
“Why did my output drop by half when running the exact same resin on a different machine?”
“Why are the flights on my screw completely worn down after just three months of running glass-filled compounds?”
Struggling with unexplained drops in output or rapid wear when processing abrasive compounds? You are not alone. At BLOOM, we have seen countless manufacturers treat extruder components as one-size-fits-all commodities—a costly mistake that leads to endless downtime and high scrap rates. Customizing extruder screws is not just about copying dimensions; it is a critical joint process optimization. Before you request your next quote, read our engineer’s breakdown of the 5 core details you must confirm to ensure your equipment delivers maximum yield and unmatched production stability.
Having spent years in the custom machining and extruder component industry, these are the most common complaints I hear when consulting with equipment manufacturers and end-users worldwide. Too often, a purchasing manager or engineer will shoot over a basic dimension and ask, “How much for a Ø65mm screw?”
Let me be entirely straightforward: treating an extruder screw like a standardized, off-the-shelf hardware component is the biggest pitfall in extrusion processing. There is absolutely no “universal, one-size-fits-all” screw. Whether you are running pipe, pelletizing, or compounding high-fill masterbatches, the material’s demand for shear heat and mixing in the barrel varies drastically.
Before you take a blueprint to a manufacturer and start haggling over the quote, you need to lock down these five core details. Otherwise, you might just be buying a very expensive piece of scrap metal.
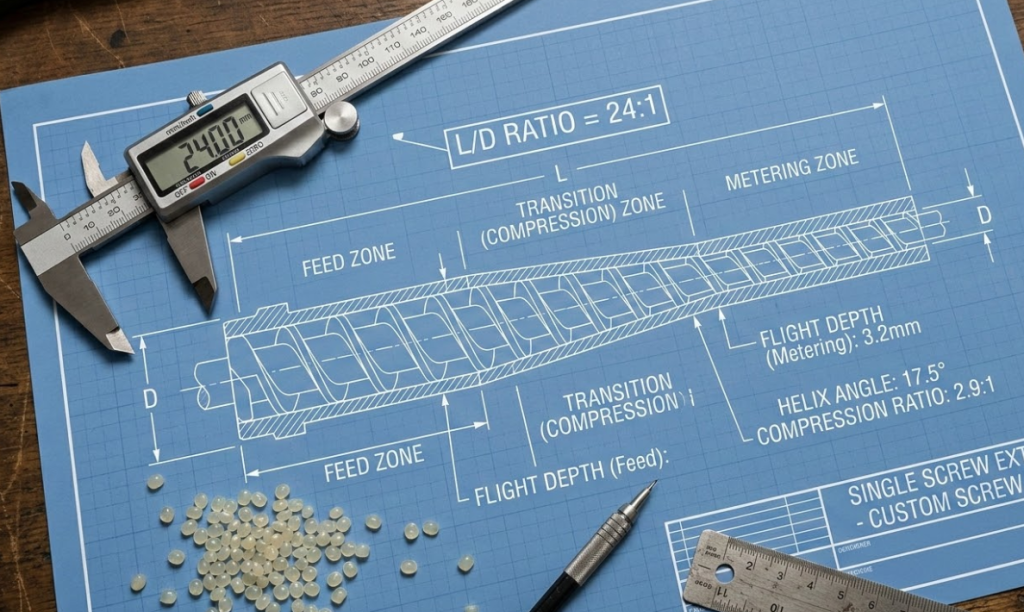
Detail 1: Don’t Make the Manufacturer “Guess” Your Material (The L/D and Compression Ratio Gamble)
Requesting a custom screw based solely on the machine model without discussing the polymer formulation is a massive red flag. The physical properties of your resin directly dictate the Length-to-Diameter (L/D) ratio and the Compression ratio.
[Case in Point: PVC vs. PET Processing Customizing an Extruder Screw]
Last year, a client running rigid PVC profiles saw competitors using a 33:1 L/D ratio. Assuming “longer means better plasticization and higher output,” they insisted we design theirs the same way. I had to stop them immediately. PVC is highly heat-sensitive. A massive L/D ratio means prolonged residence time in the barrel. Combined with the high shear heat from a deep compression ratio, the material would simply degrade and burn. For PVC, an L/D of 20:1 to 24:1 with a low-compression, gradual-transition design is mandatory.
Conversely, if you are processing hard-to-melt engineering plastics like PET or PC, an L/D ratio of 28:1 or higher is standard, as the polymer requires a longer residence time to absorb sufficient conductive heat.
Detail 2: Look Beyond the Price Tag: Base Materials and Surface Treatments
On a quotation sheet, “Standard Nitriding” and “Bimetallic” might show a 100% price difference. But on the factory floor, the real difference is six months of saved downtime and maintenance costs.
If you are running standard virgin resins (like standard PE, PP, or ABS), a standard nitrided steel screw (e.g., 38CrMoAlA / EN41B) is perfectly adequate. However, if you are running highly filled compounds (e.g., >30% glass fiber or high-ratio calcium carbonate), a standard nitrided layer will be stripped away by the abrasive glass within months. In these high-wear scenarios, you must invest in PTA (Plasma Transferred Arc) alloy welding (bimetallic) or through-hardened tool steels.
Table 1: Common Screw Materials & Surface Treatments Comparison (Use this to test your supplier’s expertise)
| Material / Surface Treatment | Surface Hardness | Wear Resistance | Corrosion Resistance | Ideal Material Application | Relative Cost Index |
| 38CrMoAlA (Standard Nitriding) | HV 850-950 | ⭐⭐ | ⭐ | Standard Virgin Resins (PE/PP/ABS) | 1.0 (Baseline) |
| SKD61 / H13 (Through-Hardened) | HRC 58-62 | ⭐⭐⭐⭐ | ⭐⭐ | High Wear, Minor Abrasive Additives | 1.8 |
| Bimetallic (PTA Alloy Welding) | HRC 60-65 | ⭐⭐⭐⭐⭐ | ⭐⭐⭐⭐ | High Glass Fiber (>30%), Halogen-Free Flame Retardants, Regrind | 2.5 – 3.0 |
| Nickel-Based Alloys (e.g., Hastelloy) | HRC 55-60 | ⭐⭐⭐ | ⭐⭐⭐⭐⭐ | Severe Acidic Corrosion (Fluoropolymers, PVC) | 4.0+ |
Detail 3: Choosing the Right Mixing Elements to Prevent “Fish Eyes” and Color Streaks
Adding a mixing head to the metering section ensures a homogeneous melt, but “mixing” actually falls into two distinct categories. Choosing the wrong element will directly ruin your yield.
- Distributive Mixing (Shuffling the Deck): This is about spatial distribution. If your end product frequently shows color streaks or inconsistencies, your masterbatch isn’t being distributed evenly. To fix this, we typically design Pin or Pineapple mixing elements.
- Dispersive Mixing (Breaking Agglomerates): Think of this as crushing lumps in dough. If your extruded profile has un-melted particles (commonly known as “fish eyes”) on the surface, your shear stress is too low. In this case, you need a Maddock (Barrier) or Egan mixer to force the melt through narrow clearances, effectively crushing the agglomerated particles.

Detail 4: The Invisible Killer: Machining Precision and Radial Clearance
Even the most perfectly engineered CAD drawing is useless if the machine shop cannot hold tight tolerances. Experienced engineers know that the most critical metric during equipment inspection is the radial clearance between the screw flight OD and the barrel ID.
[Case in Point: The Cost of Clearance]
We once took over a troubleshooting job from a competitor where the client’s output was consistently falling short of the design capacity. After pulling the screw and measuring, we found the radial clearance exceeded 0.40mm.
What does this mean? When high pressure builds up in the die head, a massive amount of melt doesn’t get pushed forward; instead, it flows backward over the flights as “leakage flow.” This causes a catastrophic drop in output. Furthermore, because the resin is subjected to repeated shear and excessive residence time, it degrades and burns.
Conversely, if the clearance is too tight (e.g., < 0.10mm), the slightest thermal expansion or barrel deflection will cause galling (metal-to-metal scraping), instantly destroying the equipment.
Table 2: Simulation of Clearance Wear on Extrusion Output (Based on a Ø65mm Extruder)
| Actual / Worn Radial Clearance (mm) | Estimated Leakage Flow | Projected Output Drop | Melt Temperature Impact | Engineer’s Recommendation |
| 0.10 – 0.15 (New OEM Standard) | Minimal (Baseline) | 0% | Stable / Normal | Ideal operating condition. Maintain proper lubrication. |
| 0.25 – 0.30 (Early Wear Stage) | Increased ~15% | -5% to -8% | Slight Increase | Monitor closely. Can be temporarily compensated by increasing RPM. |
| 0.45 – 0.50 (Severe Wear Stage) | Increased ~40% | -15% to -25% | Noticeable Increase (Excessive Shear) | Economic break-even point reached. Order replacement parts now. |
| > 0.60 (Failure Threshold) | Severe Backflow | > 35% | Severe Fluctuations, Degradation | Shut down immediately. Replace or rebuild screw and barrel. |
(Note: The impact of leakage flow varies depending on resin viscosity; lower viscosity melts are far more sensitive to clearance wear.)
Detail 5: Delivery is Just the Beginning: Inspection Standards and QA
Many low-end machine shops operate by taking a pair of calipers to your old screw, copying the dimensions, and throwing it on a lathe. Are you really willing to trust your production line to “blind-box” machining?
A legitimate custom manufacturing process relies on accountability and traceability. Before confirming the order, demand a detailed CAD engineering drawing outlining exact tolerances, chamfers, and flight depths, signed off by both parties.
When the screw ships, don’t just inspect the polish. Request the Material Test Reports (MTRs) and Surface Treatment Inspection Reports (e.g., a proper nitriding depth gradient report, not just a random portable hardness check on the surface). Top-tier source factories will even provide initial temperature profile and RPM recommendations based on the specific geometry of your custom screw.

If you treat extruder screws as cheap consumables to be bought from the lowest bidder, you will forever be trapped in a cycle of frequent downtime and high scrap rates. If you approach a custom screw as a joint process optimization with a specialized manufacturer, what you are actually buying is higher output-per-kilowatt and unmatched production stability.
If you are currently hitting an output bottleneck, struggling with poor plasticization, or burning through screws too quickly with new abrasive compounds, don’t rush to change your resin formulation. Bring your material specs and your current pain points to a professional manufacturing source. The engineering blueprints and machining precision will give you the answer.




