Extruder screws are indispensable components in plastic processing, serving as the core mechanism for melting, Hier ist die professionelle deutsche Übersetzung deines Artikels. Ich habe die Absätze und die Struktur exakt beibehalten und streng darauf geachtet, dass die industriellen Fachbegriffe (wie Bimetall, Nitrieren, kämmende Doppelschnecken, etc.) perfekt auf den deutschen B2B-Markt abgestimmt sind.
Du kannst diesen Text direkt kopieren und in deinen WordPress-Editor einfügen:
Extruderschnecken sind unverzichtbare Komponenten in der Kunststoffverarbeitung und dienen als Kernmechanismus zum Schmelzen, Mischen und Fördern von polymeren Materialien. Ihr Design hat tiefgreifenden Einfluss auf die Produktqualität, die Produktionseffizienz und den Energieverbrauch. Dieser Artikel bietet einen umfassenden Überblick über verschiedene Arten von Extruderschnecken und detailliert deren strukturelle Eigenschaften, Funktionsprinzipien, Vor- und Nachteile sowie typische Anwendungen. Das Verständnis dieser Unterschiede ist entscheidend für die Auswahl der optimalen Schnecke für spezifische Anforderungen der Materialverarbeitung.
Was ist eine Extruderschnecke?
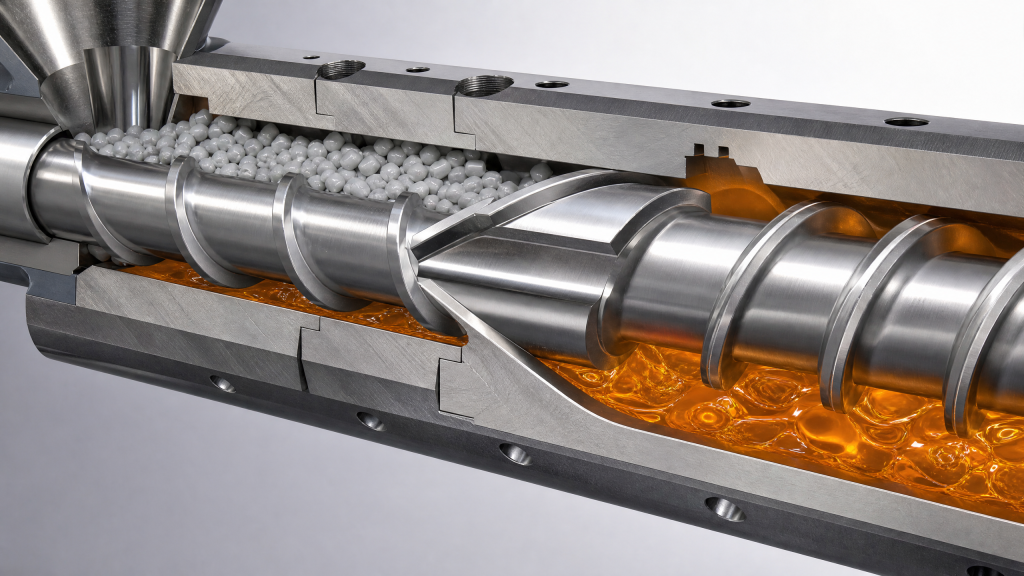
Eine Extruderschnecke ist eine spiralförmige Vorrichtung, die in einem beheizten Zylinder untergebracht ist und für den Transport, die Kompression, das Schmelzen und die Homogenisierung von Kunststoffrohstoffen verantwortlich ist. Sie wandelt feste Kunststoffgranulate in eine gleichmäßige Schmelze um, die dann durch eine Düse gepresst wird, um ein kontinuierliches Profil, eine Folie oder eine Platte zu formen. Das komplexe Design der Schneckengänge und -kanäle bestimmt die Scherung, Mischung und Wärmeübertragung, der das Polymer ausgesetzt ist.

Warum gibt es verschiedene Arten von Extruderschnecken?
Die enorme Vielfalt an Polymereigenschaften (z. B. Viskosität, thermische Empfindlichkeit, Schmelzefestigkeit), Produktanforderungen (z. B. Klarheit, Festigkeit, Oberflächenbeschaffenheit) und Verarbeitungszielen (z. B. Compoundierung, Entgasung, reaktive Extrusion) erfordert eine breite Palette von Schneckendesigns. Jeder Schneckentyp ist darauf ausgelegt, spezifische Aspekte des Extrusionsprozesses zu optimieren, wobei Faktoren wie Plastifizierungseffizienz, Mischkapazität, Scherwärmeerzeugung und Vermeidung von Materialabbau ausbalanciert werden.
Wichtige Arten von Extruderschnecken und ihre Eigenschaften
Extruderschnecken werden grob nach ihrer Anzahl, geometrischen Profilen und speziellen Funktionen klassifiziert.
Einschneckenextruder
Einschneckenextruder sind der häufigste Typ und bekannt für ihren einfachen Aufbau sowie niedrigere Herstellungskosten. Sie werden häufig für die grundlegende Materialförderung und die Vorplastifizierung von Standardkunststoffen eingesetzt. Ihre Bedienung und Wartung sind unkompliziert, und sie weisen typischerweise einen relativ geringeren Energieverbrauch auf. Ihre Mischkapazitäten sind jedoch im Allgemeinen schwächer im Vergleich zu Mehrschneckensystemen, was oft zu einer breiteren Verweilzeitverteilung des Materials führt. Sie bieten weniger präzise Kontrolle über die Scherwärme und sind daher weniger geeignet für Materialien, die intensives Mischen erfordern, oder für solche, die sehr wärmeempfindlich sind.

Unterarten von Einschnecken nach geometrischem Profil:
• Schnecken mit allmählicher Kompression (Langkompressionsschnecken): Diese Schnecken verfügen über eine längere Kompressionszone, in der die Gangtiefe allmählich abnimmt, was eine sanfte Scherung bietet. Sie sind ideal für wärmeempfindliche Kunststoffe wie PVC, PC und PMMA, da sie den Materialabbau minimieren. Ihre Plastifizierungseffizienz ist jedoch relativ geringer, und sie sind weniger effektiv für Materialien mit engen Schmelzbereichen oder niedriger Viskosität.
• Schnecken mit abrupter Kompression (Kurzkompressionsschnecken): Gekennzeichnet durch eine sehr kurze Kompressionszone, in der sich die Gangtiefe schnell ändert, erzeugen diese Schnecken intensive Scherkräfte. Sie eignen sich hervorragend für Kunststoffe mit engen Schmelzbereichen, niedriger Viskosität und guter thermischer Stabilität, wie PA, PE und PP. Der Hauptnachteil ist die hohe erzeugte Scherwärme, die zum Abbau wärmeempfindlicher Materialien und zu ungleichmäßiger Materialerwärmung führen kann.
• Universalschnecken: Diese Schnecken sind auf Ausgewogenheit ausgelegt und zielen darauf ab, ein breiteres Spektrum an Materialien aufzunehmen, wodurch sie Anpassungsfähigkeit für allgemeine Verarbeitungsanforderungen bieten.
Doppelschneckenextruder
Doppelschneckenextruder werden für ihre überlegenen Misch- und Plastifizierungsfähigkeiten hoch geschätzt, was sie für die anspruchsvolle Polymerverarbeitung unerlässlich macht. Sie werden hauptsächlich in ineinandergreifende (kämmende) und nicht-ineinandergreifende Typen unterteilt, wobei ineinandergreifende Designs vorherrschend sind.
Konfigurationen kämmender Doppelschnecken:
• Gleichläufige Doppelschnecken: Diese Schnecken rotieren in die gleiche Richtung und zeichnen sich durch hervorragende Selbstreinigungseigenschaften und überlegene Mischeffekte (sowohl distributiv als auch dispersiv) aus. Dies macht sie ideal zum Compoundieren, Füllen, Verstärken und für die reaktive Extrusion verschiedener Polymere. Sie bieten eine enge Verweilzeitverteilung des Materials und eine präzise Kontrolle über die Scherwärme. Zu den Hauptnachteilen gehören ihr komplexer Aufbau, höhere Herstellungs- und Wartungskosten sowie der Bedarf an hochqualifizierten Bedienern.
• Gegenläufige Doppelschnecken: Diese Schnecken rotieren in entgegengesetzte Richtungen und sind bekannt für ihre starke Zwangsförderung und hohe Druckaufbaukapazität. Sie werden häufig für die Direktextrusion von Pulvermaterialien und für die Verarbeitung scherempfindlicher Materialien wie PVC-Profile eingesetzt. Obwohl sie aufgrund intensiver Scherung eine starke Plastifizierung bieten, ist ihre Mischeffizienz im Allgemeinen nicht so gut wie bei gleichläufigen Typen. Die hohe Scherung kann zudem mehr Wärme erzeugen, was sie für stark wärmeempfindliche Materialien weniger geeignet macht. Sie neigen auch zu einem höheren Schneckenverschleiß.
Spezielle Schneckendesigns
Um spezifische Herausforderungen bei der Verarbeitung zu bewältigen und die Extrusionsleistung zu verbessern, wurden verschiedene spezielle Schneckendesigns entwickelt.
• Barriereschnecken: Diese Schnecken integrieren einen Barriereabschnitt mit einem sehr engen Spalt im mittleren Teil der Schnecke. Die Hauptfunktion dieses Designs besteht darin, das Material zwangsweise zu scheren und zu mischen, während es gleichzeitig als „Filter“ fungiert, um sicherzustellen, dass nur vollständig geschmolzenes und homogenes Material in die Ausstoßzone (Meteringzone) gelangt. Dadurch wird die Schmelzengleichmäßigkeit deutlich verbessert. Obwohl sie die Schmelzequalität effektiv verbessern und Gele reduzieren, kann ihre komplexe Struktur zu höheren Herstellungskosten und dem Potenzial für lokale Überhitzung führen.
• Entgasungsschnecken: Entgasungsschnecken verfügen über eine Dekompressions- und Entgasungsöffnung im mittleren Bereich der Schnecke. Ihr Hauptzweck ist die Entfernung von Feuchtigkeit und flüchtigen Bestandteilen aus dem Material, was für hygroskopische Materialien oder solche, die flüchtige Substanzen enthalten und bei denen Produktqualität an erster Stelle steht, entscheidend ist. Die Komplexität des Designs und die Notwendigkeit eines Vakuumsystems können die Ausrüstungskosten erhöhen und den Durchsatz potenziell verringern.
• Stiftschnecken: Gekennzeichnet durch zylindrische Stifte, die in bestimmten Bereichen strategisch senkrecht zum Schneckenkanal platziert sind, stören diese Stifte effektiv die laminare Strömung des Materials und erhöhen die Scher- und Mischzyklen. Dies verbessert die distributive Mischung erheblich. Sie sind besonders nützlich in Anwendungen, die eine hochgradig gleichmäßige Mischung erfordern, wie bei Kautschuk oder hochviskosen Materialien. Die zusätzlichen Stifte können jedoch die Scherwärme erhöhen und erfordern möglicherweise ein robusteres Schneckendesign, um die strukturelle Integrität aufrechtzuerhalten.
• Wellenschnecken: Wellenschnecken weisen entlang der axialen Richtung eine periodisch variierende Gangtiefe auf. Dieses Design induziert periodische Scher- und Dehnkräfte, was den Mischeffekt weiter verstärkt und die Schmelzehomogenität verbessert. Sie sind besonders vorteilhaft in Situationen, in denen eine verbesserte Schmelzengleichmäßigkeit gewünscht wird.
Ultra-Hochleistungsschnecken
Für die anspruchsvollsten Anwendungen bieten Ultra-Hochleistungsschneckensysteme beispiellose Misch- und Verarbeitungsfähigkeiten.
• Planetwalzenextruder (Planetenschnecken): Planetwalzenextruder stellen eine hochkomplexe Klasse von Extrusionsausrüstung dar. Ihre Kernstruktur besteht aus einer zentralen Sonnenschnecke, die von 6-12 kleineren Planetenschnecken umgeben ist, die sich sowohl um ihre eigene Achse drehen als auch um die Zentralschnecke kreisen. Diese einzigartige Bewegung erzeugt eine extrem hohe Eingriffsfrequenz. Zu den wesentlichen Vorteilen von Planetenschnecken gehört ihr außergewöhnlich hohes Verhältnis von Oberfläche zu Volumen, bei dem das Material in extrem dünnen Filmen verarbeitet wird, was zu einem hocheffizienten Wärmeaustausch führt. Darüber hinaus erreichen sie durch weitreichendes Ausstreichen anstelle aggressiver Scherung eine scherarme, hochintensive Mischung, was besonders für stark wärmeempfindliche Materialien wie hochgefülltes PVC entscheidend ist. Ihre vollständig kämmende Struktur gewährleistet zudem hervorragende Selbstreinigungseigenschaften und verhindert effektiv Materialstagnation und -abbau. Ihr Aufbau ist jedoch extrem komplex, was zu sehr hohen Herstellungskosten und schwieriger Wartung führt. Auch ihre Ausstoßleistung kann im Vergleich zu anderen Typen begrenzt sein.
• Mehrgängige Schnecken: Der Begriff „Gängigkeit“ bezieht sich auf die Anzahl der unabhängigen schraubenförmigen Gewinde auf einer Schnecke. Eingängige Schnecken haben breitere Gänge, die eine starke Förderleistung, aber einen langsameren Materialaustausch bieten. Zweigängige Schnecken sind Standard bei gleichläufigen Doppelschneckenextrudern und balancieren Förderleistung mit Schermischung aus. Dreigängige Schnecken weisen flachere Kanäle auf, erzeugen eine intensivere Scherung und eignen sich für Anwendungen, die eine extrem feine dispersive Mischung erfordern.
• Schnecken mit variabler Steigung: Schnecken mit variabler Steigung zeichnen sich durch eine entlang ihrer axialen Länge allmählich abnehmende Steigung aus. Dieses Design ermöglicht die Materialkompression ohne Änderung der Gangtiefe. Sie werden üblicherweise in den Entgasungszonen von Extrudern eingesetzt oder in Prozessen, die eine präzise Kontrolle der Verweilzeit des Materials erfordern, um die Reaktion oder Plastifizierung zu optimieren.
Wichtige technische Parameter und Materialüberlegungen
Neben der Schneckengeometrie sind verschiedene technische Parameter und Materialentscheidungen entscheidend für die optimale Leistung der Extruderschnecke.
Längen-Durchmesser-Verhältnis (L/D)
Das L/D-Verhältnis gibt die effektive Arbeitslänge der Schnecke im Verhältnis zu ihrem Durchmesser an, die typischerweise zwischen 20 und 40 liegt. Ein größeres L/D-Verhältnis ermöglicht im Allgemeinen eine gründlichere Plastifizierung, ein gleichmäßigeres Mischen und eine effektivere Entgasung, was zu einer verbesserten Produktqualität und einer höheren Produktionseffizienz führt. Eine übermäßig lange Schnecke kann jedoch den Energieverbrauch und die Verweilzeit erhöhen.
Kompressionsverhältnis (ε)
Definiert als das Verhältnis des Kanalvolumens der Einzugszone zum Kanalvolumen der Ausstoßzone, liegt das Kompressionsverhältnis typischerweise zwischen 2 und 4. Ein angemessenes Kompressionsverhältnis stellt eine ausreichende Verdichtung und Scherung des Materials während der Plastifizierung sicher. Ein zu hohes Kompressionsverhältnis kann jedoch zu übermäßiger Scherwärme führen und wärmeempfindliche Materialien potenziell beschädigen.
Materialauswahl
Die Wahl des Schneckenmaterials ist von größter Bedeutung für deren Verschleißfestigkeit, Korrosionsbeständigkeit und Lebensdauer. Zu den gängigen Basismaterialien gehören:
• 38CrMoAlA: Ein Standard-Nitrierstahl, der eine ausgewogene Gesamtleistung bietet und häufig für Universalschnecken verwendet wird.
• SKD61/D2: Werkzeugstähle mit höherer Härte und Verschleißfestigkeit, geeignet für die Verarbeitung von abrasiveren Materialien.
• HIP (Heißisostatisches Pressen) Pulverlegierungen: Bieten erstklassige Verschleiß- und Korrosionsbeständigkeit für extreme Betriebsbedingungen und werden oft in Hochleistungsanwendungen eingesetzt.
Oberflächenbehandlung
Verschiedene Oberflächenbehandlungstechnologien werden eingesetzt, um die Schneckenleistung weiter zu verbessern und die Lebensdauer zu verlängern:
• Ionen-Nitrieren: Ein weit verbreitetes Verfahren, das eine Oberflächenhärte von etwa HV950-1050 bei einer Nitriertiefe von ca. 0,5 mm liefert und die Verschleißfestigkeit verbessert.
• Bimetall-Auftragsschweißen (Bimetall-Panzerung): Beinhaltet das Aufbringen einer Legierung auf Nickel- oder Wolfram-Chrom-Basis auf die Schneckenstege, was die Verschleißlebensdauer deutlich um das 3- bis 5-fache verlängert, insbesondere bei hochgefüllten oder abrasiven Materialien.
• Hartverchromung: Wird hauptsächlich zur Verbesserung der Korrosionsbeständigkeit der Schnecke (z. B. bei der PVC-Verarbeitung) und der Oberflächengüte eingesetzt.
Leitfaden zur Schneckenauswahl
Die richtige Schneckenauswahl ist für eine erfolgreiche Extrusion von größter Bedeutung. Die folgende Tabelle bietet eine Referenz für gängige Kunststoffarten, empfohlene Schneckentypen und wichtige Parameterempfehlungen:
| Kunststoffart | Empfohlener Schneckentyp | Wichtige Parameterempfehlungen |
| Hart-PVC | Gegenläufige Doppelschnecke / Planetwalzenextruder | Niedrige Drehzahl, präzise Temperaturkontrolle, moderates L/D |
| PE / PP | Kurzkompressions-Einschnecke / Gleichläufige Doppelschnecke | Hohes Kompressionsverhältnis (3,0-4,0), L/D 28-35 |
| PC / PMMA | Langkompressions-Einschnecke (Wärmeempfindlich) | Lange Kompressionszone, moderates Kompressionsverhältnis (2,0-2,5), L/D 25-30 |
| PA (Nylon) | Kurzkompressions-Einschnecke | Sehr kurze Kompressionszone zur Vermeidung von Überscherung, L/D 20-25 |
| Compoundierung / Granulierung | Gleichläufige Doppelschnecke (Modulare Konfiguration) | Flexible Anpassung der Mischelement-Sequenz, hohes L/D (36-48) |
| Recyclingmaterial / Entgasung | Entgasungsschnecke | Großes L/D (>30), spezielles Design der Entgasungszone |
Die Auswahl einer Extruderschnecke ist eine komplexe technische Herausforderung, die eine umfassende Berücksichtigung von Materialart, physikalischen Eigenschaften, Produktanforderungen, Produktionseffizienz und Kosten erfordert. Einschneckenextruder bleiben in der allgemeinen Kunststoffverarbeitung dominant, während Doppelschneckenextruder unverzichtbare Vorteile bei der Compoundierung von Hochleistungsmaterialien, bei Hochfüllungsanwendungen und bei der Verarbeitung wärmeempfindlicher Materialien bieten. Spezielle Schnecken wie Barriere-, Entgasungs- und Planetenschnecken bieten effiziente Lösungen für spezifische Herausforderungen. Da sich neue Materialien und Prozesse ständig weiterentwickeln, werden auch Schneckendesigns zweifellos weiter innovativ sein, um den ständig steigenden Produktionsanforderungen gerecht zu werden.
Häufig gestellte Fragen (FAQ)
F1: Was sind die Hauptfunktionen einer Extruderschnecke?
A1: Eine Extruderschnecke ist für den Transport, die Kompression, das Schmelzen und die Homogenisierung von Kunststoffrohstoffen verantwortlich. Sie wandelt festes Granulat in eine gleichmäßige Schmelze um, die dann durch eine Düse extrudiert wird, um ein kontinuierliches Produkt zu formen. Ihr Design bestimmt die Scherung, das Mischen und die Wärmeübertragung innerhalb des Polymers.
F2: Wie unterscheiden sich Einschneckenextruder von Doppelschneckenextrudern?
A2: Einschneckenextruder sind einfacher, kostengünstiger und eignen sich für die grundlegende Förderung und Plastifizierung von Standardkunststoffen. Doppelschneckenextruder, insbesondere gleichläufige Typen, bieten überlegene Misch-, Plastifizierungs- und Selbstreinigungseigenschaften, was sie ideal für die Compoundierung, Füllung und Verarbeitung von wärmeempfindlichen oder Hochleistungsmaterialien macht. Doppelschnecken sind komplexer und teurer.
F3: Welche Bedeutung hat das Längen-Durchmesser-Verhältnis (L/D) beim Schneckendesign?
A3: Das L/D-Verhältnis stellt die effektive Arbeitslänge der Schnecke im Verhältnis zu ihrem Durchmesser dar. Ein höheres L/D-Verhältnis führt im Allgemeinen zu einer gründlicheren Plastifizierung, besserer Durchmischung und effektiverer Entfernung flüchtiger Bestandteile, was zu verbesserter Produktqualität und höherer Effizienz führt. Ein übermäßig hohes L/D kann jedoch den Energieverbrauch und die Verweilzeit erhöhen.
F4: Wann sollte man eine Barriereschnecke einer herkömmlichen Schnecke vorziehen?
A4: Eine Barriereschnecke wird gewählt, wenn die Schmelzengleichmäßigkeit deutlich verbessert und ungeschmolzene Partikel (Gele) reduziert werden müssen. Ihr Design trennt die Feststoff- und Schmelzphasen und stellt sicher, dass nur homogene Schmelze in die Meteringzone gelangt. Dies ist besonders vorteilhaft für Materialien, bei denen die Schmelzequalität kritisch ist, oder für die Verarbeitung wärmeempfindlicher Polymere.
F5: Welche Rolle spielen Knetblöcke in Doppelschneckenextrudern?
A5: Knetblöcke sind entscheidende Mischelemente in Doppelschneckenextrudern. Sie nutzen einzigartige Versatzwinkel und Rotationsrichtungen, um unterschiedliche Grade an Scherung und Mischung zu erreichen, die sowohl für das distributive als auch für das dispersive Mischen unerlässlich sind. Sie sind wichtig, um Agglomerate aufzubrechen, Additive zu dispergieren und die Materialhomogenität sicherzustellen.
F6: Wofür werden Planetwalzenextruder hauptsächlich verwendet?
A6: Planetwalzenextruder werden für sehr anspruchsvolle Anwendungen eingesetzt, insbesondere bei wärmeempfindlichen Materialien wie hochgefülltem PVC. Sie bieten ein außergewöhnlich hohes Verhältnis von Oberfläche zu Volumen und erreichen durch weitreichendes Ausstreichen eine scherarme, hochintensive Mischung. Dies führt zu einem effizienten Wärmeaustausch und schonender Verarbeitung, während gleichzeitig hervorragende Selbstreinigungseigenschaften gewährleistet werden.
F7: Wie verbessert eine Oberflächenbehandlung die Schneckenleistung?
A7: Oberflächenbehandlungen wie Ionen-Nitrieren, Bimetall-Auftragsschweißen und Hartverchromung werden angewendet, um die Verschleißfestigkeit, Korrosionsbeständigkeit und Lebensdauer der Schnecke zu verbessern. Diese Behandlungen sorgen für eine härtere, widerstandsfähigere Oberfläche, schützen die Schnecke vor abrasiven Materialien und korrosiven Umgebungen und verlängern so ihre operative Lebensdauer.
References
[1] Zhoushan Hongfa Plastic Machinery Co., Ltd. Extruder Screw.
[4] Baidu Wiki. Is a planetary extruder a single screw?
[5] Plastiform. ACME Thread – Complete Guide.
[6] TIR Feedscrews and Barrels. Single-Screw Mixing 101.
[9] Zhoushan Hongfa Plastic Machinery Co., Ltd. Introduction to Bimetallic Screw Production Process.