Extruder screws are indispensable components in the processing of high-molecular-weight materials like plastics and rubber. Their performance directly dictates the quality of the final product and the efficiency of the production line. Temperature plays a pivotal role in both the manufacturing and operational phases of these screws, influencing everything from the initial material heat treatment to the final surface hardening. This article aims to systematically outline the temperature control requirements at each manufacturing stage and analyze their effects on the screw’s ultimate performance, offering valuable insights for the industry.
1. Materials and Structure of Extruder Screws

High-strength and wear-resistant alloy steels, such as 38CrMoAlA, are commonly chosen for manufacturing extruder screws . A typical extruder screw is usually divided into three main sections: the feeding section, the compression (or plasticizing) section, and the metering section. Each section serves a distinct function and thus has specific temperature control requirements during operation . For enhanced overall performance, bimetallic screws are often employed, featuring a wear- and corrosion-resistant alloy layer compounded onto the base material.
2. Critical Temperature Control in Screw Manufacturing
2.1 Base Material Heat Treatment
Heat treatment of the base material is fundamental for imparting core strength and toughness to the screw.
Quenching and Tempering
Quenching and tempering (Q&T) is a crucial process that involves heating the steel to a high temperature, followed by rapid cooling (quenching) and then reheating to a lower temperature (tempering). This process refines the microstructure and enhances mechanical properties.
For 38CrMoAlA steel, quenching typically involves heating to 930-950°C, followed by oil quenching to ensure complete dissolution of carbides and the formation of a martensitic structure . Immediately after quenching, high-temperature tempering is performed, usually between 630-650°C. This step relieves quenching stresses, improves toughness, and achieves an optimal balance of mechanical properties . The primary objective is to obtain a high-strength, high-toughness core structure, which forms the foundation for subsequent surface hardening treatments.
Nitriding Treatment
Nitriding is a surface hardening heat treatment that significantly improves the screw’s surface hardness, wear resistance, and corrosion resistance. Gas nitriding is commonly conducted at relatively low temperatures, typically ranging from 500-580°C, with 520-560°C being a frequently used range . This temperature range ensures effective nitrogen atom diffusion into the surface without causing undesirable changes to the base material’s microstructure. Precise control over ammonia decomposition rates and holding times during nitriding is essential to achieve the desired nitrided layer depth and hardness distribution . The goal is to form a hard nitrided layer on the screw surface, substantially boosting its resistance to wear and corrosion.
Table 1: Typical Heat Treatment Parameters for 38CrMoAlA Extruder Screws
| Process | Temperature Range (°C) | Cooling Method | Purpose | Reference |
| Quenching | 930-950 | Oil Quenching | Form martensitic structure, dissolve carbides | |
| High-Temperature Tempering | 630-650 | Air/Oil Cooled | Relieve stress, improve toughness | |
| Gas Nitriding | 500-580 (commonly 520-560) | Controlled | Enhance surface hardness, wear, corrosion resistance |
2.2 Bimetallic Screw Manufacturing Processes
Bimetallic screws combine the strength of a base material with the superior properties of a surface alloy through advanced compounding techniques.
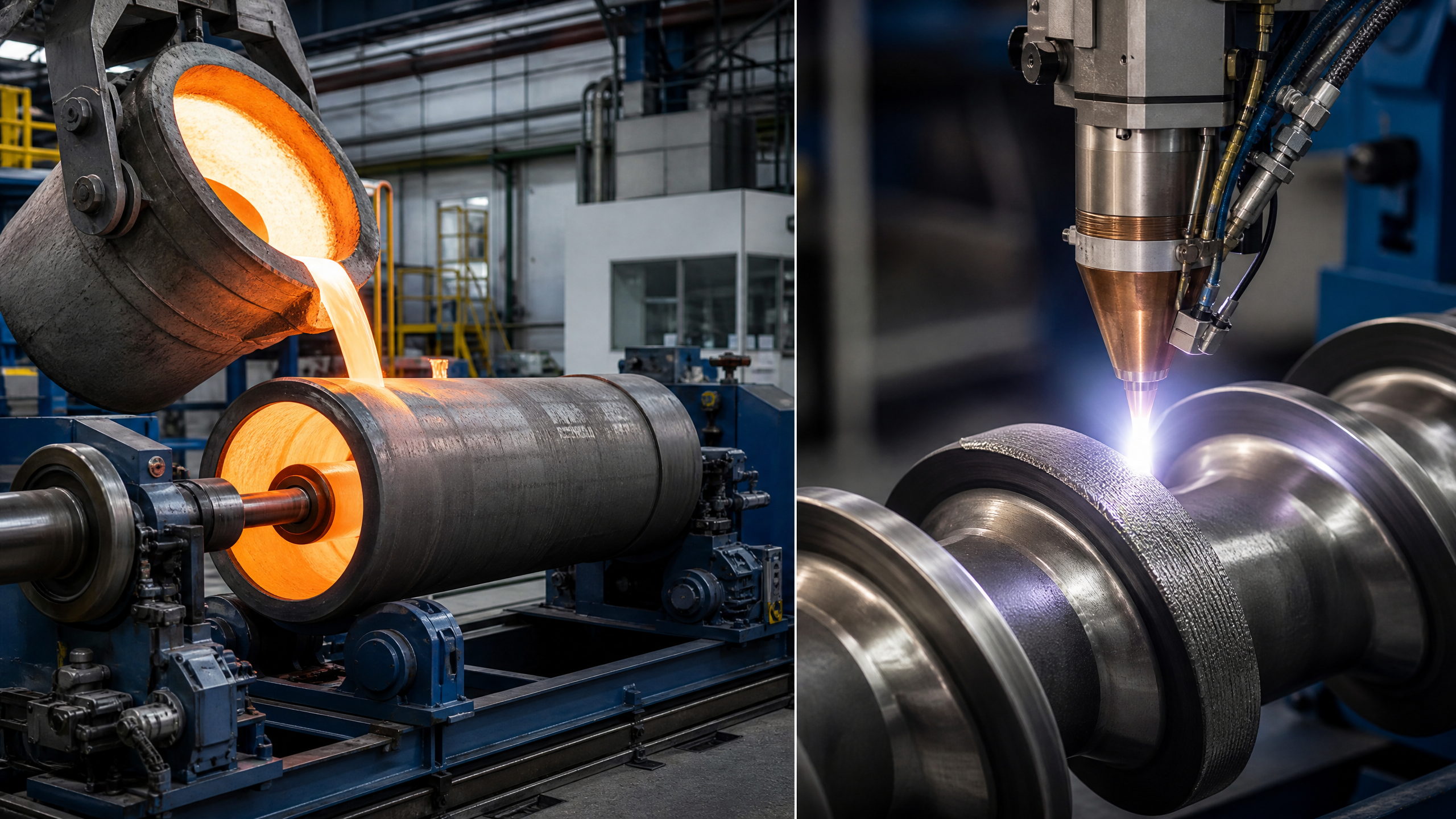
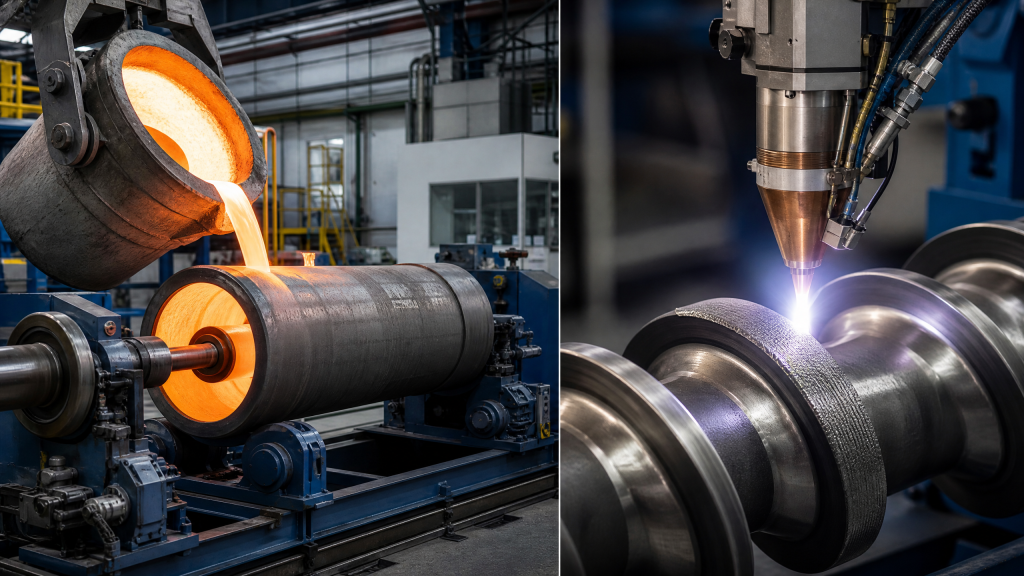
Centrifugal Casting
In centrifugal casting, the barrel body is heated to a temperature close to the melting point of the wear- and corrosion-resistant alloy lining to be cast, typically around 1000-1100°C, depending on the specific lining material . The mold is preheated to approximately 460°C to facilitate the uniform formation of the alloy layer . After casting, controlled cooling is crucial; the component must cool to a dull red surface (around 600°C) before demolding to prevent deformation . This process aims to create a dense, uniform, wear- and corrosion-resistant alloy layer on the working surface of the screw.
Plasma Transferred Arc (PTA) Welding
Before PTA welding, the screw surface requires preheating to 350-400°C to minimize welding stresses . The plasma arc, characterized by its extremely high core temperature, melts the alloy powder, forming a metallurgical bond with the base material . PTA welding is often used for repairing or reinforcing localized worn areas of the screw, thereby improving its local wear resistance.
2.3 Surface Treatments
Chrome Plating
During the chrome plating process, the electrolyte temperature is typically maintained between 50-60°C . Deviations from this range, either too high or too low, can adversely affect the quality and efficiency of the plating. The objective of chrome plating is to form a hard, wear-resistant, and corrosion-resistant chromium layer on the screw surface, while also reducing its coefficient of friction .
Induction Hardening
Induction hardening involves using medium-frequency induction heating equipment to locally heat specific areas of the screw to the desired hardening temperature, followed by spray cooling to achieve localized hardening . Post-hardening, a tempering treatment is usually necessary to relieve stresses and enhance toughness . This process is designed to selectively strengthen critical working parts of the screw, improving their wear resistance and fatigue strength.
3. Temperature Influence of the Screw During Extrusion
Beyond manufacturing, temperature control of the screw during the actual extrusion process is equally vital, directly impacting the quality of material plasticization and the final product’s properties.
Material melting within an extruder primarily relies on external heating and the internal heat generated by the screw’s shearing and friction on the material . The surface temperature at the root of the screw is a significant factor influencing solid conveying, melting, and the transport of molten resin . The temperature settings of different barrel sections (e.g., feeding, compression, metering) work in conjunction with the screw temperature to affect the plasticization process and extrusion stability .
Different polymer materials have distinct melting temperature requirements. For instance, PVC typically melts between 180-190°C, while high-performance polymers like PEEK may require extruder temperatures reaching 400-430°C . Precise temperature control is paramount to ensure thorough material plasticization without degradation.
Table 2: Typical Extrusion Temperatures for Various Polymers
| Polymer Type | Typical Extrusion Temperature Range (°C) | Key Consideration | Reference |
| Standard Thermoplastics | 150-280 | Material-specific melting points | |
| PVC | 180-190 | Avoid degradation, ensure optimum fusion | |
| PEEK | 400-430 | High melting point, high-performance polymer |
4. Importance and Challenges of Temperature Control
Precise temperature control is not merely a technical detail; it is a cornerstone for ensuring product quality and consistency. It directly contributes to obtaining uniformly plasticized, defect-free products. Furthermore, effective temperature management can significantly reduce screw wear and corrosion, thereby extending its operational lifespan. Optimizing temperature profiles also plays a role in improving energy efficiency and reducing operational costs. However, the diverse range of screw manufacturing materials, the complexity of processes, the precision required for equipment control, and the varied characteristics of different processing materials all pose significant challenges to achieving optimal temperature control.
5. Conclusion and Outlook
Temperature control in extruder screw manufacturing is a comprehensive engineering endeavor, spanning material selection, heat treatment, composite manufacturing, and surface treatment. Precise temperature management is not only critical for ensuring the screw’s superior performance but also a vital guarantee for enhancing extrusion production efficiency and product quality. As new materials and processes continue to evolve, future temperature control technologies in screw manufacturing are expected to become even more intelligent and refined.
Frequently Asked Questions (FAQs )
Q1: Why is temperature control so critical in extruder screw manufacturing?
A1: Precise temperature control is crucial because it directly influences the material’s microstructure, hardness, wear resistance, corrosion resistance, and overall mechanical properties. Inadequate temperature management can lead to defects, reduced lifespan, and compromised performance of the screw.
Q2: What is the purpose of nitriding in extruder screw manufacturing?
A2: Nitriding is a surface hardening heat treatment that diffuses nitrogen into the surface of the steel, forming a hard, wear-resistant, and corrosion-resistant layer. This significantly extends the screw’s operational life, especially when processing abrasive or corrosive materials.
Q3: How do bimetallic screws differ from standard screws in terms of manufacturing temperature?
A3: Bimetallic screws involve additional high-temperature processes like centrifugal casting (1000-1100°C) or PTA welding (preheating 350-400°C) to bond a wear-resistant alloy layer onto a base material. Standard screws primarily undergo heat treatments like quenching (930-950°C) and nitriding (500-580°C) of a single material.
Q4: What are the typical operating temperatures for extruder screws during plastic processing?
A4: Operating temperatures vary significantly depending on the polymer being processed. Standard thermoplastics typically range from 150-280°C, while high-performance polymers like PEEK can require temperatures up to 400-430°C. PVC has a critical limit of 180-190°C to prevent degradation.
Q5: What are the main challenges in controlling temperature during extruder screw manufacturing?
A5: Challenges include the diversity of screw materials, the complexity of various manufacturing processes (each with specific temperature requirements), the need for high precision in equipment control, and the varied characteristics of different processing materials. Achieving optimal temperature control requires sophisticated equipment and expertise.




