resulting screw may look identical but will fail in a fraction of the expected service life. Always request material certification (chemical analysis), hardness traversal data, and case depth measurement on any 38CrMoAlA screw purchase.
Scanning electron microscope image of a worn 38CrMoAlA screw flight tip showing the transition from intact nitrided case (left) to exposed soft core (right) — the point at which wear rate accelerates dramatically.
How 38CrMoAlA Performs Against Alternative Screw Materials — A Direct Comparison Across the Parameters That Actually Drive Purchase Decisions
To understand where 38CrMoAlA genuinely sits in the material landscape, it needs to be compared against the alternatives buyers actually consider. The comparison below focuses on the parameters that drive real purchasing decisions: wear life, corrosion behavior, repairability, and total cost.
Table 2 — 38CrMoAlA vs. Alternative Screw Materials: Direct Performance Comparison
| Material | Surface Hardness | Hardened Depth | Abrasion Resistance | Corrosion Resistance | Core Toughness | Repairability | Relative Cost |
|---|---|---|---|---|---|---|---|
| 38CrMoAlA (nitrided) | 900–1,100 HV | 0.3–0.6 mm | Moderate | Limited | Excellent | Limited | Low |
| Bimetallic (HIP carbide shell) | 1,200–1,600 HV | 3–8 mm (full shell) | Excellent | Good | Good | Not repairable | High (3–5×) |
| Solid tungsten carbide elements | 1,500–1,800 HV | Full section | Outstanding | Good | Brittle | Replace only | Very High (5–10×) |
| Stainless steel (316L type) | 400–500 HV (with treatment) | Surface only | Poor | Excellent | Excellent | Good | Medium |
| Nickel-base alloy (Hastelloy-type) | 500–700 HV | Surface coating | Moderate | Outstanding | Good | Possible | Very High |
| Tool steel (P/M H13-type) | 700–900 HV (through-hardened) | Full section | Good | Limited | Moderate | Partial | Medium-High |
| 38CrMoAlA + PVD hard coating | 1,500–3,000 HV (coating surface) | 0.3–0.6 mm nitride + 2–8 µm coating | Very Good | Good | Excellent | Re-coat possible | Medium |
“38CrMoAlA is the right answer for most applications — but it is not the answer for all of them. The engineering error is treating it as a universal default rather than one well-characterized option among several.”
Application Suitability Matrix — A Practical Guide to When 38CrMoAlA Is the Correct Specification and When a Different Material Will Save You Money Over the Screw’s Lifetime
The most useful framework for screw material selection is not “what’s the best material in absolute terms” — it’s “what’s the optimal material for this specific combination of polymer, filler, processing conditions, and volume requirement.” The matrix below condenses years of field experience into a direct decision guide.
Table 3 — Application Suitability Matrix: 38CrMoAlA vs. Upgrade Materials
| Application | 38CrMoAlA Rating | Expected Life | Primary Risk | Recommended Upgrade | Upgrade Justified? |
|---|---|---|---|---|---|
| Unfilled PP / PE / PS | Excellent | 5–10+ years | Minimal | None needed | No |
| Color masterbatch (carbon black, pigments) | Good | 2–5 years | Moderate abrasion from carbon black | PVD coating or bimetallic mixing zone | Possibly |
| GF-reinforced PA / PP (15–30% glass) | Fair | 1–2 years | Case breakthrough at kneading zones | Bimetallic or WC-tipped elements in mixing zones | Yes |
| GF-reinforced PA / PP (≥40% glass) | Poor | 6–12 months | Rapid case wear; core exposure | Full bimetallic screw mandatory | Strongly Yes |
| Mineral-filled compounds (CaCO₃, talc ≤40%) | Moderate | 1.5–3 years | Progressive abrasion; talc is sharper than CaCO₃ | Bimetallic in high-shear zones | Evaluate ROI |
| Soft PVC (plasticized) | Moderate | 2–4 years | HCl corrosion; nitrided layer attack | Stainless alloy or oxynitrided 38CrMoAlA | Possibly |
| Rigid PVC (CPVC, high-temp) | Not Recommended | <1 year | Severe acid corrosion; pitting failure | Nickel alloy or 316L stainless mandatory | Yes, definitely |
| Reactive extrusion (peroxide / maleic) | Good | 3–6 years | Low if no corrosive by-products | None unless processing halogenated reactants | Usually No |
| Medical / food-grade polymers | Conditional | Varies | Metal contamination from wear debris | Polished stainless or certified-clean bimetallic | Often Yes |
The Economics of 38CrMoAlA Over a Full Production Lifecycle — How to Calculate Whether It’s Actually Cheaper Than Premium Alternatives at Your Volume

The sticker price of a 38CrMoAlA screw is significantly lower than a bimetallic equivalent — often by a factor of three to five. But purchase price is only one component of total cost of ownership. Rebuild frequency, downtime cost, throughput loss during degraded operation, and the labor cost of screw changeouts must all be factored in for a meaningful economic comparison.
This calculation shifts dramatically with production volume and material aggressiveness. At low production volumes with non-abrasive polymers, 38CrMoAlA is unambiguously the economic choice — you may never need to rebuild before the screw is retired for other reasons. At high production volumes with abrasive compounds, a bimetallic screw that costs four times more but lasts six times longer delivers a lower cost per tonne of compound produced, often by a substantial margin. The heat treatment 38CrMoAlA screw hardness depth of 0.3–0.6 mm is the constraint that determines this crossover point.
Table 4 — Lifecycle Cost Comparison: 38CrMoAlA vs. Bimetallic Screw (Indicative Example, 45mm Extruder, GF-Reinforced PA)
| Cost Factor | 38CrMoAlA Screw | Bimetallic Screw | Notes |
|---|---|---|---|
| Initial purchase cost | $4,500–6,000 | $16,000–22,000 | 3–4× premium for bimetallic |
| Expected service life (GF30% PA) | 1,000–1,500 hrs | 5,000–7,500 hrs | 5× longer bimetallic lifespan |
| Rebuilds over 10,000 hrs | 6–9 rebuild cycles | 1–2 replacement cycles | Each rebuild = downtime + labor |
| Estimated downtime per rebuild | 6–12 hrs | 6–12 hrs | Same changeover time per event |
| Lost production value (downtime) | High (frequent events) | Low (infrequent events) | Often the dominant cost factor |
| Screw cost per 1,000 kg compound | $0.30–0.60 | $0.15–0.30 | Bimetallic often lower per-kg over lifecycle |
| Output quality degradation before rebuild | Significant (last 20–30% of life) | Gradual, less acute | 38CrMoAlA quality cliff when case wears through |
| Break-even point vs. bimetallic | Typically 18–30 months at high-volume abrasive compounding | Below this volume, 38CrMoAlA remains more economical | |
Comparative wear profile measurement of a 38CrMoAlA screw (left) and bimetallic screw (right) after equivalent operating hours in a 30% glass fiber-reinforced PA66 compound — the critical performance divergence point.
Quality Assurance and Sourcing Criteria — What to Verify When Purchasing 38CrMoAlA Extruder Screws to Avoid the Costly Mistakes That Haunt Buyers Who Don’t Ask the Right Questions
The 38CrMoAlA screw market spans an enormous quality range. Premium manufacturers in Germany, Japan, Italy, and increasingly China’s top-tier suppliers maintain rigorous process controls that deliver consistent, specification-compliant product. Budget suppliers cut corners in ways that are difficult to detect without proper inspection — and the consequences show up in service, not at goods-in.
Before placing any order, require the following documentation as a minimum: mill certificate for the raw material with chemical composition analysis (verifying Al, Mo, Cr content is on-spec); hardness traversal data showing the case profile from surface to core (not just a single surface reading); case depth measurement at multiple positions along the screw; surface finish specification at the flight tip and root; and dimensional inspection report confirming tip clearance and pitch accuracy.
Table 5 — 38CrMoAlA Screw Quality Verification Checklist: What Good Documentation Looks Like vs. Red Flags
| Quality Parameter | What to Request | Acceptable Standard | Red Flag Signs |
|---|---|---|---|
| Chemical composition | Mill certificate (heat cert) | Al: 0.70–1.10%, Cr: 1.35–1.65%, Mo: 0.15–0.25%, C: 0.35–0.42% | No cert available; “equivalent material” substitution without documentation |
| Surface hardness | Vickers hardness at surface (HV0.3) | ≥ 900 HV at surface; ≥ 650 HV at case mid-depth | Only Rockwell reading provided; single-point measurement only |
| Case depth | Hardness traversal (graph from surface to core) | Effective case depth 0.3–0.6 mm minimum for standard applications | Verbal assurance only; no graph; case depth below 0.2 mm |
| White layer thickness | Metallographic cross-section report | White layer ≤ 15 µm; no visible porosity or cracks | White layer >25 µm; brittle flaking noted; no metallographic data |
| Dimensional accuracy | CMM or roundness inspection report | OD tolerance ±0.01–0.02 mm; pitch accuracy ±0.05 mm | Manual measurement only; tolerance wider than ±0.05 mm OD |
| Surface finish | Ra measurement at flight tip | Ra ≤ 0.8 µm at flight tip (post-grinding) | No surface finish spec; visible machining marks on flight tip |
| Straightness | Run-out measurement along shaft | Total run-out ≤ 0.03 mm per meter of length | No straightness data; bent shaft visible at goods-in inspection |




