Walk into any plastic extrusion plant, and the most common debate you’ll hear is: single screw or twin screw?
There’s no textbook answer here. Buy the wrong machine, and you don’t just lose money on the initial price tag—you bleed cash daily through scrap material, downtime, and excessive power bills. Choosing between a single and twin screw boils down to two practical realities: what kind of material you are feeding it, and how you calculate your Return on Investment (ROI). Let’s skip the heavy theory and look at how to make the right call for your production line.
The Single Screw: Your Reliable High-Volume Workhorse
A single screw extruder relies almost entirely on friction. The screw grabs the plastic pellets from the hopper and drags them against the heated barrel wall. Between this mechanical friction and the external heaters, the plastic melts and is pumped continuously through the die.
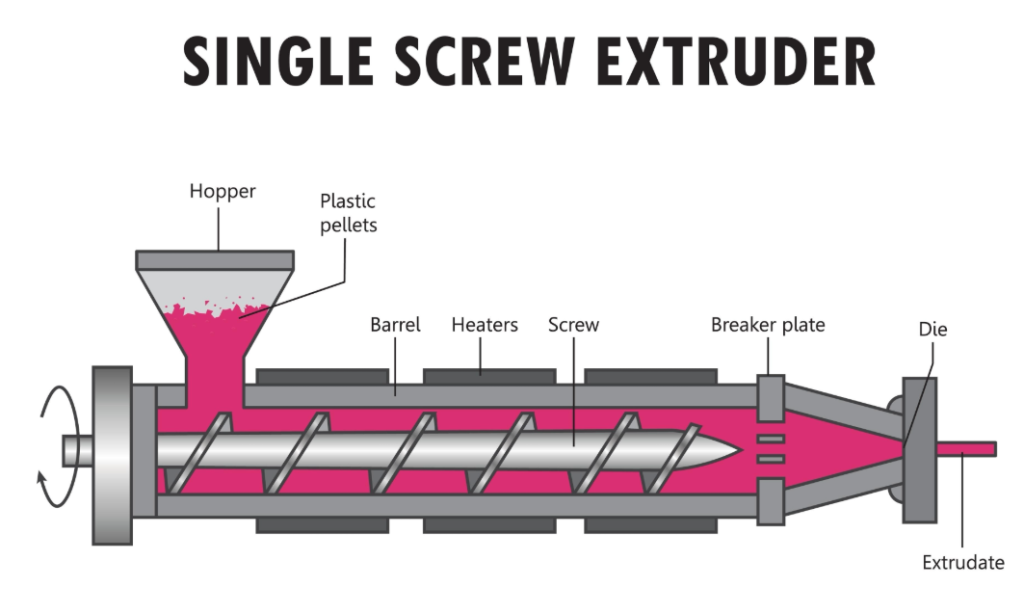
- Where it shines: It’s simple, rugged, and cheap to buy and maintain. If you are running pre-compounded pellets (like standard PE) to crank out pipes, sheets, or blown film in massive volumes, a single screw is an unbeatable money-maker.
- Where it struggles: It is a terrible mixer. If your recipe requires blending different powders, high loads of color masterbatch, or glass fibers, a single screw simply doesn’t have the shearing power to mix them evenly.
The Twin Screw: The Master Compounder
A twin screw extruder doesn’t just rely on friction. Its two screws intermesh, acting like a continuous gear pump that physically forces the material forward (a process called positive displacement).
- Where it shines: Exceptional shearing and mixing power. Because the screws constantly scrape against each other as they turn, material doesn’t stick and burn—giving the machine great self-cleaning properties. It also vents gases and moisture far better. If you are compounding, modifying plastics, or running heat-sensitive materials and heavy powder blends, this is your machine.
- Where it struggles: Complexity. The precision gearbox and modular screw elements make the initial price tag steep. It also requires a higher level of technical skill from your maintenance team.
Quick Spec Check
| Feature | Single Screw Extruder | Twin Screw Extruder |
| Feeding Mechanism | Relies on friction (Best for pellets) | Positive displacement (Eats powders easily) |
| Mixing & Dispersion | Poor | Excellent |
| Self-Cleaning | None | Strong |
| Typical L/D Ratio | 25:1 to 35:1 | 32:1 to 52:1 (or higher) |
| Initial Capital Cost | Low | High |
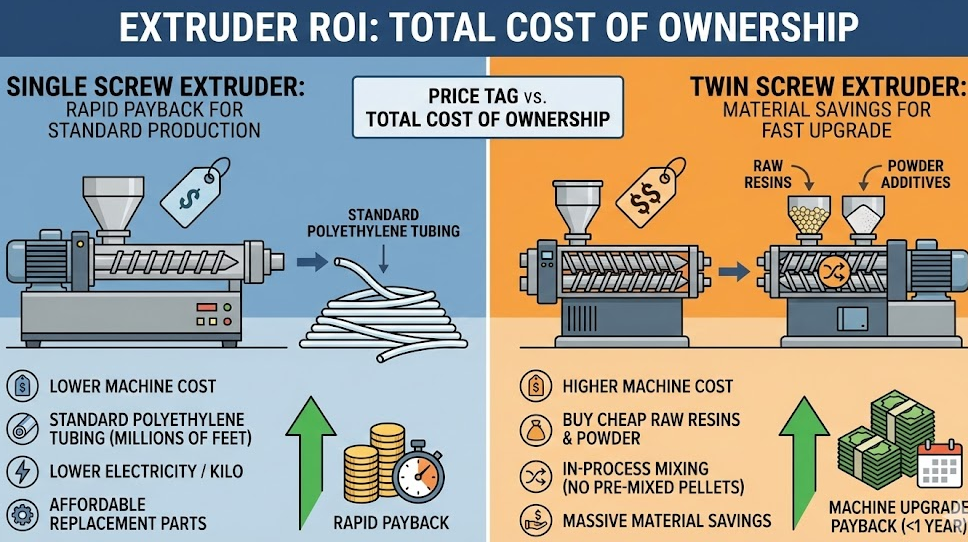
Don’t Just Look at the Price Tag: Calculating True ROI
The most common purchasing mistake is assuming the single screw is simply the “cheaper” option. In manufacturing, we have to look at the total lifecycle cost.
If you land a massive order for standard PE pipe, a single screw pays for itself the fastest. The machine is affordable, the power consumption per kilo is low, and when the screw eventually wears out, buying a replacement won’t wreck your budget.
So, why pay a premium for a twin screw? Where are the savings?
The massive ROI of a twin screw comes from material margins. With a twin screw, you can buy the absolute cheapest raw resin powders and additives (like calcium carbonate) and mix them yourself right in the extruder. You no longer have to pay a premium to suppliers for pre-mixed, compounded pellets. For a high-output plant, the money saved on raw materials alone can often pay off the extra cost of a twin screw machine in under a year.
Factory Floor Reality: Why the Material Dictates the Machine
Let’s look at two of the most common pipes in the construction industry to see this in action.
HDPE Water Pipe (The Single Screw’s Turf)
When extruding PE pipe, you are usually starting with perfectly compounded PE pellets. Your only goal is to pump out pipe as fast as possible. If you dump these pellets into a highly aggressive twin screw, the intense friction can literally break the plastic’s molecular chains, weakening the final pipe. A highly efficient single screw (often with a custom barrier screw design) gently melts the pellets and pumps them out at high speeds, maxing out your production capacity.
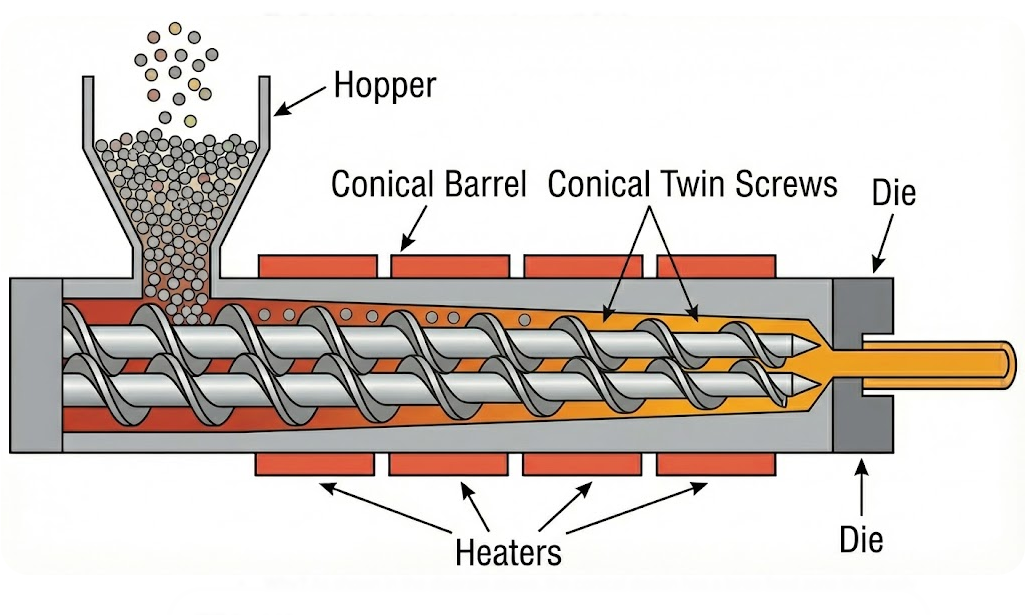
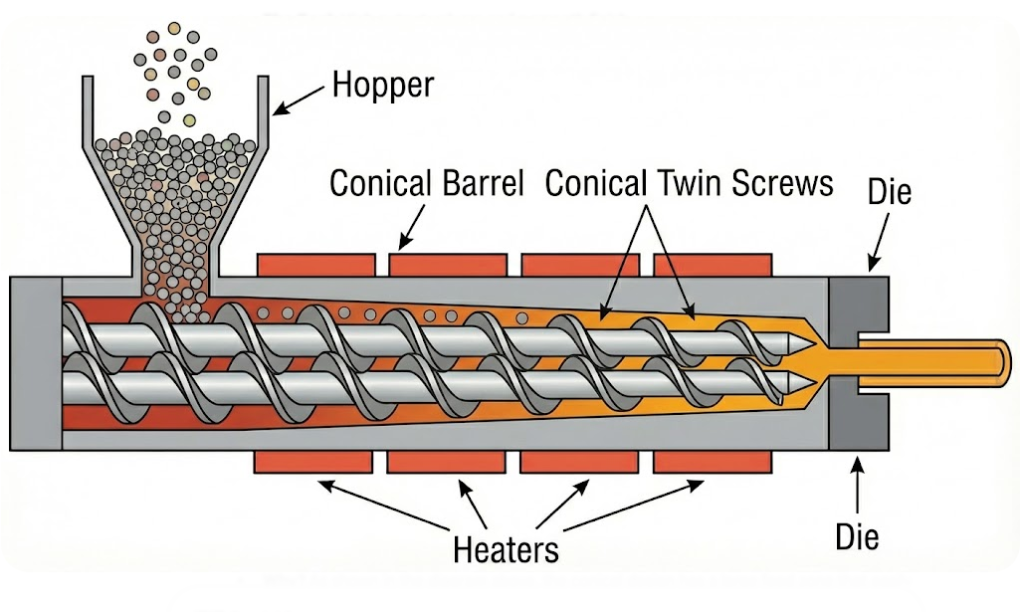
PVC Drainage Pipe (The Conical Twin Screw’s Stage)
PVC is notoriously heat-sensitive; it burns and turns yellow if the heating is even slightly uneven. Furthermore, PVC pipe is usually extruded straight from a dry powder blend (resin, calcium powder, stabilizers). A single screw struggles to even grab this light powder and can easily cause it to burn due to frictional heat. A conical twin screw, however, features a massive feed zone to swallow the powder, gently kneading it at low friction. This allows you to skip the expensive pelletizing step entirely and extrude a finished pipe straight from cheap powder.
Final Thought: Don’t Ignore Screw Wear
No matter which machine you ultimately choose, the heart of your line—the screw and barrel—will eventually wear out. This happens much faster if you are running abrasive recipes loaded with glass fiber or heavy calcium carbonate.
Once the edges of the screw flights wear flat, your pumping efficiency drops off a cliff. You’ll notice your output shrinking while your power bills stay exactly the same. Matching your screw material to your specific recipe (for example, upgrading from standard nitrided steel to a highly wear-resistant bimetallic alloy coating) is the true secret to protecting your profit margins in the long run.




