Introduction: The Cost of Instability
In plastics extrusion, “Surging” (cyclical output fluctuation) is not just a nuisance; it is a profitability killer. A surge of just ±2% in output can result in significant dimensional variation in pipe wall thickness or film gauge, rendering the product unsellable according to ISO/ASTM standards.
While many operators immediately adjust the PID temperature controllers, our experience at Bloom suggests that 70% of surging issues are mechanical, specifically related to the screw design and barrel clearance.
In this article, we analyze the root causes of surging using industry-standard parameters and tribology principles.
1. The “0.002D” Clearance Rule (The SPI Standard)
The Problem: Melt Backflow (Pressure Leakage).
As the screw rotates, it pumps polymer forward. However, pressure forces some melt to flow backward through the gap between the screw flight and the barrel wall.
The Evidence (Industry Standard):
According to the guidelines set by the Plastics Industry Association (formerly SPI) and standard texts like Chris Rauwendaal’s “Polymer Extrusion”, the initial radial clearance for a new screw should be approximately 0.001 to 0.002 times the barrel diameter (D).

Real-World Application:
For a standard 90mm extruder, the maximum acceptable clearance calculation is:

The Diagnosis:
If you measure your screw and find the gap exceeds 0.40mm – 0.50mm (approx. double the initial tolerance), the drag flow efficiency drops significantly.
- Data Point: Research indicates that doubling the clearance can reduce output by 15-20% at high pressures (e.g., >200 Bar).
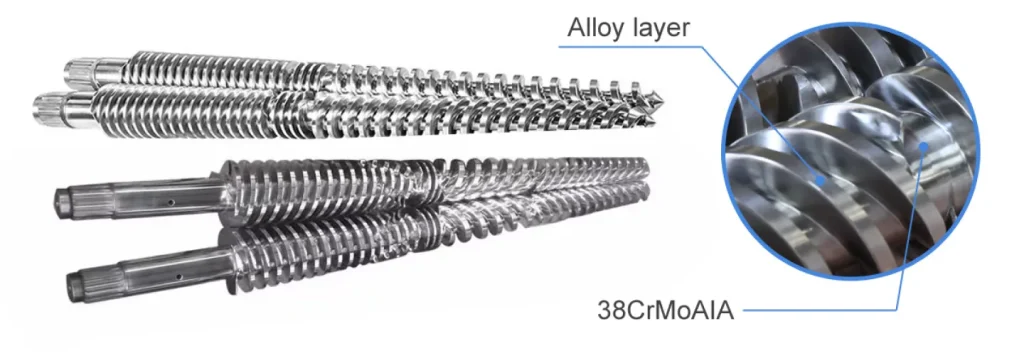
Our Solution:
We recommend a “Push-Out” inspection. If wear is confirmed, we can rebuild the flights using Stellite 6 (Cobalt-based alloy) or supply a bimetallic barrel to restore the tight 0.002D tolerance.
2. Solids Conveying Instability (The Friction Factor)
The Problem: The material is slipping at the feed throat.
Solid conveying relies on friction. The plastic must “stick” to the barrel and “slip” on the screw. If the barrel is too hot, the plastic melts prematurely and slips, causing a loss of pressure.
The Evidence (Tribology):
The Coefficient of Friction (COF) of polymer pellets changes drastically with temperature.
- Case Evidence: For Polyethylene (PE), the friction against steel drops significantly as it approaches its melting point ($T_m$).
- If the Feed Zone temperature exceeds 60°C – 80°C (depending on the resin), the pellet surface softens, reducing the friction required to push the material forward.
The Fix:
- Check your Feed Throat Cooling Jacket. It must be cool to the touch.
- Grooved Feed Bushing: For low-friction materials (like HDPE), we recommend installing a grooved feed bush to mechanically lock the pellets and force them forward, increasing pressure stability by up to 30%.
3. Compression Ratio Mismatch
The Problem: Air Entrapment vs. Shear Burning.
We often see customers using a General Purpose (GP) Screw for engineering plastics. This is a primary cause of surging.
The Evidence (Rheology):
The Compression Ratio (CR) is the ratio of the channel depth in the feed zone to the metering zone.
- Scenario A (CR too low < 2.0:1): The screw fails to squeeze out the air between pellets. The trapped air acts as a compressible “spring” in the melt, causing output to pulse.
- Scenario B (CR too high > 3.5:1): Excessive shear heat is generated. The melt viscosity drops unpredictably (Shear Thinning), causing the screw to “over-pump.”
Our Recommendation:
Don’t guess. Send us your resin datasheet (TDS).
- For PVC, we design screws with a CR of 1.8 – 2.2 to prevent degradation.
- For Polyolefins (PP/PE), we typically aim for 2.5 – 3.0 to ensure proper melting.
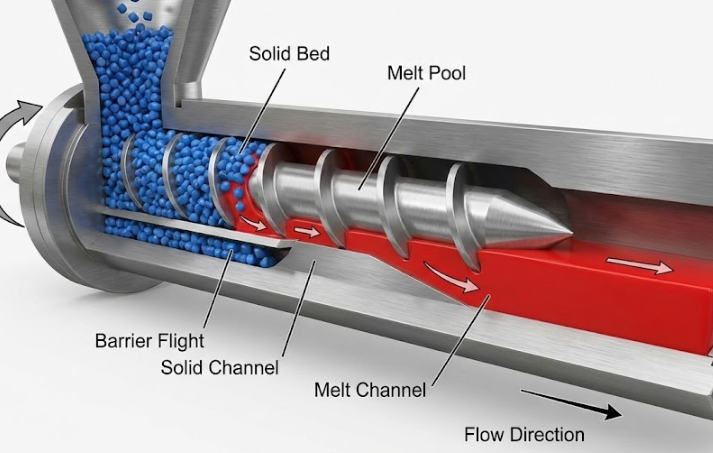
4. Poor Mixing (The “Barrier” Solution)
The Problem: Unmelted solids exiting the die.
In a standard screw, solid pellets and molten plastic coexist in the same channel. This chaotic mixture leads to pressure variations.
The Evidence:
Advanced screw designs utilize the Barrier Flight Principle (invented by Maillefer).
- A secondary flight creates two separate channels: one for solids, one for melt.
- Performance Data: Barrier screws typically improve output stability by preventing solid bed breakup, ensuring that 100% of the material is molten before it reaches the metering zone.
Conclusion & Expert Audit
Surging is rarely a mystery; it is a physics problem with a calculable solution. Whether it’s excessive clearance (>0.002D) or an improper Compression Ratio, these variables can be measured and fixed.
Don’t let instability eat your margins.
At Bloom, we follow strict manufacturing standards aligned with SPI and DIN tolerances.
👉 Next Step:Do you suspect screw wear contact our engineering team to schedule a remote diagnostic session.




