Anyone running a continuous extrusion line or a high-intensity compounding facility knows the harsh reality of the factory floor: unexpected downtime for parts replacement is a massive profit killer. When a machine stops, you aren’t just losing the cost of the hardware; you are bleeding operational overhead, missing delivery deadlines, and wasting valuable raw materials. In this comprehensive guide, we are going to break down the persistent, industry-wide challenge of Screw Elements wear and tear. We will cut through the theoretical fluff and examine the core culprits responsible for chewing up your metallurgy. Using three detailed data tables, we will show you exactly how to maximize the lifespan of these critical components by selecting the appropriate steel grades, strictly controlling your processing parameters, and establishing a rigorous, data-driven maintenance ledger. Drawing from years of hands-on manufacturing expertise at BLOOM, we have compiled our most effective strategies to help you avoid common operational pitfalls. Whether you are processing standard engineering plastics or dealing with the extreme abrasive conditions of mixing conductive carbon and active materials for advanced power storage applications, this guide will help you stabilize your production line and genuinely drive down your long-term maintenance costs.
The Three Major Culprits Behind the Wear of Screw Elements
To fight wear, you first have to understand the specific mechanical and chemical enemies attacking your components inside the barrel. It is rarely a single factor; rather, it is a combined assault that degrades the metal over thousands of hours of continuous operation.
- Abrasive Wear (The Sandpaper Effect): This is the most common enemy. When compounding materials heavily loaded with hard additives—such as glass fibers, calcium carbonate, or the highly abrasive active powders used in modern power storage battery slurries—these particles act like microscopic sandpaper. They continuously grind against the flight lands and the roots of the elements. Over time, this microscopic cutting action strips away the metal, widening the gap between the screw and the barrel, which drastically reduces compounding efficiency.
- Corrosive Wear (The Chemical Attack): High temperatures combined with specific additives can create a highly hostile internal environment. For example, flame retardants, fluoropolymers, or certain chemical binders can release acidic gases or corrosive fluids when exposed to high shear heat. These chemicals attack the grain boundaries of the steel, pitting the surface and making it significantly more susceptible to being scraped away by the physical flow of the polymer melt.
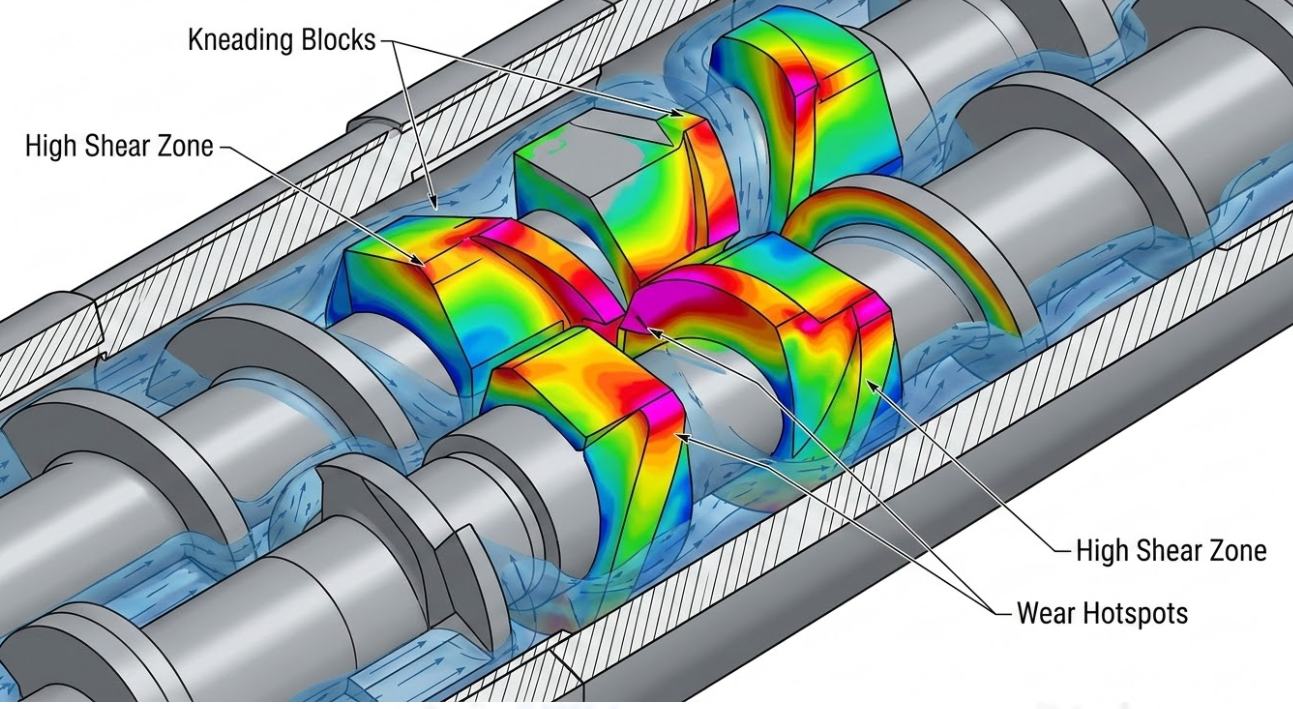
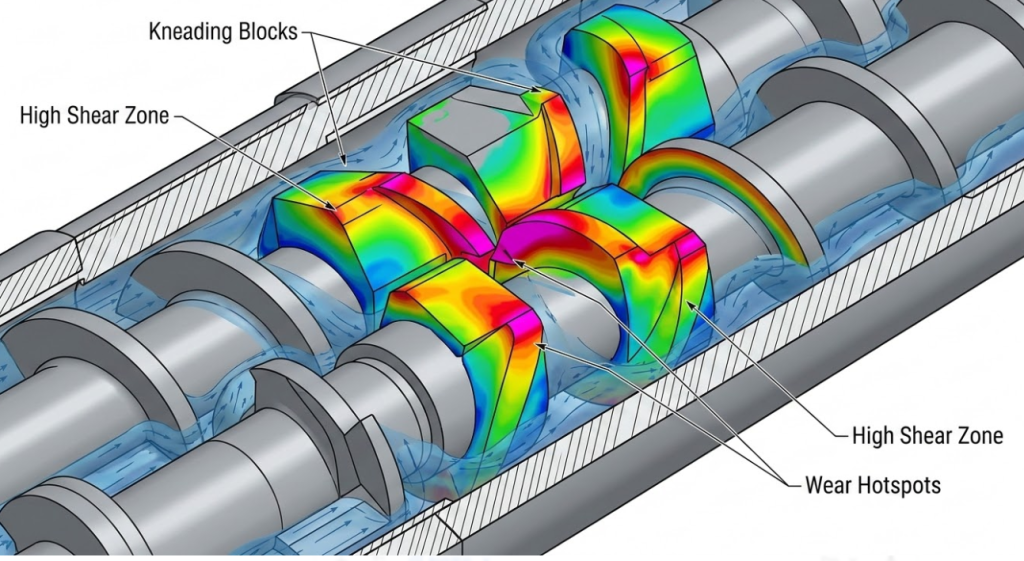
- Adhesive Wear and Metal Fatigue: In high-pressure zones, especially if the machine is running “hungry” (starve-fed) or experiencing deflection, metal-to-metal contact can occur between the elements and the barrel wall. This localized friction generates immense heat, causing micro-welding and subsequent tearing of the metal surface. Furthermore, the constant cyclical stress of high-torque rotation eventually leads to subsurface micro-cracks, culminating in catastrophic fatigue failure, such as sudden tooth breakage on kneading blocks.
Material Face-Off: Choosing the Right Replacement Screw Elements
When your baseline components inevitably wear out, the most critical decision your procurement and engineering teams will make is selecting the metallurgy for your upgrade. The biggest mistake factory managers make is assuming that “harder always means better.” In tribology (the science of wear), extreme hardness often comes at the expense of toughness, making the metal brittle and prone to shattering under high torque. When sourcing Replacement Screw Elements, you must match the steel alloy directly to your specific process chemistry and filler loading. Let’s look at the real-world performance data of the industry’s standard metallurgical options.
Table 1: Comparative Analysis of Common Replacement Screw Element Materials
| Material Grade | Hardness (HRC) | Abrasive Wear Resistance | Corrosive Wear Resistance | Ideal Application & Expected Lifespan | Procurement Cost Index |
| Nitrided Steel (e.g., 38CrMoAl) | 60-65 (Surface only) | ⭐️⭐️ | ⭐️ | Standard unfilled polymers, light color masterbatch. Very short lifespan if handling abrasives. | 💰 |
| Through-Hardened Tool Steel (e.g., D2, W6Mo5Cr4V2) | 60-64 (Uniform) | ⭐️⭐️⭐️⭐️ | ⭐️⭐️ | Engineering plastics, medium glass fiber loading (<30%). Good balance of cost and durability. | 💰💰 |
| PM HIP (Powder Metallurgy Hot Isostatic Pressing) | 62-66 (Uniform) | ⭐️⭐️⭐️⭐️⭐️ | ⭐️⭐️⭐️⭐️ | Extreme conditions: High fiberglass, conductive carbon for energy storage, highly corrosive additives. Maximum lifespan. | 💰💰💰💰 |
Analysis: If you are processing highly abrasive compounds, relying on cheap nitrided steel is a false economy. The hardened surface layer is incredibly thin (often less than 0.5mm). Once that microscopic layer wears through, the softer core is exposed, and the element will disintegrate rapidly, forcing another shutdown. Investing in PM HIP tool steels, while initially more expensive, drastically reduces the total cost of ownership (TCO) by multiplying the operational lifespan by factors of three or four.
Parameter Game: Don’t Let High Torque Screw Elements Fail Due to Poor Operation
Even if you invest in the absolute highest-grade metallurgy available globally, poor operational habits on the factory floor will destroy your investment. Modern continuous compounders utilize High Torque Screw Elements designed to handle immense mechanical loads, but they are not indestructible. The dynamic equilibrium between main screw RPM, feeder throughput, and barrel temperature zones must be strictly maintained. When operators arbitrarily adjust these parameters to force higher throughput or rush the startup sequence, they subject the hardware to lethal mechanical stress.
Table 2: The “Aggravation Index” of Abnormal Process Parameters on Element Wear
| Abnormal Process Condition | Physical Phenomenon Inside Barrel | Wear Aggravation Index | Fatal Impact on the Elements |
| Zone Temperatures Set Too Low | Material fails to plasticize fully, forcing the screws to crush solid pellets. | + 300% | Massive shear stress; causes immediate chipping of kneading block edges and catastrophic shaft twisting. |
| Excessive RPM with Insufficient Feeding | Screws operate in a “starved” state, lacking the polymer melt that acts as a lubricating layer. | + 150% | Severe dry friction; leads to localized annealing (loss of hardness) and rapid wiping of the flight tips. |
| Excessive Vacuum at Vent Port | Polymer melt is actively sucked upward, causing dry running in the transition zones. | + 80% | Accelerates abrasive wear on the conveying elements located immediately after the vacuum zone. |
Analysis: Machine operators must understand that polymer melt acts as a crucial hydraulic lubricant between the rotating metal components. Pushing high torque systems without allowing the material to properly melt and coat the steel is akin to running a car engine without oil. Standard operating procedures (SOPs) must enforce strict temperature soaking times before the main drive is engaged.
Factory Floor Realities: A Maintenance Guide for Twin Screw Elements
Hardware longevity is 30% procurement and 70% maintenance. A “run to failure” mentality is the most expensive strategy a manufacturing plant can adopt. Twin Screw Elements require a proactive, scheduled approach to maintenance. Because these elements are highly modular and intermeshing, the failure or extreme wear of a single localized kneading block can disrupt the fluid dynamics of the entire shaft, causing cascading wear down the line. To prevent this, we highly recommend implementing a rigid inspection schedule that catches dimensional deviations before they impact product quality.

Table 3: BLOOM Factory Recommended – Routine Inspection & Maintenance Protocol
| Maintenance Interval | Execution Action & Inspection Target | Tolerance / Critical Threshold | Expected Preventive Outcome |
| Per Shift (Daily) | Monitor melt pressure fluctuations at the die head; listen for abnormal gearbox/barrel acoustics. | Pressure fluctuation > 1.5 MPa requires immediate attention. | Early detection of localized material bridging, unmelted agglomerates, or dry friction. |
| Monthly Routine | Pull the screws, manually clean carbonized resin/char, physically inspect radial clearances. | Single-side gap between screw flight and barrel > 1.2mm is a high-risk warning. | Prevents excessive backflow (leakage) which drastically reduces shear efficiency and lowers output. |
| Quarterly / Overhaul | Fully disassemble elements from the shaft, measure outer diameters (OD) with a micrometer, log wear curves. | OD wear exceeding 2.0mm – 3.0mm dictates mandatory element retirement. | Ensures worn components do not bottleneck the entire line’s plasticization capability or cause metal contamination. |
The BLOOM Approach: How Custom Screw Elements Drive Down Operational Costs
Applying a generic, one-size-fits-all screw profile to complex, proprietary formulations is a fundamental engineering error. Every compound—whether it is an impact-modified automotive plastic or a high-density energy storage matrix—possesses unique rheological properties. At BLOOM, we do not merely supply off-the-shelf spare parts; we engineer solutions. We analyze your specific material formulations and operational bottlenecks to design Custom Screw Elements.
By strategically altering the geometry, stagger angles, and flight pitch of the elements, we can precisely redistribute the shear heat. This prevents the localized over-shearing that causes aggressive hotspot wear on standard configurations. Partnering with BLOOM for customized profiles may require a few extra days of upfront technical consultation, but the return on investment is undeniable. A perfectly tailored geometric profile reduces mechanical friction, lowers power consumption, and essentially buys your production line months of uninterrupted, stable operation. We focus on true cost-per-hour efficiency, ensuring your factory remains competitive in demanding markets.
5 Frequently Asked Questions (FAQs)
Q1: Exactly how often do screw elements need to be replaced?
A: There is no universal timeline; it entirely depends on your “diet.” If you are processing pure virgin resins, a set might last three to five years. However, if you are compounding highly abrasive materials (like 50% glass fiber or dense conductive powders), your clearances might exceed tolerances in just 3 to 6 months. The ultimate indicators are a continuous drop in die head pressure and the appearance of unplasticized gels or particles in your final product.
Q2: Can severely worn elements be refurbished and reused?
A: For very large, expensive extruders (e.g., above 135mm), refurbishing through laser cladding or plasma transferred arc (PTA) welding can be economically viable. However, for small to medium-sized laboratory and production extruders, the dimensional precision of refurbished parts rarely meets OEM standards. Forcing poorly refurbished, out-of-tolerance parts onto a shaft often leads to severe barrel scoring. In these cases, purchasing high-quality replacements is significantly cheaper than replacing a damaged barrel.
Q3: Why do kneading blocks always wear out so much faster than conveying elements?
A: Kneading blocks are positioned in the high-shear melting zones. Their fundamental purpose is to force the material through incredibly tight clearances to generate intense friction and dispersive mixing. Because they are the components doing the “heavy lifting”—subjected to maximum radial pressure and continuous abrasive scraping—they inherently suffer the most catastrophic wear rates on the entire shaft.
Q4: When buying replacements, is the highest hardness material always the best choice?
A: Absolutely not. In metallurgy, hardness and toughness sit on opposite ends of a seesaw. If you purchase an element with extreme surface hardness but terrible impact resistance (often the case with low-grade powder metallurgy copies), a single piece of tramp metal or an un-melted hard resin agglomerate can cause the brittle teeth to instantly shatter, potentially locking up the machine and snapping the main drive shaft.
Q5: Without pulling the screws out of the machine, how can I quickly diagnose internal wear?A: Watch your ammeter and your throughput yield. If you find yourself constantly having to increase the main RPM just to maintain your historical baseline output, and simultaneously, the melt temperature is rising uncontrollably without you adding external heat, you have a severe wear problem. This occurs because the excessive gap clearances are allowing massive internal leakage; the mechanical energy of the motor is no longer pushing material forward, but rather churning it in place and converting that energy directly into frictional heat.




